鋼絲拉拔氣動懸臂立式放線架的設計應用
2021-12-01 10:42:52陳宏偉李曉明
新疆鋼鐵 2021年2期
關鍵詞:作業
陳宏偉,李曉明,王 博,賈 越,杜 勝
(新疆八鋼金屬制品有限公司)
1 問題的提出
新疆八鋼金屬制品有限公司的主要產品為冷拔絲、鍍鋅絲等,現場共有40余條拉絲生產線進行高線深加工拉拔。鋼絲拉拔的主要生產工序為:上料穿線作業→拉拔作業→收線作業→下線作業→打包作業等6道工序。在上原料穿線時,所使用的放線模式為大提籃式放線,因此須使用固定立式放線架放線。立式放線架總高度為4660mm,在生產上料穿線作業的過程中,操作人員必須全程佩戴安全帶,攀爬扶梯至4m高的平臺上完成原料穿線作業,高處空間交叉作業頻繁,作業環境較為復雜,該工序平均耗時約為15.025min,嚴重影響生產效率。
生產上料穿線作業流程耗時較長、員工勞動強度較大,高處空間作業存在極大安全隱患,對現場生產效能及員工的本質化安全造成了一定的影響。因此,通過對現場情況研究分析,設計制作了氣動懸臂立式放線架,現場操作人員在地面完成原料穿線作業,既提高了穿線效率,同時避免了人員高空作業,操作人員可以安全作業。
2 氣動懸臂立式放線架的設計
在拉絲機前配備盤圓放線裝置。根據盤圓捆纏繞形成的過程,反向操作進行放線,即采用上抽的方式進行放線[1~2]。將盤圓捆放置在放線架下,鋼料在牽引力作用下通過立式放線架上各導輪進入機械除磷裝置后進行拉絲。原固定立式放線操作工必須登高作業,新設計的懸臂立式放線架放線架可在不改變盤圓放線方式的前提下實現地面作業,可以減少作業時長,提升生產效率。
2.1 整體結構設計
仍然采用立式放線結構,將原立式放線架立柱從距離地面3m處位置進行截取,分成上下兩段式,兩段中間用鉸鏈進行連接,立柱下半段固定在地面,上半段為曲形懸臂結構,并以鉸鏈為支點上下旋轉[3]。同時用氣缸連接上段懸臂與下段底座立柱形成固定結構,通過伸縮氣缸控制上段懸臂的升降,從而促使放線架具備升降功能。改進后的立式放線架如圖1、圖2所示。
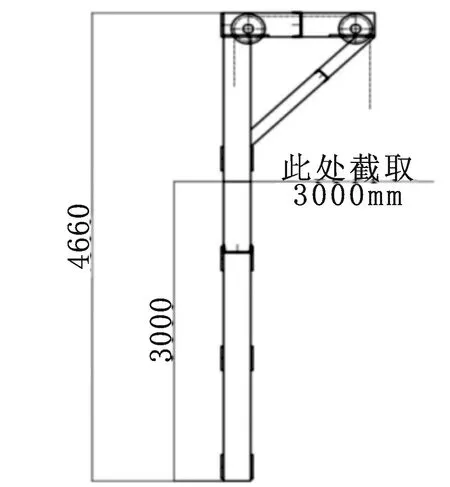
圖1 立式放線架
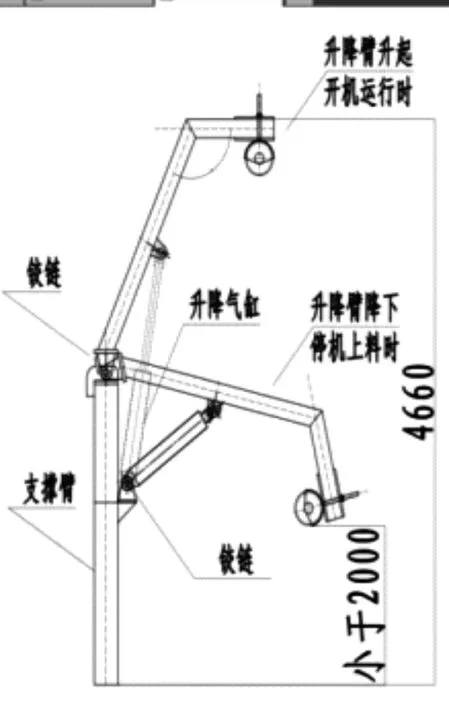
圖2 氣動懸臂立式放線架
2.2 懸臂設計
懸臂裝置的結構設計是影響懸臂機構升降作業的主要環節之一,在原料穿引線的操作過程中,上段曲臂需頻繁升降,原料在頂端導線輪走線的同時,懸臂頂端會受到一定的力沖擊,懸臂易發生變形斷裂現象。因此,對懸臂頂端處進行改進,形成700mm與地面平行的結構,形成曲臂結構的懸臂,改進后的曲臂結構簡單、輕巧、實用,也有效保障了曲臂的牢固性。改進后的曲形懸臂見圖3。
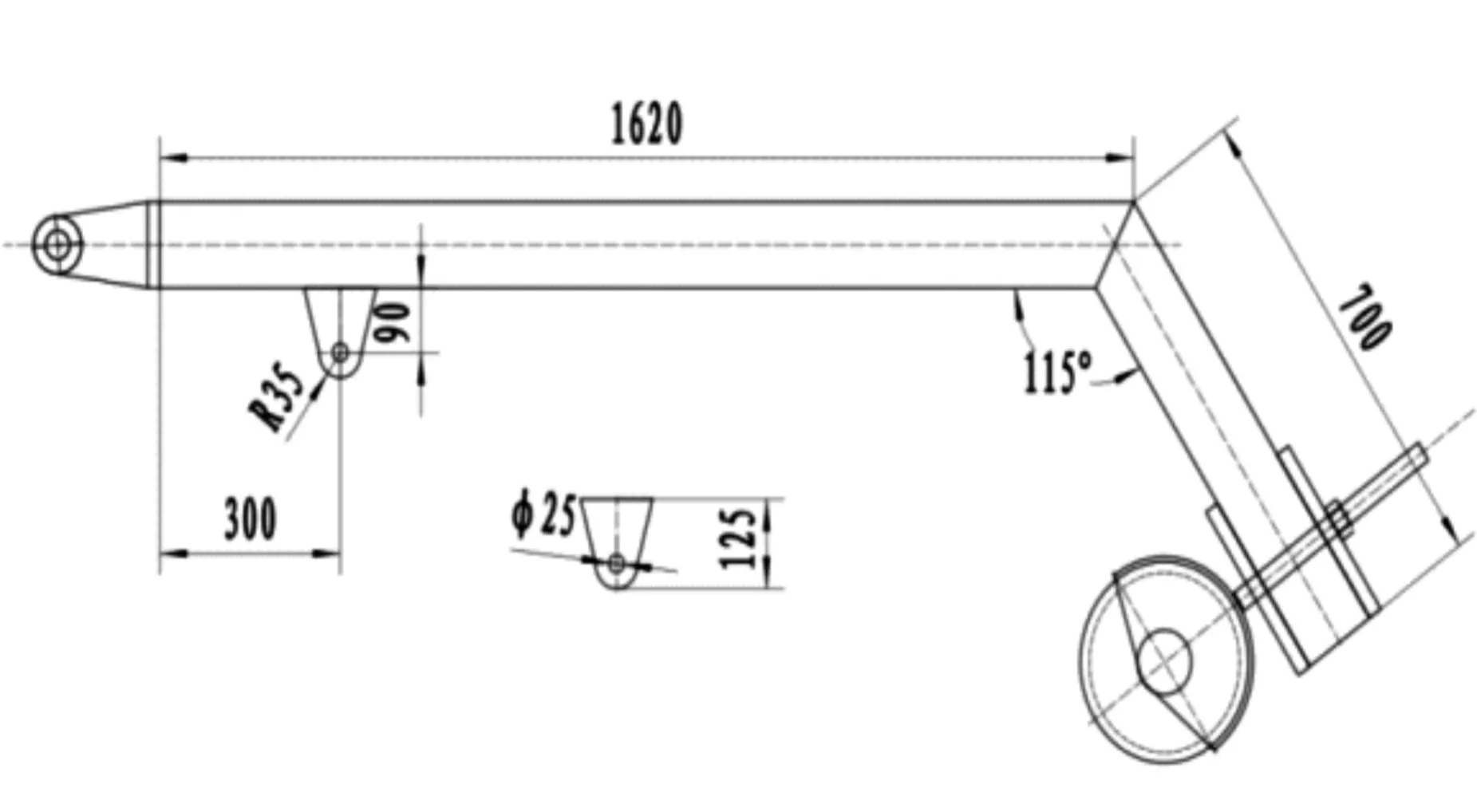
圖3 曲形懸臂
2.3 曲臂聚線裝置設計
對現場作業指導書、工程師機械手冊的要求進行了分析,在現場高架放線架上,分別制作了喇叭口、萬向導線輪兩種聚線裝置,并進行拉拔試驗。根據實際使用情況:使用喇叭口裝置從提籃抽線、分線、引線時,鋼絲的旋向力順喇叭口逐漸縮小,通過與滑道間的摩擦作用分解,導致喇叭口出現嚴重磨損,易發生打結、斷線等情況;使用萬向導線輪裝置上料時,頂部支撐桿具備彈簧及平面軸承,能夠使導線輪360度旋轉,從而將鋼絲的旋向力化解,使鋼絲順暢出入,可有效降低鋼絲打結、斷線情況的發生[4]。
2.4 舉升氣缸型號的選擇
舉升氣缸型號是影響放線架升降作業的重要環節,為了選取能夠達到預期效果的氣缸,進行了精密測算,并通過現場測試,確定使用SC125×600型氣缸(具體參數見表1)。

表1 SC125×600型氣缸相關參數
SC125×600型氣缸承壓力計算:
F=A×P=π×(D2/4)×P
式中:F—壓力,N;
A—受力面積,m2;
P—壓強 ,Pa
則F=3.14×(0.1252/4)×0.6×106
=7.359kN
SC125×600型號氣缸承壓力為7.359kN,大于放線架的最大拉力(6.5kN),該氣缸承壓力完全滿足放線架的升降作業要求。
2.5 氣缸鉸鏈設計
氣缸鉸鏈是懸臂支撐降受力的關鍵結構,為了選取能夠達到預期效果的氣缸鉸鏈材質,對45#、60#、65#材質進行反復對比驗證,認為45#鋼的抗沖擊能力可以滿足所需的工序條件,因此采用45#鋼作為連接立柱上下段的鉸鏈材質。氣缸鉸鏈如圖4所示。
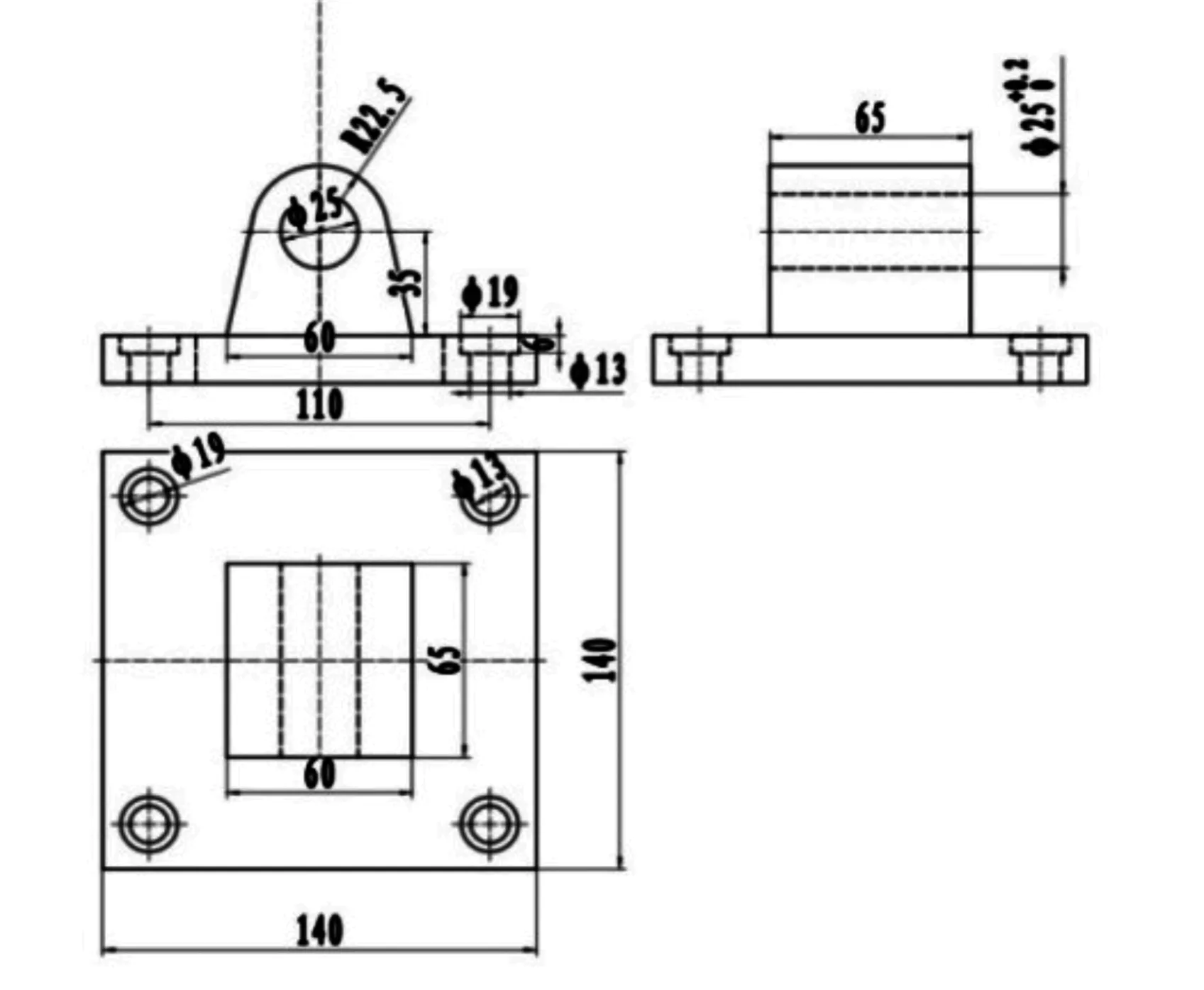
圖4 氣缸鉸鏈
2.6 氣動控制閥的選擇
氣動懸臂式放線架穿引線時,需先進行升降操作,如使用電磁閥操作控制,操作簡單,但受現場環境影響,故障較多,升降速度、氣量大小都需事先設定。使用手轉閥,比較直觀,簡單、輕巧、實用,既能滿足升降操控的硬性指標,也能滿足舉升機構的使用特性。
3 使用效果分析
3.1 氣動懸臂立式放線架使用情況分析
通過對氣動懸臂立式放線架使用情況分析,發現使用原有立柱,既堅固實用、截取方便,也節省制作耗時、降低加工成本。當3000mm處截取時,上段懸臂下降后,地面的操作空間適當,可保證安全距離,同時不影響提籃擺放位置,易于操作。
3.2 曲臂使用情況分析
通過對曲臂使用情況進行分析,發現帶有萬向導線輪的曲臂裝置較為輕便,符合SC125×600型氣缸的承壓能力,滿足經濟實用的特點。同時,原料走線流暢,不易發生斷線、亂線的情況,有效地提升了生產的連續性,保障了拉絲訂單及后續鍍鋅工序的基本供料。
3.3 整體效果分析
氣動懸臂立式放線架自投入使用以來,工作狀況良好,操作人員在地面操作,作業現場消除了一項登高作業的三級危險源,改善了現場安全環境;同時,提高了作業效率,通過連續數月對原料的上料穿引線工序耗時追蹤,發現使用氣動懸臂立式放線架穿引線的平均用時減少,平均用時3.6min,比固定式立式放線架穿引線的的作業效率提高了4.17倍。
4 結語
通過氣動懸臂立式放線架設計應用,有效改善了操作人員的作業環境,實現了消除三級危險源,達成本質化安全作業過程。員工地面操作穿引線,減少了系安全帶、登高等流程,使穿引線工序的操作規程減少,平均用時3.6min,較原有模式效率提高了4.17倍。同時鋼絲生產過程中的斷線、亂線頻率降低,生產的連續性提高,生產節奏效率加強,更符合現場的拉拔加工。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
