不同厚度GaAs通孔技術研究
2021-12-02 11:09:44閆未霞郭盼盼莫中友
電子與封裝 2021年11期
閆未霞,彭 挺,郭盼盼,強 歡,莫中友,孔 欣
(中國電子科技集團公司第二十九研究所,成都610036)
1 引言
GaAs作為第二代半導體的主要材料,其器件主要應用在射頻領域。隨著5G時代的到來和智能化的發(fā)展,無論是軍工領域還是民用領域,對微波單片集成 電 路(Monolithic Microwave Integrated Circuit,MMIC)的需求越來越大。軍用領域電子裝備的高技術需求推動著微波半導體技術的不斷進步,軍用系統(tǒng)的需求要求器件在性能上具備更高的頻率、更低的噪聲系數(shù)、更大的輸出功率、更高的功率附加效率和更寬頻帶的動態(tài)范圍[1]。在當前國產(chǎn)化需求的背景下,GaAs作為軍用領域主要的應用器件之一,越來越受到各界的重視。同時隨著半導體技術的發(fā)展,微波器件朝著集成小型化方向發(fā)展,因此對GaAs工藝的要求也越來越高。隨著市場的多樣化和應用的多元化,單一的GaAs厚度已經(jīng)無法滿足市場需求。
在GaAs器件的加工工藝中,背孔工藝是GaAs的關鍵工藝[2],由于干法刻蝕優(yōu)異的方向性,一般都選擇干法刻蝕[3-4]研究背孔工藝。對于化合物半導體工藝而言,線條的變小是光刻的難點,而厚度的增加則是背孔工藝的難點,是不同厚度的GaAs加工工藝的瓶頸。如果能夠克服不同厚度的GaAs背孔工藝的難點,則不同厚度的GaAs加工工藝將不再是瓶頸。本文重點研究了不同GaAs厚度的通孔工藝。
2 實驗步驟
本文采用厚度為650 μm的152 mm GaAs晶圓,生產(chǎn)線是成都海威華芯公司的代工線,采用該公司成熟的集成無源器件(Integrated Passive Device,IPD)工藝。首先是正面工藝的加工,包括兩層金屬的蒸鍍、電阻的濺射以及薄膜的沉積。在做完正面工藝之后進行晶圓的減薄和鍵合,得到所需要的指定晶圓厚度。根據(jù)工藝研究需要的不同厚度,減薄后的厚度分別為100 μm、150 μm、200 μm和250 μm。刻蝕工藝采用電感耦合等離子體(ICP)機臺;實驗結果分析主要采用Hitachi生產(chǎn)的SU8230型掃描電子顯微鏡(SEM)。
3 實驗結果和討論
背面通孔是GaAs MMIC制作的關鍵工藝之一。在常規(guī)的GaAs背孔工藝中,GaAs通孔的深度是100 μm。目前針對厚度為100 μm的GaAs通孔技術已經(jīng)很成熟,不存在有些報道中的GaAs工藝過程中出現(xiàn)底部“長草”的現(xiàn)象[5]。在本研究中,100 μm厚度的GaAs刻蝕采用成熟的工藝條件,包括光刻條件和刻蝕條件,其中光刻采用的光刻膠是PR1,刻蝕采用的氣體是氯氣(Cl2)和三氯化硼(BCl3)。該工藝條件由于其良率比較高,穩(wěn)定性好,已經(jīng)成功用于GaAs 100 μm的代工生產(chǎn)。該工藝條件的刻蝕結果如圖1、2所示,其中圖1是厚度為100 μm的GaAs采用ICP刻蝕之后的形貌,從圖上可以看出,孔的底部沒有“長草”的現(xiàn)象,同時側壁比較光滑。在距離頂部30 μm處的開口變大,成為“喇叭口”,這種結構有利于后續(xù)的電鍍工藝。圖2是進行電鍍后孔的形貌,在圖中可以看出喇叭口位置雖有些粗糙,但不影響電鍍工藝。在100 μm的GaAs刻蝕工藝中,采用的氣體是Cl2和BCl3,其中Cl2是刻蝕常用的氣體[6-7]。Cl2在電感耦合高能高頻電磁場中被電離成多種離子,有Cl、Cl2+、Cl-等;其中Cl-可以有效地發(fā)生刻蝕反應,其與GaAs反應生成GaCl3和AsCl3,GaCl3的熔點是201℃,AsCl3熔點是130℃[8]。而正離子Cl2+主要起轟擊作用。BCl3在刻蝕過程中的作用主要是保護側壁,防止側刻[9]。
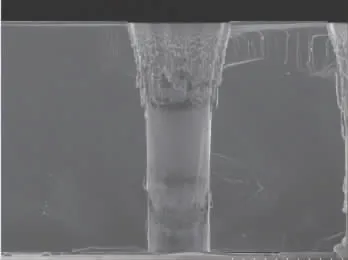
圖1 背面通孔頂部側向蝕刻的俯視圖

圖2 頂部側向蝕刻對應的截面圖
在研究GaAs深通孔背孔技術中,在100 μm厚度的刻蝕工藝基礎之上,首先研究了厚度為150 μm的GaAs深孔刻蝕。采用的主要刻蝕氣體是Cl2和BCl3的混合氣體。在此基礎之上,研究了兩種光刻膠下的刻蝕形貌,分別為PR1和PR2。不同光刻膠的刻蝕結果如圖3所示,圖3(a)采用100 μm厚度的光刻膠PR1,刻蝕的形貌比較粗糙,側刻比較嚴重;圖3(b)采用的光刻膠為PR2,在刻蝕工藝相同的條件下,PR2光刻膠的刻蝕形貌比較垂直,同時側壁不存在側刻現(xiàn)象。其原因是PR1是屬于非抗刻蝕的光刻膠,PR2是抗刻蝕的光刻膠,在相同刻蝕條件下,PR2的刻蝕速率相對低,因此GaAs與PR2的選擇比高。刻蝕的形貌不僅受刻蝕影響,同時光刻膠的形貌和厚度同樣影響刻蝕的形貌,由于PR2有選擇比高特性,因此光刻膠的厚度與100 μm時的PR1的厚度相當,采用100 μm厚度的刻蝕條件的刻蝕結果如圖3(a)所示,沒有側刻。同時通過對比圖3(a)和圖2,可以發(fā)現(xiàn)采用PR2的刻蝕形貌頂部沒有喇叭口,更有利于后續(xù)工藝的加工。
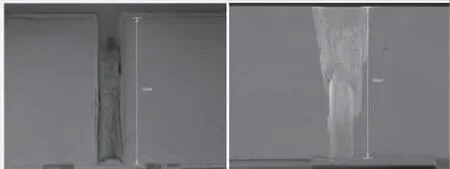
圖3 不同光刻膠的刻蝕結果
其次是研究厚度為200 μm的GaAs深孔刻蝕,采用的光刻膠為PR2,同樣采用150 μm的刻蝕條件進行200 μm深度的刻蝕,其刻蝕結果如圖4所示,在圖中可以看出刻蝕后的形貌不規(guī)則,并且深度無法滿足要求。
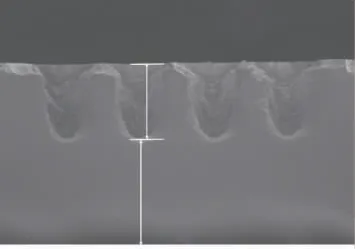
圖4 200 μm的GaAs厚度采用150μm刻蝕條件的刻蝕結果
為了實現(xiàn)200 μm GaAs的深度刻蝕,光刻膠依然采用PR1,在保持刻蝕氣體不變的情況下,對刻蝕的其他條件進行了分析。首先分析了不同壓強下的刻蝕情況,刻蝕形貌如圖5所示,其偏置功率都是350 W。從結果中得知,在保持其他條件不變的情況下,隨著壓強的增加,側壁的刻蝕越來越嚴重,特別是壓強增加到2.93 Pa,側壁的保護被破壞,反應氣體主要用來側刻,直接導致側刻加劇,無法繼續(xù)進一步地縱向刻蝕。其產(chǎn)生的原因可能是隨著壓強的增加,分子密度增高,分子之間的碰撞幾率增加,造成側壁刻蝕嚴重[9]。
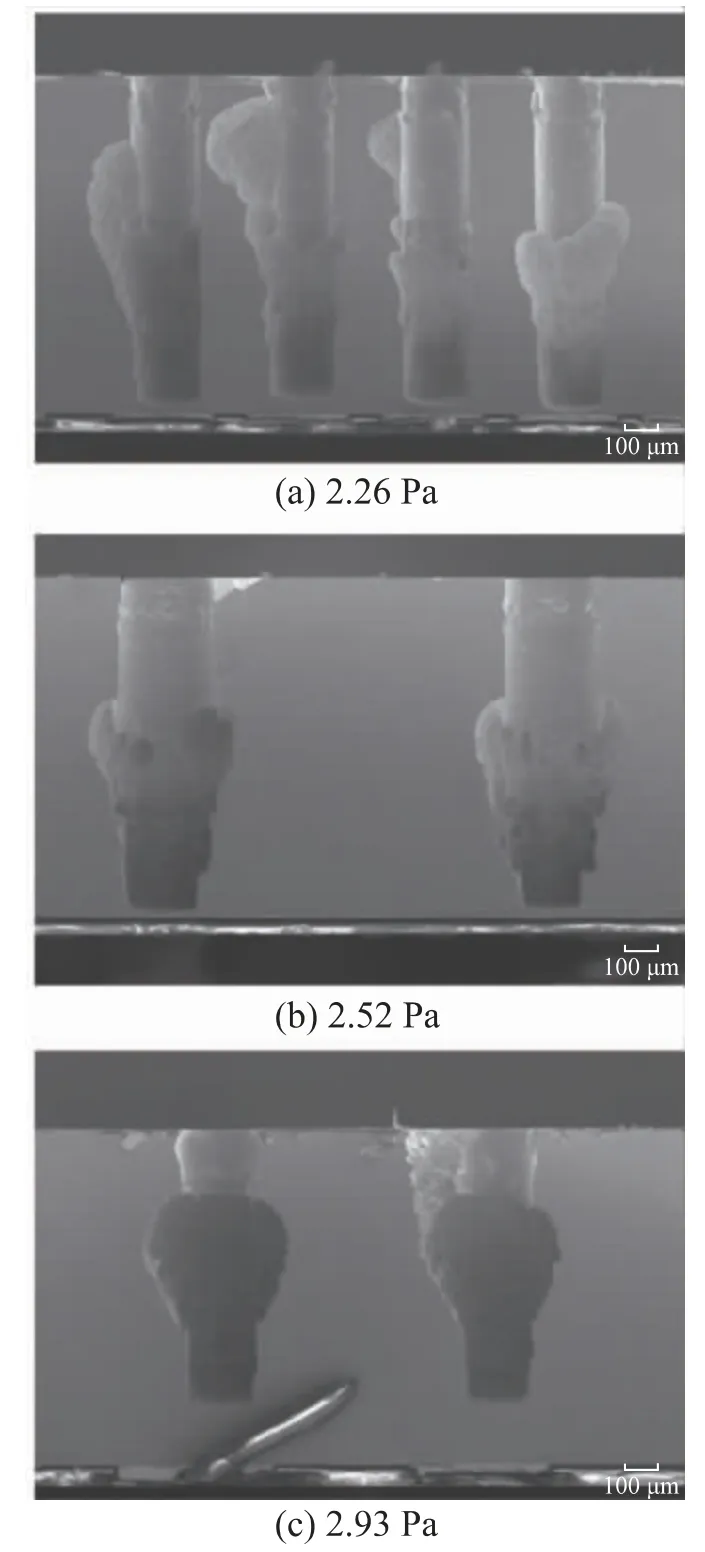
圖5 不同壓強下的刻蝕形貌
為了增加等離子體的方向性,減少側刻,在降低壓強的同時分析了不同偏置功率的刻蝕情況,壓強都是1.5 Pa,刻蝕結果如圖6所示。當偏置功率較低時,由于等離子體的方向性差,造成背孔的側刻較嚴重,刻蝕結果如圖6(a)所示;隨著偏置功率的增加,等離子體的方向性增強,動能增加,伴隨著刻蝕深度的加深,底部的反應刻蝕氣態(tài)量增加,因此雖然有側刻存在,但是依然能刻蝕到底部,刻蝕結果見圖6(b)、(c)。但是從圖中可以看出,隨著偏置功率的增加,深孔的側壁刻蝕依然存在,不能完全消除。這可能是因為底部反應氣體和反應產(chǎn)物達到平衡,隨著刻蝕深度的加深,特別是刻蝕將近底部時,生成物和反應物之間的碰撞幾率增加,容易造成側壁的刻蝕。

圖6 不同偏置功率的刻蝕結果
為了解決這個問題,本文采用二段刻蝕的方法,第一段刻蝕采用偏置功率低和射頻功率高的刻蝕條件,刻蝕深度在150 μm左右,第二段采用高偏置功率和低射頻功率的方式進行刻蝕,第二段刻蝕主要是為了防止側刻。射頻功率低,等離子體的密度低,離子之間碰撞的幾率降低,同時高偏置功率可以提高等離子體的方向性、增加等離子體的動能,從而減少側刻的發(fā)生,增加底部反應的等離子體濃度,圖7是采用二段刻蝕方式的結果。

圖7 二段刻蝕的結果
對于分段刻蝕的兩段深度的選擇有兩個考慮因素:第一個因素是保證第一段刻蝕沒有側刻,這是進行第二段刻蝕的基礎;第二個因素是工藝效率,尤其對于代工生產(chǎn)而言工藝效率是重要的考慮因素,在保證工藝窗口足夠大的情況下效率最高。在本研究選擇的二段刻蝕中,第一段采用深度為150 μm的原因是在該深度下不發(fā)生側面刻蝕的窗口比較大,滿足工藝的穩(wěn)定性要求。
最后研究了GaAs厚度為250 μm的刻蝕方法,通過對200 μm刻蝕的研究,對GaAs的深孔刻蝕積累了一定的經(jīng)驗。根據(jù)200 μm的刻蝕經(jīng)驗,250 μm的深度刻蝕采用了三段刻蝕方法,三段刻蝕的結果如圖8所示。采用三段刻蝕的目的是為了保證刻蝕中沒有側刻,從而實現(xiàn)背孔的深度刻蝕工藝。所以三段刻蝕最重要的考慮因素是沒有側刻。從前面的經(jīng)驗中可以得知隨著刻蝕深度的加深,越容易出現(xiàn)側刻。第一段深度的選擇是根據(jù)前面的經(jīng)驗,深度在150 μm時不發(fā)生側刻的工藝窗口比較大,所以在三段刻蝕中第一段厚度的選擇依然是150 μm;而第二段的厚度是根據(jù)刻蝕200 μm深度時摸索的工藝窗口,選擇的深度在220 μm左右;最后一段刻蝕的關鍵要求是減少底部氣體的碰撞和加強底部氣體的交換,因此最后一段的刻蝕速率比較低,第三段的厚度選擇在30 μm左右。
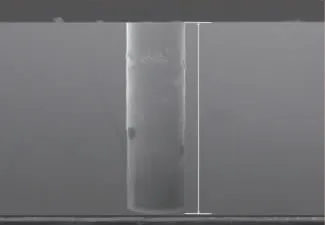
圖8 三段刻蝕的結果
4 結論
本文研究了不同深度的GaAs刻蝕,重點研究了厚度大于150 μm的GaAs深孔刻蝕。GaAs厚度在100 μm時,用已有的工藝條件實現(xiàn)背孔刻蝕沒有側刻,同時刻蝕良率比較高,該工藝條件已經(jīng)用于GaAs的產(chǎn)品生產(chǎn);GaAs厚度在150 μm時,研究該厚度的深孔刻蝕,采用耐刻蝕的光刻膠,從而實現(xiàn)減薄光刻膠的目的。其最終光刻膠的厚度與100 μm通孔刻蝕的光刻膠厚度相當,因此采用相同的刻蝕工藝條件,從而實現(xiàn)150 μm的深孔刻蝕沒有側刻的目的;然后研究了厚度為200 μm的刻蝕,研究發(fā)現(xiàn)當GaAs的厚度在200 μm時,其已有的刻蝕工藝條件不能滿足刻蝕工藝需求,因此重點研究了不同壓強和不同偏置功率下的刻蝕,通過對上述兩種條件的研究,找到了滿足厚度為200 μm的GaAs深孔刻蝕方法,即二段刻蝕法;利用相同的原理,實現(xiàn)了厚度為250 μm的GaAs深孔刻蝕的開發(fā),即三段刻蝕方法。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年10期)2015-07-18 11:05:40