拉拔變形對(duì)純銅導(dǎo)線組織和性能的影響
2021-11-30 12:33:48路榮貴化廣信冉令豪梅桂林
安徽工程大學(xué)學(xué)報(bào) 2021年5期
關(guān)鍵詞:變形
路榮貴,化廣信,冉令豪,梅桂林*
(1.安徽楚江高新電材有限公司,安徽 蕪湖 241000;2.合肥工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院,安徽 合肥 230009)
純銅具有優(yōu)良的導(dǎo)電性、導(dǎo)熱性和延展性,同時(shí)由于其良好的冷、熱加工性能常被加工成為棒、管、板、帶等產(chǎn)品。隨著工業(yè)技術(shù)的發(fā)展,純銅導(dǎo)線因其優(yōu)良的傳導(dǎo)能力常作為電子信號(hào)傳輸?shù)妮d體被廣泛應(yīng)用于電線電纜、航空航天、醫(yī)療器械、國(guó)防軍工、信息通訊和電子封裝等領(lǐng)域。純銅導(dǎo)線的生產(chǎn)過(guò)程主要由連鑄連軋或上引連鑄生產(chǎn)純銅桿坯、接線、連續(xù)多模拉拔、退火和并線絞線組成。
冷拔是生產(chǎn)高性能導(dǎo)電線材的主要工藝,拉拔過(guò)程是純銅桿坯在前端拉應(yīng)力的作用下穿過(guò)模孔直徑小于桿坯直徑的模具,最終獲得所需尺寸的純銅導(dǎo)線。經(jīng)冷拔后的銅線材內(nèi)部微觀組織會(huì)發(fā)生明顯的變化,整個(gè)拉拔過(guò)程中純銅導(dǎo)線內(nèi)微觀組織變化主要由三個(gè)過(guò)程組成:拉拔初期滑移現(xiàn)象產(chǎn)生,晶粒開(kāi)始細(xì)化;變形量增加,晶粒細(xì)化程度進(jìn)一步增加并且晶界變得模糊;最終沿拉拔方向形成纖維狀組織。晶粒細(xì)化晶界增多阻礙位錯(cuò)移動(dòng)從而產(chǎn)生明顯的加工硬化現(xiàn)象,不利于銅線材的生產(chǎn)應(yīng)用。為改善劇烈變形后導(dǎo)線的內(nèi)部組織,消除加工硬化作用,工業(yè)生產(chǎn)中常對(duì)導(dǎo)線進(jìn)行熱處理,導(dǎo)線的熱處理過(guò)程可分為拉拔過(guò)程中的連續(xù)退火、拉拔結(jié)束后退火和銅桿坯形變熱處理三種,目前工業(yè)生產(chǎn)中多采用連續(xù)退火的熱處理工藝。
為生產(chǎn)出具有優(yōu)異性能的純銅導(dǎo)線,純銅線材拉拔工藝一直是全世界研究人員的重點(diǎn)研究對(duì)象。史洪松等研究了深冷處理對(duì)純銅線材拉拔工藝的影響,并指出經(jīng)過(guò)深冷處理的純銅線材隨著拉絲模直徑減小,晶粒細(xì)化程度顯著增加。毛西秦等研究不同的退火溫度對(duì)純銅導(dǎo)線的組織和性能的影響,并指出隨著退火溫度的增加,純銅導(dǎo)線的抗拉性能發(fā)生下降,伸長(zhǎng)率增加。陳建等研究了橫向晶界對(duì)純銅導(dǎo)線微觀組織和力學(xué)性能的影響,并指出隨著變形量增加,纖維織構(gòu)更加發(fā)達(dá),同時(shí),等軸晶粒相比具有更多橫向晶界的晶粒,更有利于形變織構(gòu)的形成。文中主要研究了不同變形量對(duì)純銅導(dǎo)線顯微組織和性能的影響情況。
1 實(shí)驗(yàn)材料及方法
實(shí)驗(yàn)采用的純銅桿坯經(jīng)過(guò)熱軋?zhí)幚恚睆綖棣? mm,純度為99.99%。接線后先通過(guò)單道次拉拔得到Φ1.8 mm銅導(dǎo)線,通過(guò)德國(guó)尼霍夫16/20/24多頭拉絲機(jī)(MMH系列)進(jìn)行多頭和多道次拉拔得到直徑為Φ0.171 mm的細(xì)銅線。多頭拉拔過(guò)程中采用連拉連退的熱處理工藝,為了避免拉拔方向?qū)?shí)驗(yàn)結(jié)果產(chǎn)生干擾,純銅導(dǎo)線在拉拔過(guò)程中的拉拔方向始終不變。采用線切割截取Φ8 mm×5 mm 銅桿坯用于觀察銅桿坯橫截面金相組織,并從中間一分為二用于觀察銅桿坯縱截面金相組織。為了便于觀察顯微組織,采用HM1黑色鑲嵌料和XQ-2B型金相試樣鑲嵌機(jī)對(duì)Φ1.8 mm硬態(tài)純銅導(dǎo)線和Φ0.171 mm純銅導(dǎo)線進(jìn)行試樣鑲嵌,鑲樣過(guò)程中溫度設(shè)置為145 ℃,保壓時(shí)間設(shè)置為10 min。銅桿坯試樣和鑲嵌試樣采用400、600、800和1 200 目砂紙打磨并使用粒度為W1.5的金剛石研磨膏拋光后進(jìn)行腐蝕。腐蝕液采用配比為5 g無(wú)水三氯化鐵+50 mL鹽酸+100 mL乙醇的三氯化鐵鹽酸乙醇腐蝕液,腐蝕時(shí)間為30 s,腐蝕完畢后使用酒精將殘余腐蝕液沖洗干凈,待試樣干燥后采用MR2000金相顯微鏡觀察試樣顯微組織。采用UTM5105型微機(jī)控制電子萬(wàn)能實(shí)驗(yàn)機(jī),測(cè)量了Φ8 mm的銅桿坯和Φ1.8 mm的硬態(tài)銅線試樣的抗拉強(qiáng)度和延伸率。采用了QJ36S直流低電阻測(cè)試儀測(cè)量了Φ8 mm銅桿坯和Φ1.8 mm硬態(tài)銅線的電阻率。
2 試驗(yàn)結(jié)果與討論
2.1 金相組織
在拉拔過(guò)程中,隨著變形量的增加導(dǎo)體內(nèi)部組織發(fā)生明顯變化,使用MR2000金相顯微鏡可觀察不同線徑純銅導(dǎo)線橫向和縱向金相顯微組織,金相組織圖如圖1、圖2所示。
不同線徑銅導(dǎo)線橫向金相顯微組織圖如圖1所示。由圖1a和圖1b可以看出,Φ8 mm銅桿坯經(jīng)熱軋后晶界處出現(xiàn)再結(jié)晶組織,經(jīng)過(guò)一次拉拔后得到Φ1.8 mm硬態(tài)銅導(dǎo)線,晶粒發(fā)生明顯細(xì)化且晶粒大小較為均勻。在多頭拉絲機(jī)上經(jīng)多道次拉拔由Φ1.8 mm拉拔至Φ0.171 mm得到細(xì)銅導(dǎo)線。拉拔過(guò)程晶粒進(jìn)一步破碎細(xì)化,由于多頭拉拔過(guò)程中采取了連續(xù)退火的熱處理工藝,導(dǎo)線表層溫度迅速升高至再結(jié)晶溫度發(fā)生再結(jié)晶現(xiàn)象,同時(shí)因?yàn)檫B續(xù)退火冷卻速度很快,導(dǎo)線靠近中心區(qū)域晶粒再結(jié)晶程度較小。由圖1c可以看出,導(dǎo)線晶粒尺寸由表層向中心區(qū)域逐漸減小并且表層再結(jié)晶晶粒尺寸不均勻。
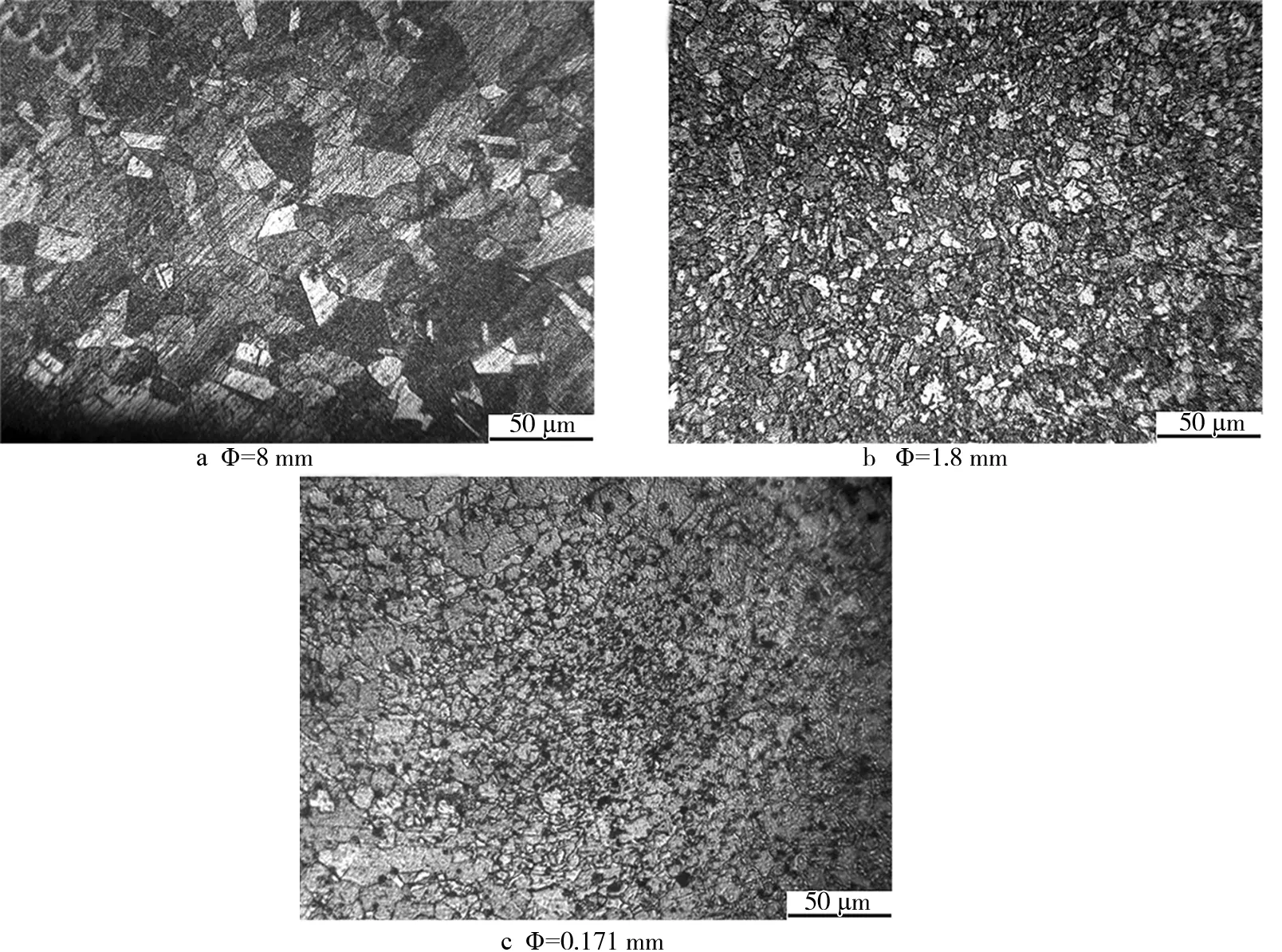
圖1 不同線徑銅導(dǎo)線橫向金相顯微組織圖
不同線徑銅導(dǎo)線縱向金相顯微組織圖如圖2所示。由圖2a和圖2b可以看出,Φ8 mm銅桿坯經(jīng)一次拉拔得到Φ1.8 mm硬態(tài)銅導(dǎo)線,期間不經(jīng)過(guò)任何熱處理,縱向組織發(fā)生明顯細(xì)化且并未出現(xiàn)明顯纖維組織。由圖2c可以看出,經(jīng)多道次拉拔且伴隨連續(xù)退火工藝得到具有明顯纖維組織的Φ0.171 mm細(xì)銅導(dǎo)線,纖維組織之間十分緊湊,晶界較為模糊。相較于傳統(tǒng)的退火工藝,由于連續(xù)退火加熱速度快和保溫時(shí)間短的特點(diǎn),往往造成純銅導(dǎo)線在退火過(guò)程中只有表層區(qū)域發(fā)生再結(jié)晶現(xiàn)象,通常采用較高的退火溫度來(lái)增加再結(jié)晶晶粒的形核率和再結(jié)晶區(qū)域。在連續(xù)退火工藝的作用下,導(dǎo)線表層溫度迅速升高達(dá)到再結(jié)晶溫度,形成再結(jié)晶組織,同時(shí)由于連續(xù)退火冷卻速度很快并且拉拔過(guò)程中伴隨著強(qiáng)烈的剪切應(yīng)變,一定程度上阻礙了晶粒長(zhǎng)大,最終在導(dǎo)線表層形成均勻細(xì)小且排列緊密的退火組織。由于較快的冷卻速度使溫度由導(dǎo)線表層向中心部位的傳導(dǎo)效率降低,同時(shí)導(dǎo)線中心部位相較于表層區(qū)域所受剪切應(yīng)力較小,變形儲(chǔ)能相對(duì)較低,再結(jié)晶驅(qū)動(dòng)力較低,最終使導(dǎo)線中心部位難以發(fā)生較多的再結(jié)晶形核和晶粒長(zhǎng)大,此位置仍存在明顯的沿軸向分布的纖維組織。
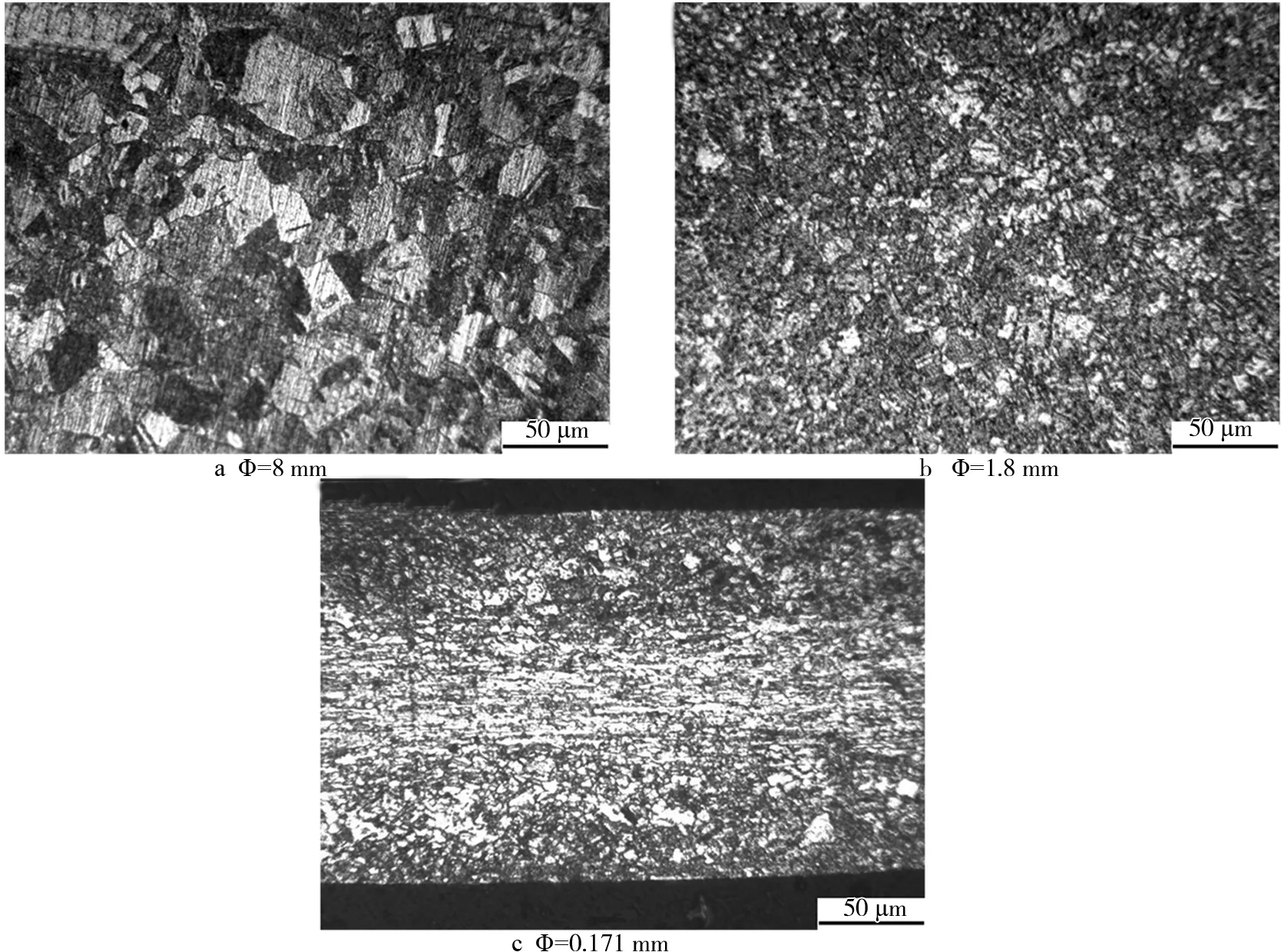
圖2 不同線徑銅導(dǎo)線縱向金相顯微組織圖
2.2 力學(xué)性能和電阻率
經(jīng)UTM5105型微機(jī)控制電子萬(wàn)能實(shí)驗(yàn)機(jī)和QJ36S直流低電阻測(cè)試儀可測(cè)得不同線徑純銅導(dǎo)線力學(xué)性能及電阻率,如圖3所示。由圖3可以看出,Φ8 mm純銅桿坯抗拉強(qiáng)度為226 MPa,斷后延伸率為45%,經(jīng)過(guò)一次拉拔得到Φ1.8 mm硬態(tài)銅導(dǎo)線,拉拔過(guò)程中不經(jīng)過(guò)任何熱處理。拉拔過(guò)程中導(dǎo)線在軸向拉應(yīng)力及徑向壓應(yīng)力的共同作用下,導(dǎo)線內(nèi)部晶粒發(fā)生旋轉(zhuǎn)滑移和破碎,晶界數(shù)量和晶界面積顯著增加,由于相鄰晶粒之間相互制約,使晶粒的旋轉(zhuǎn)和滑移受到阻礙。拉拔過(guò)程中晶界處和晶內(nèi)出現(xiàn)空隙和微觀裂紋,且各種晶格缺陷幾率增大。位錯(cuò)的增殖速度增加,位錯(cuò)在滑移和攀移過(guò)程中更容易發(fā)生聚集纏結(jié)導(dǎo)致位錯(cuò)在晶界和缺陷處發(fā)生堵塞。位錯(cuò)的運(yùn)動(dòng)阻力不斷增大,由于劇烈的變形使拉拔后的導(dǎo)線內(nèi)部產(chǎn)生較大殘余應(yīng)力,產(chǎn)生明顯的加工硬化作用。在加工硬化作用下,Φ1.8 mm硬態(tài)銅導(dǎo)線的抗拉強(qiáng)度增至380 MPa,增幅約68.1%,斷后延伸率降至35%。由圖3也可看出,Φ8 mm純銅桿經(jīng)過(guò)單道次拉拔得到Φ1.8 mm硬態(tài)銅導(dǎo)線后,電阻率由0.016 9 Ω·mm·m增至0.017 2 Ω·mm·m,電阻率有小幅上升。根據(jù)馬西森定則(Matthiessen's rule),純銅導(dǎo)線的總電阻率為
ρ
=ρ
+ρ
,式中,ρ
為在測(cè)試溫度為T
時(shí)的純銅線材電阻率;ρ
為在導(dǎo)線內(nèi)部各種雜質(zhì)及晶內(nèi)晶界缺陷影響下的純銅線材電阻率。在拉拔的變形過(guò)程中,純銅導(dǎo)線內(nèi)部晶粒在應(yīng)力作用下發(fā)生滑移破碎,造成了晶界數(shù)量增加,同時(shí)導(dǎo)線經(jīng)過(guò)拉拔發(fā)生劇烈變形,其內(nèi)部空位、位錯(cuò)和微觀裂紋等缺陷數(shù)量增加,在一定程度上阻礙了導(dǎo)線內(nèi)電子定向遷移運(yùn)動(dòng),使導(dǎo)體電阻率增加。拉拔過(guò)程中的晶格畸變也會(huì)造成電子散射幾率增大,使導(dǎo)體中電流傳輸效率降低,造成導(dǎo)體的電阻率增加。

圖3 不同線徑純銅導(dǎo)線力學(xué)性能和電阻率
3 結(jié)論
隨著變形量的增加,純銅導(dǎo)線沿軸向形成纖維組織。多道次拉拔過(guò)程中導(dǎo)體內(nèi)部晶粒不斷發(fā)生滑移和破碎,晶界變得模糊,最終形成沿軸向分布的纖維組織,同時(shí)采用連續(xù)退火的熱處理工藝,在拉拔過(guò)程中使導(dǎo)線表層組織發(fā)生明顯再結(jié)晶現(xiàn)象可以起到細(xì)化晶粒的作用。
隨著變形量的增加,純銅導(dǎo)線抗拉強(qiáng)度增加,延伸率減小。在拉拔過(guò)程中導(dǎo)體內(nèi)部位錯(cuò)密度增大,同時(shí)由于晶粒在應(yīng)力作用下發(fā)生破碎使晶界數(shù)量和純銅導(dǎo)線內(nèi)缺陷數(shù)量增加,位錯(cuò)運(yùn)動(dòng)受到限制,造成位錯(cuò)纏結(jié)堵塞產(chǎn)生明顯的加工硬化現(xiàn)象,使導(dǎo)線抗拉強(qiáng)度增加并且斷后延伸率降低。
隨著變形量的增加,純銅導(dǎo)線電阻率增加。經(jīng)過(guò)拉拔后,導(dǎo)線發(fā)生劇烈變形,內(nèi)部晶粒破碎使晶界數(shù)量增加,同時(shí),晶粒內(nèi)和晶界處空位、位錯(cuò)和裂紋等缺陷的增加阻礙了電子的定向遷移,晶格畸變使電子散射幾率增大,降低了導(dǎo)線的導(dǎo)電效率,最終造成導(dǎo)體電阻率增加。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
 安徽工程大學(xué)學(xué)報(bào)2021年5期
安徽工程大學(xué)學(xué)報(bào)2021年5期
- 安徽工程大學(xué)學(xué)報(bào)的其它文章
- 專利質(zhì)量與科技型企業(yè)專利質(zhì)押融資還貸風(fēng)險(xiǎn)
——基于中小板和創(chuàng)業(yè)板上市公司專利質(zhì)押融資數(shù)據(jù)的實(shí)證研究 - 火車輪對(duì)再制造用ER6車輪鋼粉末的制備及其性能表征
- 馬爾科夫鏈驅(qū)動(dòng)的帶停時(shí)的超前倒向隨機(jī)微分方程的適應(yīng)解
- 智能算法在電網(wǎng)負(fù)荷預(yù)測(cè)中的應(yīng)用研究
- 污水處理用改性纖維素的制備、表征及其絮凝、吸附與殺菌性能研究
- 基于TAM和TPB模型的時(shí)間銀行參與意愿影響因素實(shí)證研究