提高松散回潮回風溫度cpk
2021-11-27 02:37:10王偉趙鵬梁珊河南中煙工業有限責任公司安陽卷煙廠
環球市場 2021年31期
王偉 趙鵬 梁珊 河南中煙工業有限責任公司安陽卷煙廠
生產過程中,發現松散回潮工序多批次的回風溫度cpk低于1.33,嚴重影響產品質量。從人機料法環等各個方向進行分析,發現影響回風溫度cpk的主要因素為設備因素,因此,查找可能影響設備的因素可以提高松散回潮回風溫度cpk。
一、要因確認
1.減壓閥異常可能會造成蒸汽壓力波動從而對回風溫度cpk產生影響,通過連續5天統計隨機抽取的14批次松散回潮機管路壓力表數值,對減壓閥的狀態進行判定,壓力范圍均在0.4-0.6Mpa之間,滿足工藝要求的正常壓力,說明減壓閥不存在故障,不會對設備造成影響。
2.對松散回潮機雙介質噴嘴噴灑效果進行確認,制定了測試方案,按照設計的實驗方案開展試驗:首先用光照法測量出增濕水噴嘴的角度為水平方向角度71.5°,豎直方向角度為82°,噴射的錐形霧化水圓錐體中心線的落點直接落在煙葉上,與設備工藝要求相符合。同時,查看了維修工單并對噴嘴進行了檢查,噴嘴按時每月保養,也無堵塞現象,說明對設備和工藝指標沒有影響。
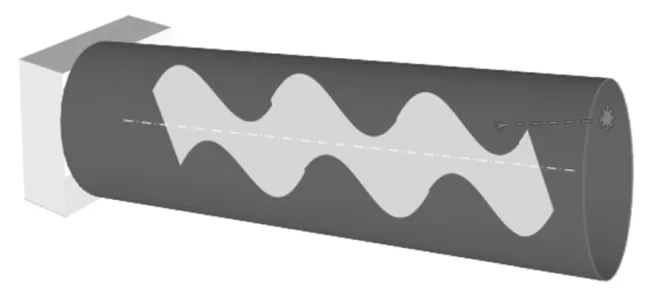
圖1 噴嘴試驗示意圖
3.觀察爐內排潮網帶的清潔程度,并查看維修工保養實施記錄,從檢查記錄和現場情況看出,每月都已按時保養,排潮網帶不存在堵塞,排潮系統正常,不會造成設備異常。
4.生產過程中,某不合格批次內蒸汽管路總是出現氣動薄膜閥開度不斷波動的現象,通過現場觀察發現,由于氣動薄膜閥開度的波動,導致原本在波動范圍內應該穩定的蒸汽流量和壓力都有了不同程度的超標。開度的波動對補償蒸汽流量造成了影響,氣動薄膜閥異常是造成設備異常的原因。
5.根據松散回潮機風管結構,查閱相關資料經過分析討論,確定了3個可能影響松散回潮機回風溫度cpk的參數,分別是:排潮風門開度、熱風風機頻率和循環風機頻率。默認設置的排潮風門開度、熱風風機頻率和循環風機頻率分別為40%、30Hz和25Hz。接下來通過空載試驗確定排潮風門開度、熱風風機頻率和循環風機頻率這3個參數是否對松散回潮機回風溫度cpk產生影響,通過試驗設置不同的熱風、循環風機頻率和排潮風門開度,松散回潮機回風溫度cpk明顯不同,因此,可以判定這3個參數顯著影響回風溫度cpk的值(見圖2)。
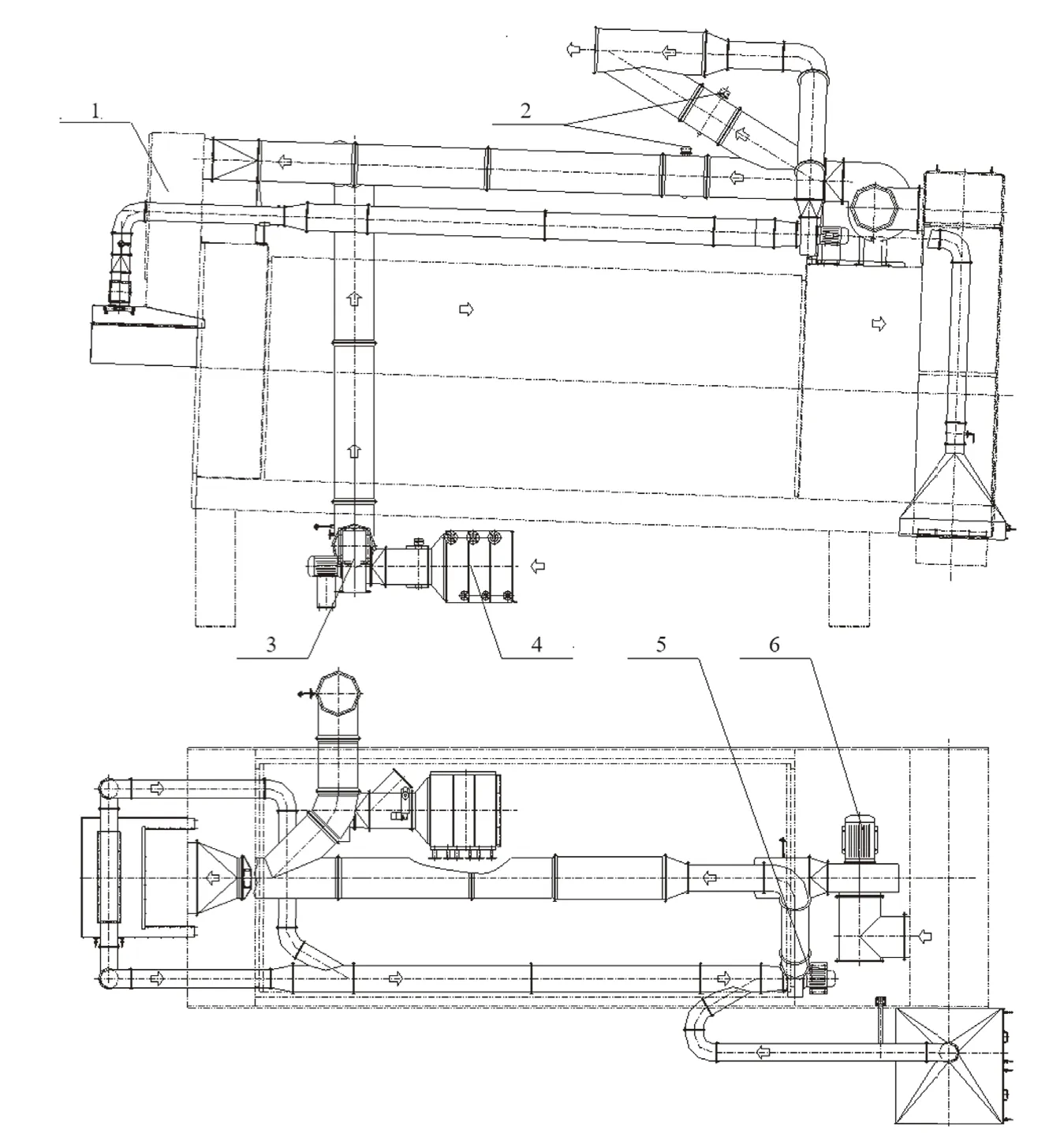
圖2 松散回潮機風管結構示意圖
二、制定對策
1.針對氣動薄膜閥異常,通過對數據的采集分析,根據氣動薄膜閥工作原理,對照維修保養手冊,維修調整氣動薄膜閥異常部位,并對定位器進行有針對性的調試校準,使閥門開度能夠穩定在40-45°內,消除對設備產生的影響原因。
2.進行優化PLC參數設置,在不考慮交互作用的情況下,以排潮風門開度、熱風風機頻率、循環風機頻率為試驗因素,選用正交設計,采用綜合平衡法對正交試驗測試數據進行分析,確定排潮風門開度、熱風風機頻率、循環風機頻率的最佳配合參數。
三、對策實施
1.確定氣動薄膜閥異常部位
由于氣動薄膜閥決定了補償蒸汽流量的穩定性,通過對數據采集,觀察分析了20批次蒸汽流量勢圖后,發現補償蒸汽流量波動偏大,并且經常會存在異常波動,因此,決定對氣動薄膜閥進行維修調整。根據氣動薄膜閥工作原理,以壓縮空氣作為動力,通過電氣閥門定位器來控制氣源的大小,使空氣作用于調節閥的橡膠膜片,膜片的收縮與擴張再次帶動閥桿上下動作,從而達到控制蒸汽流量的目的。而在觀察中發現氣動薄膜閥開度一直在波動,出現此類現象的原因通常是控制部位出現問題。
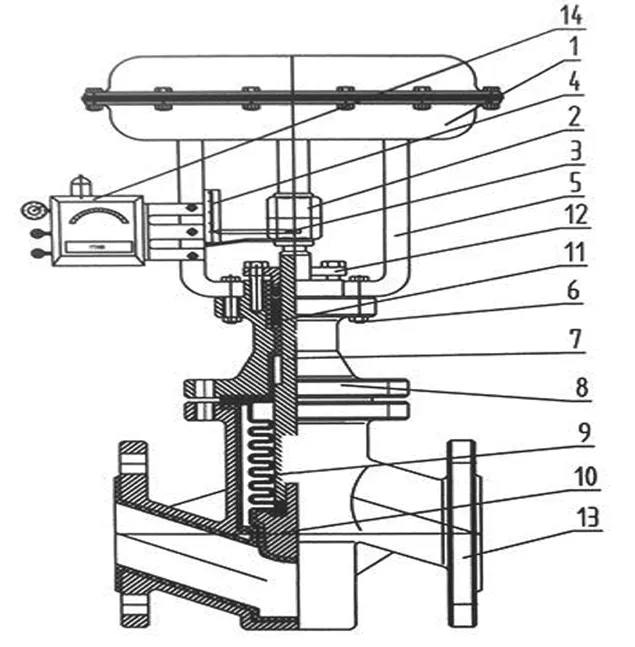
圖3 氣動薄膜閥結構示意圖
2.維修調整氣動薄膜閥
根據氣動薄膜閥流程圖4,DSC通過電信號傳導給定位器,而定位器再利用壓縮空氣通過電信號再傳到閥膜片最終實施動作。而壓縮空氣管路不存在異常,那么就是電信號傳輸的問題。輸問題需要對薄膜閥定位器進行調整校準。依據氣動薄膜閥安全作業手冊,更換定位器數據傳輸線并對氣動薄膜閥的定位器進行了校準(見圖5)。

圖4 氣動薄膜閥工作流程
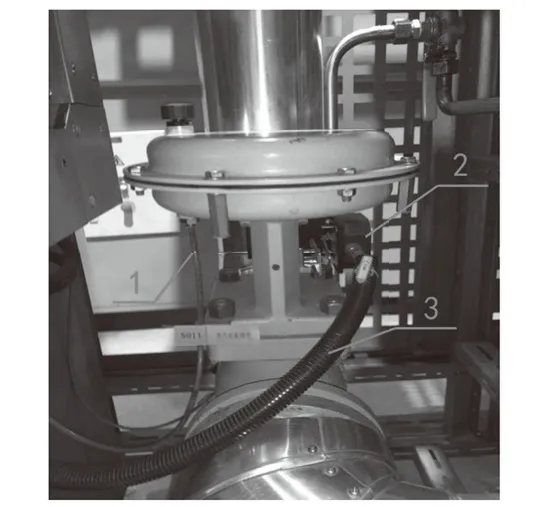
圖5 氣動薄膜閥部位照片
3.優化PLC參數設置
按照實施計劃,在不考慮交互作用的情況下,以排潮風門開度、熱風風機頻率、循環風機頻率為試驗因素,設置3個水平,在其它工藝參數保持不變的前提下,選用正交設計L9(34)進行表頭設計,采用綜合平衡法對正交實驗測試數據進行分析。根據因素水平表,對相應的工藝參數進行正交試驗(見表1、表2)。
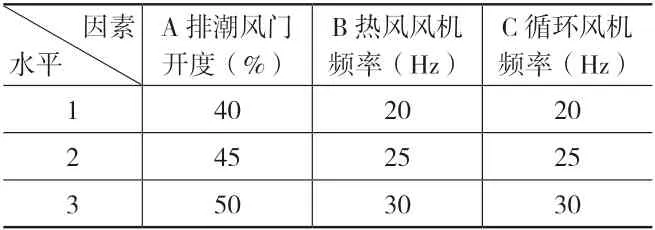
表1 因素水平表
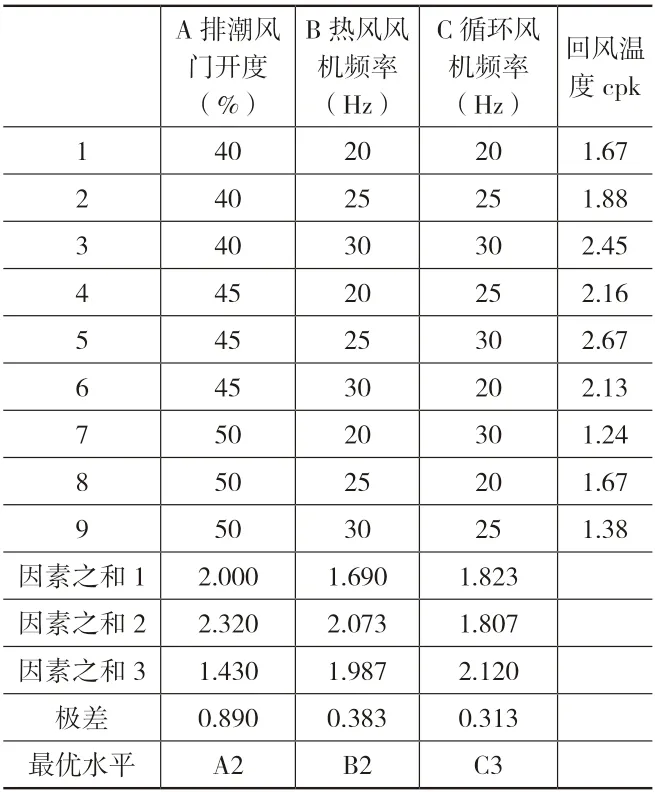
表2 正交實驗表
本試驗的目標是把松散回潮機回風溫度cpk控制在1.33以上越高越好,由正交試驗實驗方案可得,最優的試驗方案為 A2、B2和 C3,即排潮風門開度 45%、熱風風機頻率25Hz、循環風機頻30Hz。
四、效果驗證
所有對策實施完畢后,經過現場試驗,統計多批次松散回潮回風溫度cpk,回風溫度cpk值已經全部達到了1.33以上,甚至cpk最高達到了5.32,滿足工藝考核要求,目標完成(見圖6)。
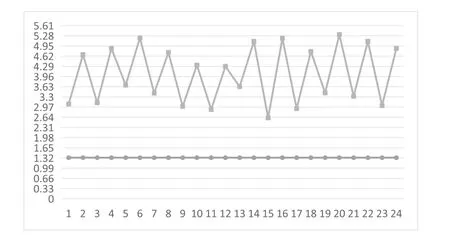
圖6 回風溫度cpk統計圖
五、結束語
通過對松散回潮回風溫度cpk指標問題分析,找到了影響cpk的主要癥結,由于設備原因即氣動薄膜閥異常及參數設置不合理,導致補償蒸汽流量波動后各風門調節不匹配造成cpk指數較低。后經過對氣動薄膜閥的維修調整及對PLC參數的重新優化設計,使松散回朝回風溫度cpk得到了較大的提高,為提高制絲優質品率,穩定成品煙絲質量打下了堅實的基礎,同時也節約了原材料,降低了生產成本,為企業提質降耗提供了技術支撐。