Mg/Al復合板波紋軋模擬及變形區(qū)微觀組織演變分析
2021-12-02 06:52:22申宏卓劉元銘劉延嘯劉燕萍
中國機械工程 2021年22期
申宏卓 劉元銘,2,3 劉延嘯 王 濤,2,3 劉燕萍,2,3
1.太原理工大學機械與運載工程學院,太原,030024 2.先進金屬復合材料成形技術與裝備教育部工程研究中心,太原,030024 3.太原理工大學中澳聯(lián)合研究中心,太原,030024
0 引言
金屬復合板不僅能夠有效綜合組元材料的性能和功能等方面的優(yōu)勢,并且可以減少稀有金屬的使用,達到降低材料成本的目的[1-2]。鎂合金具有質(zhì)量小、比強度高的特點[3],但較差的耐腐蝕與塑性成形性能大大限制了其在各領域的應用。鋁合金具有出色的耐腐蝕與塑性成形性能[4]。通過相關工藝制備的Mg/Al復合板兼具鎂合金與鋁合金的優(yōu)異性能,可應用到航天、航海和國防等領域[5-7]。Mg/Al復合板生產(chǎn)的工藝主要有爆炸焊接法、擠壓法、軋制復合法等[8-10],其中,軋制復合法具有生產(chǎn)效率高、工藝簡單及容易實現(xiàn)批量生產(chǎn)等優(yōu)勢[11-12],成為復合板的主要生產(chǎn)方式之一。但傳統(tǒng)平輥軋制工藝生產(chǎn)的復合板仍存在結(jié)合強度低、殘余應力大、板形翹曲嚴重、成材率低等問題[13]。
波紋輥軋制(下稱“波紋軋”)是近年來提出的一種新型軋制技術,該工藝的首道次使用“波紋輥+平輥”進行軋制,其中,波紋輥接觸難變形金屬;隨后平整道次的上下輥均為平輥,再將復合板波紋狀表面軋平,該工藝可實現(xiàn)復合板的批量生產(chǎn)。近年來相關學者對波紋軋復合板展開了研究,WANG等[14]通過一道次波紋軋+二道次平軋工藝(下稱“CFR工藝”)制備了Cu/Al復合板,結(jié)果表明,通過CFR工藝制備的波紋連接界面的復合板具有優(yōu)異的剪切和拉伸性能;他們通過CFR工藝制備Mg/Al復合板實現(xiàn)了良好的復合,并且組織細化、具有較高的力學性能和良好的板形,抗拉強度達278.3 MPa[15]。以上研究結(jié)果表明,波紋軋可以有效細化復合界面處的晶粒并提高復合板結(jié)合強度,優(yōu)化復合板的力學性能[13]。但復合板波紋軋過程中的變形行為尚不清晰,受力情況與微觀組織演變尚未建立聯(lián)系,并且僅靠單純的實驗研究無法獲取軋制過程中復合板的應力場、應變場和溫度場的分布[16-17]。
本文利用CFR工藝將3 mm厚的AZ31B鎂板與3 mm厚的5052鋁板制備復合板,一道次波紋軋復合界面未出現(xiàn)明顯波紋,但經(jīng)過二道次平整后復合界面呈現(xiàn)明顯的波紋狀。具有波紋狀連接界面的復合板與傳統(tǒng)平輥軋制的復合板相比增加了復合界面的面積,在提高結(jié)合強度的同時也獲得了優(yōu)異的拉伸與剪切性能[14]。由于CFR工藝中一道次復合板的變形情況對最終二道次復合強度具有重要的影響,所以本文建立Mg/Al復合板一道次波紋軋熱-力耦合有限元模型,并進行了軋卡實驗,將軋制變形區(qū)內(nèi)應力、應變、溫度場的分布與微觀組織演變規(guī)律建立聯(lián)系,分析波紋輥形對復合軋制過程中金屬變形及復合的影響。
1 實驗過程與有限元模型的建立
1.1 軋卡試樣的制備
圖1為CFR工藝制備復合板示意圖,圖中,ND表示軋制方向,RD表示軋制面法向。實驗采用表1所示的AZ31B鎂合金和5052鋁合金為原料,板材尺寸均為100 mm×30 mm×3 mm。進行軋卡實驗前使用打磨機將待復合表面進行打磨,去除其表面氧化膜,再使用丙酮或酒精將待復合表面充分清洗去除油污以及金屬碎屑,最后通過鋁絲捆綁板材進行制坯。
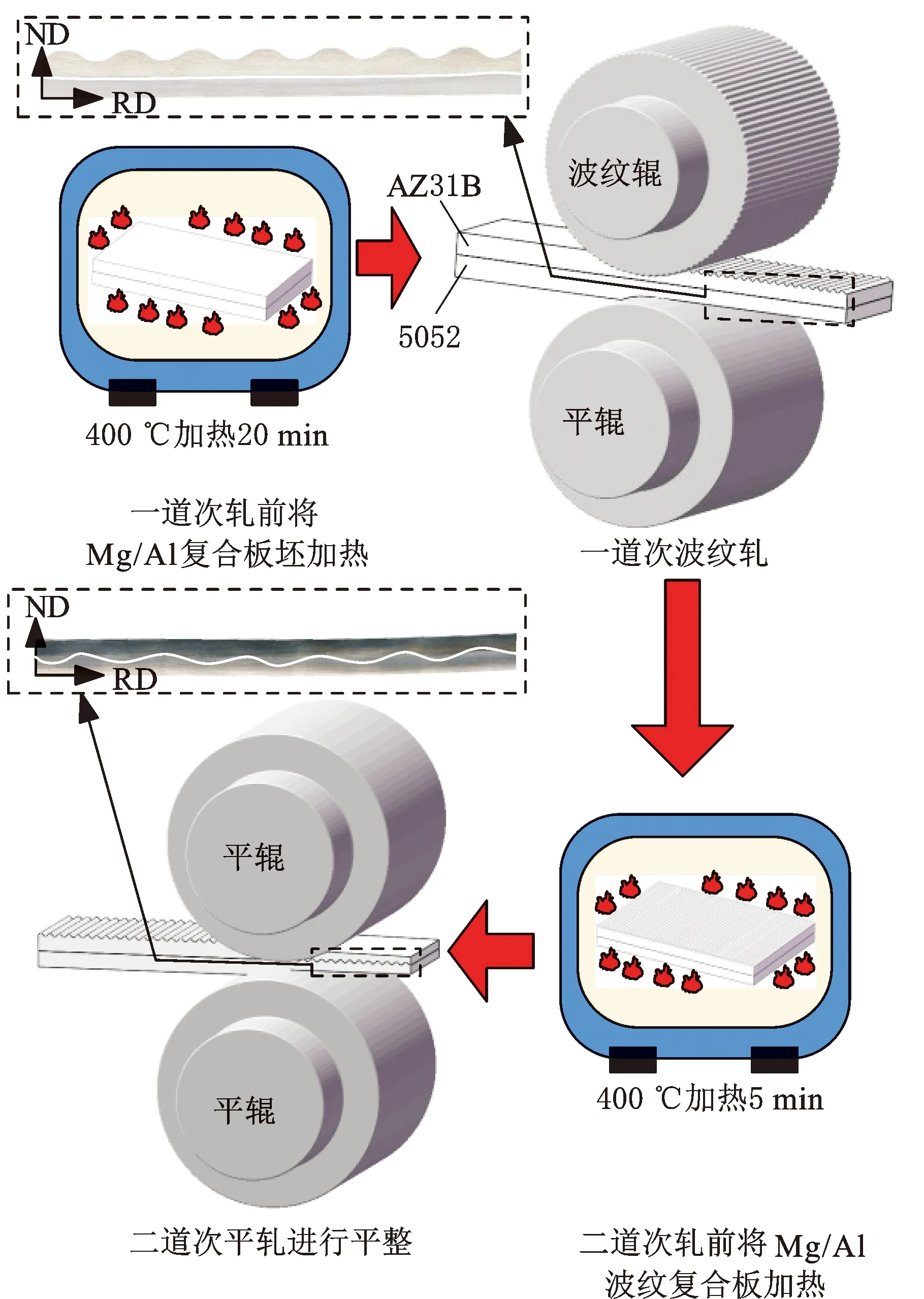
圖1 CFR工藝制備復合板示意圖Fig.1 Schematic of composite plate prepared by CFR technology

表1 AZ31B與5052的化學成分(質(zhì)量分數(shù))實測值Tab.1 Chemical composition of AZ31B and 5052 (mass fraction) %
將組好的復合板坯放置在400 ℃的真空加熱爐中加熱20 min。圖2所示為加熱后的AZ31B金相顯微組織,經(jīng)過加熱的組織主要為等軸狀晶粒以及少量孿晶,且晶粒大小不均勻,平均晶粒尺寸約13.57 μm。將加熱好的復合板坯送入輥縫,難變形的鎂合金對應波紋輥,延展性較好的鋁合金對應平輥。設定軋輥轉(zhuǎn)速為1.3 rad/s,平均壓下率(復合板波腰處減小的厚度/復合板坯初始厚度)為35%,當復合板坯的一半長度通過輥縫時關閉軋機電源,獲取圖3a所示的軋卡試樣,圖中TD表示軋件的橫向。軋卡試樣沿軋制方向可分為圖3b所示三個部分:未變形區(qū)、軋制變形區(qū)和已變形區(qū)。
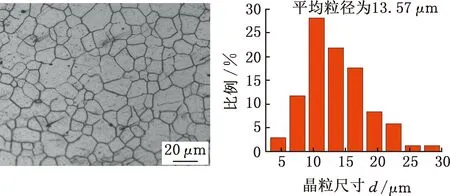
(a)加熱后組織 (b)晶粒尺寸統(tǒng)計圖2 AZ31B金相組織Fig.2 Microstructure of AZ31B
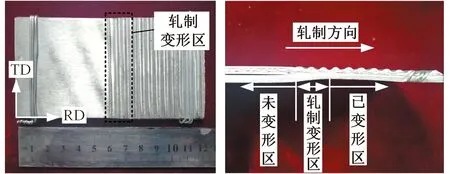
(a)俯視圖 (b)側(cè)視圖圖3 軋卡試樣Fig.3 Rolling block sample
首先對軋卡實驗樣品的軋制變形區(qū)部分進行切割取樣,將切好的試樣鑲嵌后依次使用1000號、1500號、2500號、4000號砂紙進行手工研磨,再使用氧化鋁拋光液進行機械拋光。拋光完成后用腐蝕液對試樣進行腐蝕,最后用三維形貌儀和光學顯微鏡觀察其微觀組織形貌。
1.2 熱-力耦合有限元模型的建立與驗證
利用有限元軟件模擬波紋軋過程,通過對比圖3a所示已變形區(qū)軋件寬度和未變形區(qū)寬度可以發(fā)現(xiàn),平均壓下率為35%時的復合板寬厚比大、軋后寬展小,故采用二維模型進行分析。
模型中板材的厚度與實際軋制實驗一致,將AZ31B鎂合金與5052鋁合金設置為彈塑性體,由于熱軋過程中AZ31B鎂合金與5052鋁合金變形抗力較小,故將軋輥視為可傳熱剛體。本課題組在前期研究中已通過熱壓縮實驗得到了不同應變速率和溫度下的AZ31B鎂合金流變應力曲線[18]。5052鋁合金的材料模型采用文獻[19]中通過熱壓縮實驗得到的結(jié)果,將兩種材料的材料模型導入有限元軟件中設定實驗材料屬性。
分析步類型采用溫度-位移耦合顯式算法,各接觸面間采用面與面接觸,摩擦類型為罰接觸。軋輥轉(zhuǎn)速設置為實驗所用的1.3 rad/s,軋輥初始溫度和復合板坯初始溫度分別設置為25 ℃與400 ℃。由于軋輥與板材接觸表面溫度變化比較劇烈[20],為了提高模擬精度并保證計算效率,對軋輥外徑網(wǎng)格進行了局部細化,復合板坯網(wǎng)格大小經(jīng)過多次模擬設定為0.2 mm×0.2 mm,有限元模型網(wǎng)格劃分如圖4所示。其中,網(wǎng)格類型選用CPE4RT單元,該單元應用到熱-力耦合模擬中可以保證有限元計算的精度及效率。
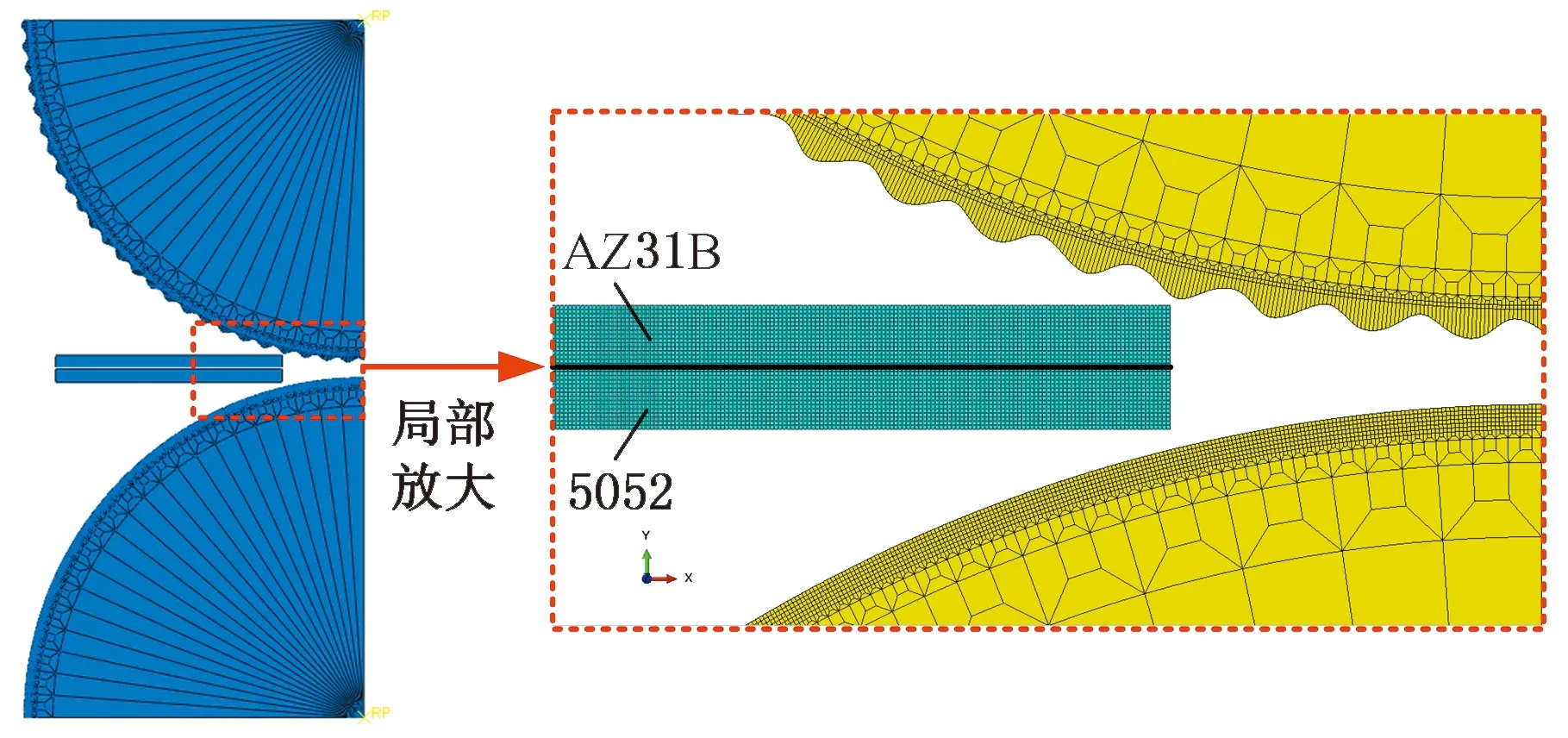
圖4 波紋軋有限元模型示意圖Fig.4 Schematic of finite element model for corrugated rolling
利用有限元模擬復合板板厚與軋制實驗對比來驗證有限元模擬的可靠性。圖5a為有限元模擬復合板應力場分布云圖,波紋復合板沿軋制方向各個位置依次定義為波峰、后波腰、波谷和前波腰。圖5b是通過三維形貌儀拍攝的實驗軋后復合板形貌圖,圖5c為有限元模擬復合板局部放大圖,通過對比圖5b與圖5c厚度得到有限元模擬與實驗板厚對比圖(圖5d)。結(jié)果表明,模擬值和實測值基本吻合,最大偏差小于4.9%。
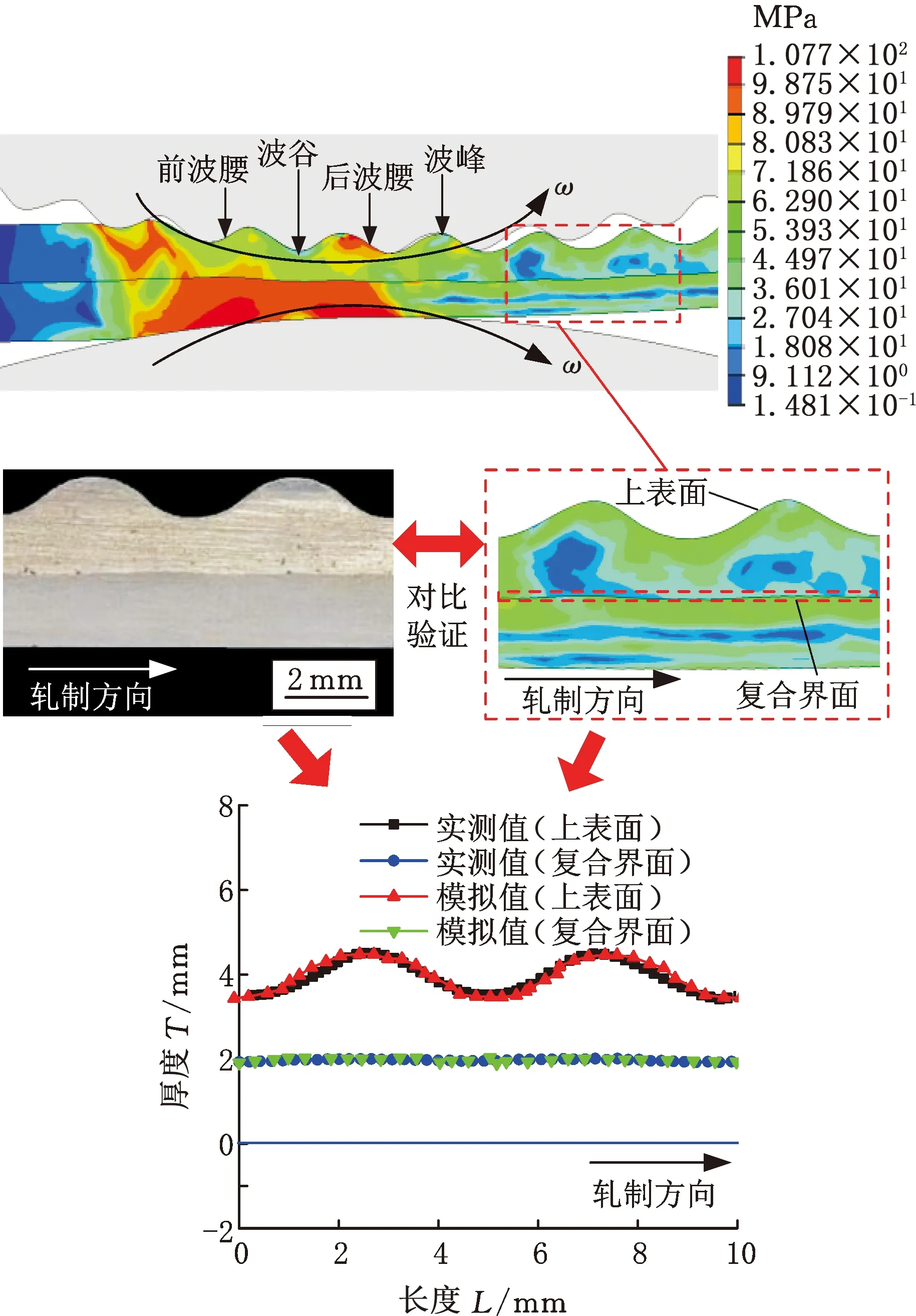
(a)應力場分布 (b)軋后板厚 (c)有限元模擬 (d)板厚對比圖5 有限元模型驗證Fig.5 Finite element model validation
圖6為有限元與實驗軋制力結(jié)果對比圖,由于復合板坯頭部進行了鉚接,鉚釘?shù)挠捕扰c剛度高于AZ31B鎂合金和5052鋁合金,所以實驗采集得到的軋制力首先快速增大并出現(xiàn)波動,然后進入穩(wěn)定軋制階段后軋制力變化趨勢平緩,通過對比穩(wěn)定軋制階段內(nèi)各個時刻采集的軋制力與有限元模擬軋制力可得,實驗采集軋制力在22.84~23.31 kN范圍內(nèi)波動,有限元軋制力波動范圍為23.02~24.21 kN,最大誤差小于6.0%。這說明本文建立的有限元模型可以較準確地分析Mg/Al復合板波紋軋的變形過程。
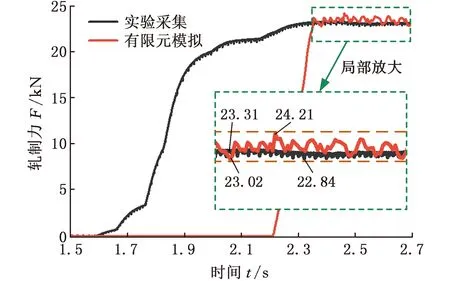
圖6 有限元與實驗軋制力結(jié)果對比Fig.6 Comparison of finite element and experimental rolling force results
2 結(jié)果與討論
2.1 軋卡試樣復合界面分析
圖7為波紋軋Mg/Al復合板變形區(qū)界面形貌和微觀組織典型位置示意圖,a、c、e位置為復合界面波谷,b、d、f位置為復合界面波峰。為了分析復合板軋制過程中的結(jié)合特性,通過三維形貌儀在高倍率下獲取了軋卡試樣復合界面處a~f六個位置的微觀形貌,圖8所示為軋制變形區(qū)復合界面不同位置處的形貌及壓下率,圖8a~圖8f分別對應圖7中a~f位置。由于波紋輥輥形曲線的特點,波紋輥波峰位置始終對應復合板波谷,波紋輥的波谷位置始終對應復合板波峰,故本文重點描述a-c-e位置、b-d-f位置的變形趨勢。a、b位置為復合板坯剛咬入輥縫的位置,該位置復合板界面處存在明顯的縫隙,說明鎂層與鋁層在此階段未結(jié)合。隨著壓下率進一步增大,c、d位置相對于a、b位置縫隙寬度明顯減小,最終在靠近軋制變形區(qū)出口處的e、f位置界面緊密結(jié)合,沒有裂紋和其他缺陷。
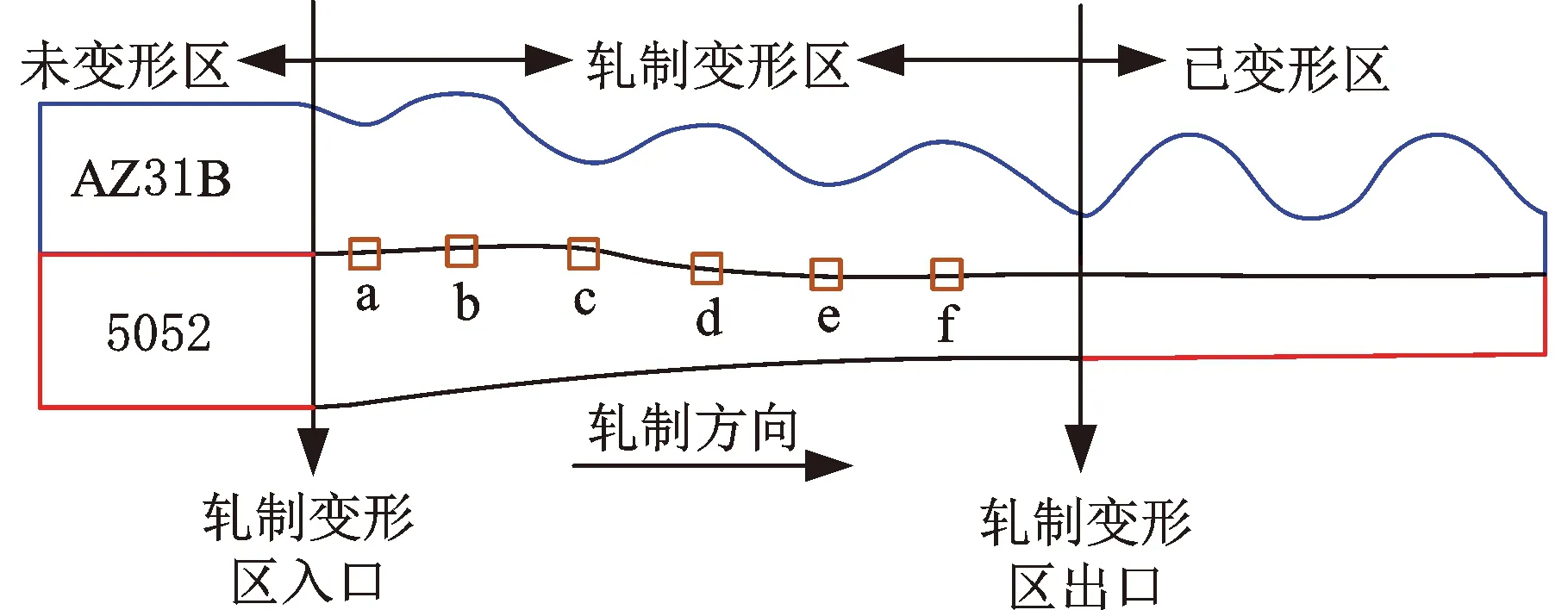
圖7 軋制變形區(qū)界面典型位置示意圖Fig.7 Schematic of typical interface position in rolling deformation zone
(a)εa=6.1% (b)εb=1.3%
(a)e位置
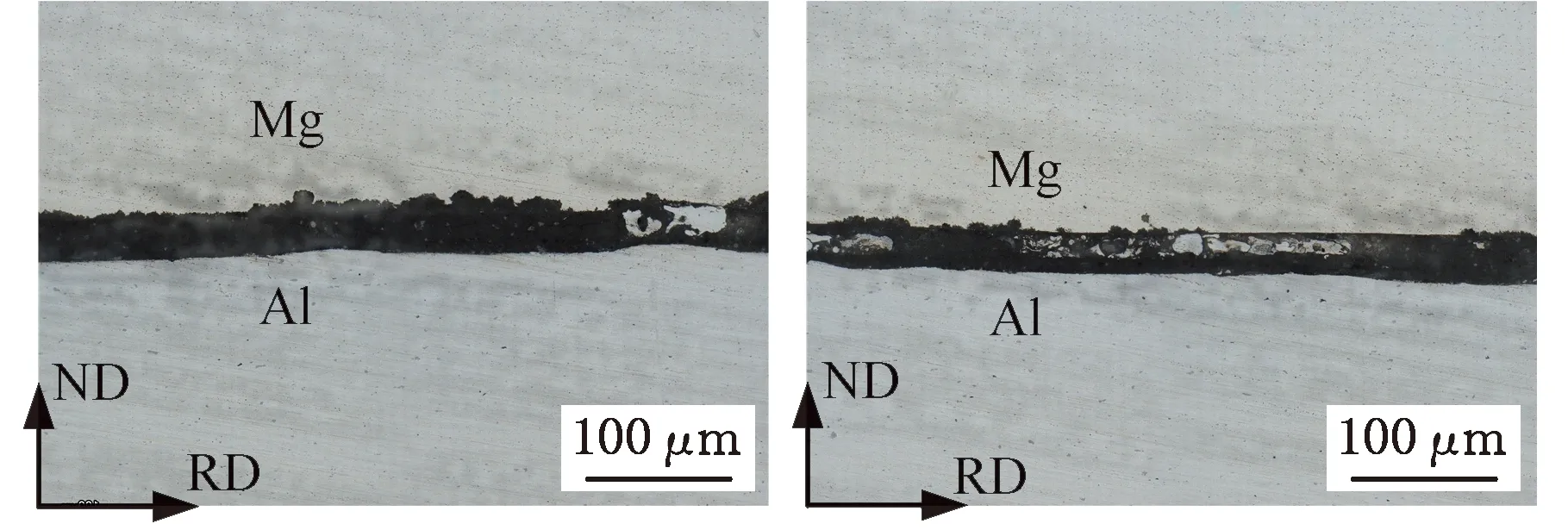
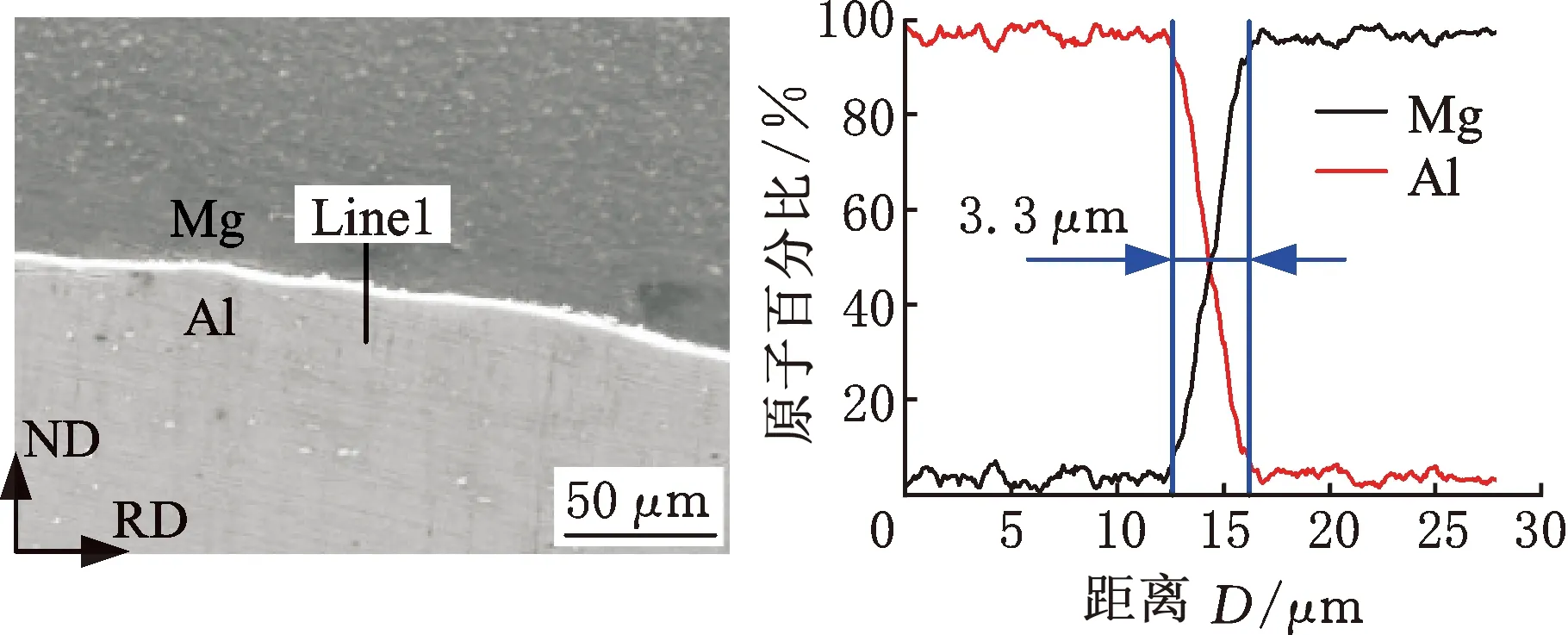
圖9a與圖9b所示為Mg/Al復合板軋制變形區(qū)復合界面處e、f位置SEM和相應的EDS線掃結(jié)果,可知在靠近軋制變形區(qū)出口處的e、f位置界面緊密結(jié)合,沒有發(fā)現(xiàn)孔洞和裂紋。根據(jù)EDS線掃結(jié)果,e、f位置經(jīng)過波紋軋后均產(chǎn)生了擴散層,e位置擴散層厚度為3.3 μm,f位置擴散層厚度為2.7 μm,這是由于e位置壓下率比f位置壓下率大。復合板復合界面兩側(cè)鎂和鋁元素的連續(xù)變化表明在界面處鎂層和鋁層發(fā)生了元素擴散實現(xiàn)了復合[21],但在復合界面位置觀察到鎂元素與鋁元素含量急劇下降,這說明e、f兩個位置沒有形成金屬間化合物[22]。
2.2 有限元分析結(jié)果
2.2.1復合界面處壓應力分析
復合界面處的壓應力是影響復合板實現(xiàn)復合的重要因素。圖10a為復合板壓應力場分布云圖,波谷位置主要受壓,而波峰處部分金屬由于受到波紋輥前后波腰的擠壓而逐漸充滿輥縫,受到拉應力,沿軋制方向隨著壓下率的增大,壓應力逐漸滲透至復合界面處,在e、f位置附近復合界面處壓應力基本達到峰值,隨后沿軋制方向減小。為了定量分析復合界面處壓應力的變化趨勢,取圖10a所示的兩條路徑分別提取復合界面處鎂側(cè)與鋁側(cè)的壓應力值,得到圖10b所示的壓應力曲線,壓應力沿軋制方向先增大,在一定范圍內(nèi)保持平穩(wěn),然后在靠近出口處減小,最終降至零。a、b位置由于剛進入軋制變形區(qū),壓下率較小,故壓應力較小。結(jié)合圖8可知,a、b位置復合界面處的縫隙也較大。隨著復合板進一步咬入,c、d位置壓下量分別比a、b位置大,故壓應力相應增大。c、d位置復合界面處的縫隙相對于a、b位置明顯減小。e位置受到的壓應力達到了整個軋制變形區(qū)的峰值,促進了復合板復合。由于f位置靠近軋制變形區(qū)出口處,故其壓應力小于d處。但軋制過程中f位置經(jīng)歷了d處的壓應力,且由圖8知e、f位置復合界面處已經(jīng)實現(xiàn)復合。
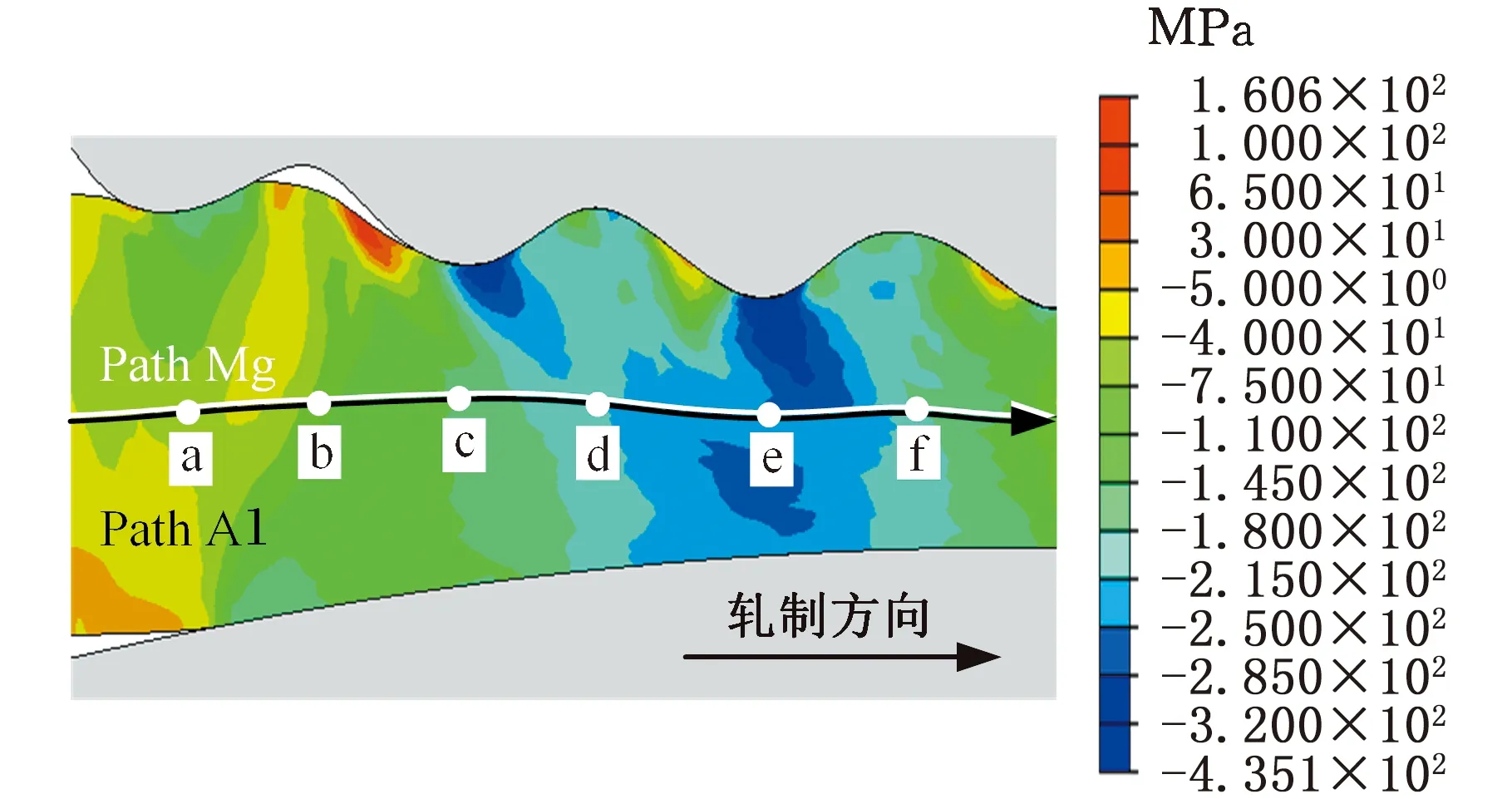
(a)壓應力場云圖
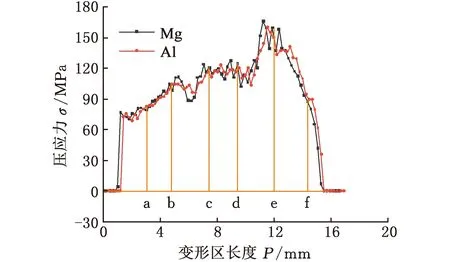
(b)界面壓應力曲線圖10 壓應力分布Fig.10 Compress stress distribution
2.2.2復合界面處等效應變與溫度分析
復合界面處的等效應變通過影響動態(tài)再結(jié)晶分數(shù)來改變鎂合金的動態(tài)再結(jié)晶行為;溫度通過影響鎂合金位錯滑移和孿生的臨界剪切應力來改變其滑移方式和塑性變形機制。為了具體分析等效應變與溫度的分布特征,分別沿復合界面提取了網(wǎng)格節(jié)點的等效應變值與溫度值。
圖11a為復合板等效應變場分布云圖,等效應變值由復合板表面向界面處呈遞減趨勢,并且復合板波谷處的等效應變值明顯大于波峰處的等效應變值。圖11b所示為復合板軋制變形區(qū)復合界面處等效應變曲線,在咬入階段a、b位置的應變值很小,基本為零。雖然a位置的壓下率大于b位置的壓下率,但b位置的等效應變值大于a位置的等效應變值。這主要是由于波紋輥前后波峰共同作用,對板坯產(chǎn)生了推擠作用,使得b位置的等效應變值略大于a位置的等效應變值。c、d位置的應變值相對于a、b位置有所增大,這說明軋輥對復合板施加的摩擦力及壓應力已傳遞至復合板復合界面處,使復合板復合界面處產(chǎn)生了較大的變形。并且c、d位置的等效應變分布規(guī)律與a、b位置相似,這同樣是由于波紋輥對板坯的推擠作用,促進了金屬沿軋向的流動。相對于c位置,e位置應變值繼續(xù)增大;相對于d位置,f位置等效應變值增幅很小。
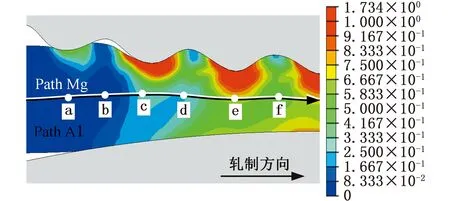
(a)應變場云圖
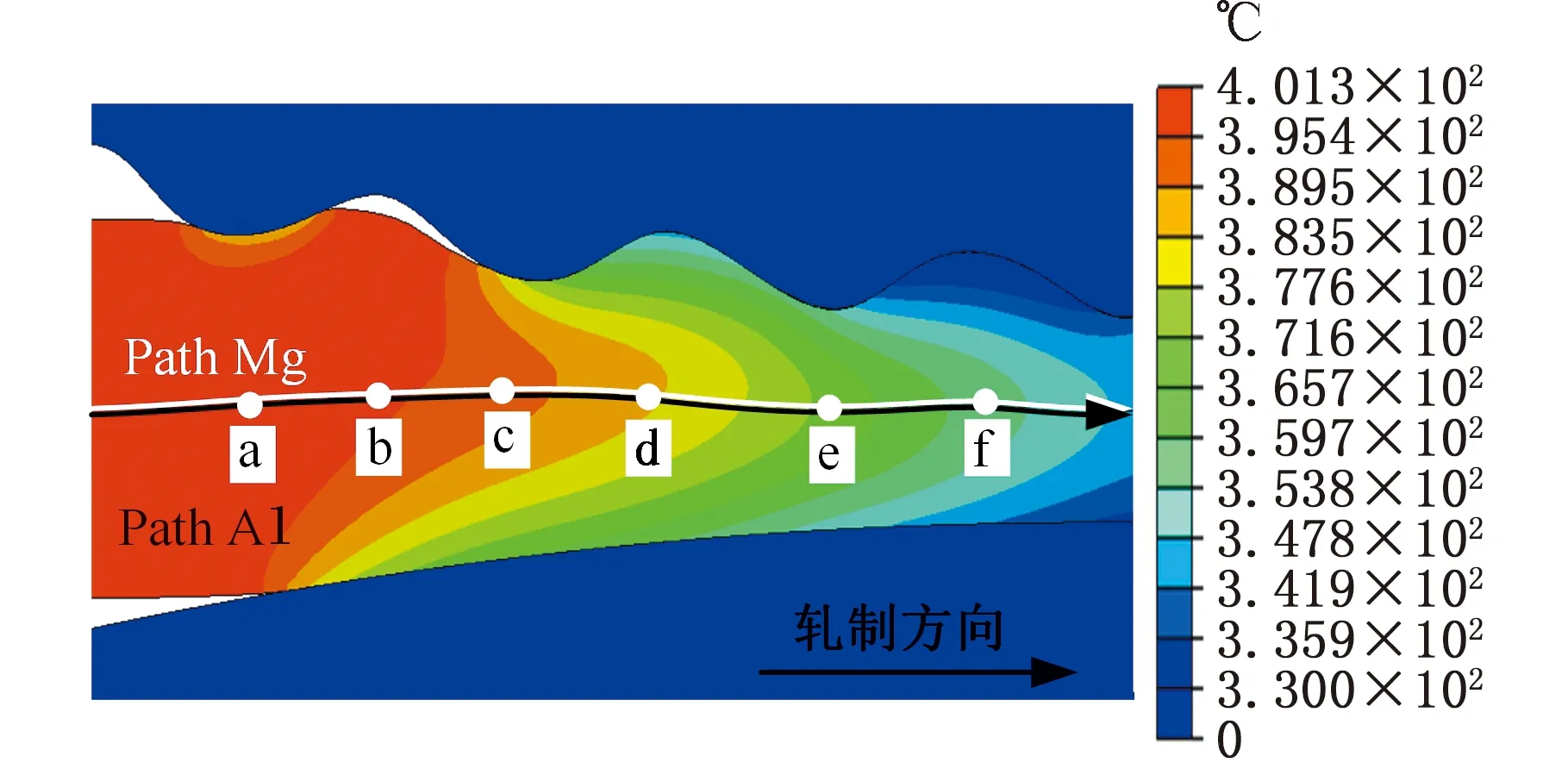
(a)溫度場云圖
圖12a為復合板溫度場分布云圖,溫度沿軋制方向逐漸減小,呈明顯的階梯狀分布。軋輥的溫度遠低于復合板溫度,復合板的界面溫度比表面溫度高。圖12b所示為復合板軋制變形區(qū)復合界面處溫度曲線,軋制過程中存在復雜的傳熱現(xiàn)象,包括接觸換熱、塑性變形生熱、摩擦生熱、熱輻射等。由圖12可知,a、b位置鎂側(cè)溫度基本為初始軋制溫度400 ℃,而鋁側(cè)溫度沿軋制方向下降幅度較鎂側(cè)大。這是由于a、b位置為初始咬入階段,一方面是由于該位置處的應力以及變形量較小,產(chǎn)生的塑性變形熱以及摩擦熱較小;另一方面,由于復合板與軋輥接觸時間較短,接觸換熱導致復合板損失的熱量也較小,短時間內(nèi)熱輻射散失的熱量也可忽略不計,但鋁合金的接觸換熱系數(shù)相對于鎂合金大,故接觸換熱損失的熱量更多。c、d位置鎂側(cè)的溫度相對于初始軋制溫度400 ℃有了小幅下降,鋁側(cè)溫度進一步降低且明顯低于鎂側(cè)溫度。這是由于熱軋時軋輥溫度相對于復合板坯溫度較低,軋制過程中板坯的熱量會由于接觸換熱的作用流向軋輥,c、d位置相對于a、b位置進一步進入輥縫,故c、d位置流向軋輥的熱量要比a、b位置流向軋輥的熱量多。由圖10和圖11可看出,鎂合金與鋁合金c、d位置處的壓應力及應變量較a、b位置大,產(chǎn)生的摩擦熱與塑性變形熱也較多。但在這些傳熱因素的綜合作用下,最終導致c、d位置的溫度分別較a、b位置下降,并且由于波紋輥形曲線,鎂側(cè)產(chǎn)生的塑性變形熱比鋁側(cè)的塑性變形熱高,且由于接觸傳熱系數(shù)的差異,接觸傳熱系數(shù)小的鎂側(cè)溫度高于鋁側(cè)溫度。e、f位置復合界面處鎂側(cè)的溫度相對于c、d位置分別下降了20 ℃左右。
2.3 變形區(qū)微觀組織演變分析
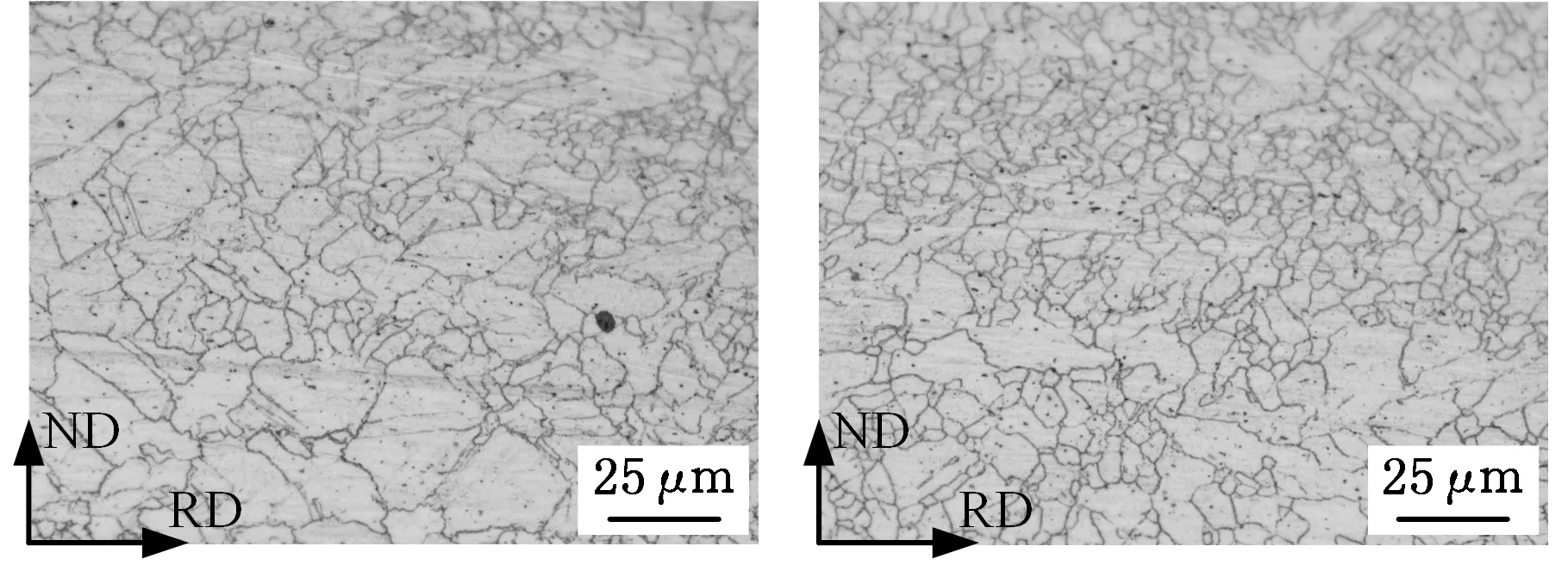
(a)a位置 (b)b位置
圖13所示為軋卡試樣不同位置的AZ31B微觀組織。波紋軋Mg/Al復合板鎂側(cè)的微觀組織結(jié)構(gòu)主要由等軸晶、動態(tài)再結(jié)晶晶粒以及少量孿晶構(gòu)成。由于沿軋制方向復合界面處不同位置溫度與應變的差異,AZ31B沿軋制方向a~f六個位置的微觀組織也呈現(xiàn)出一定的變化規(guī)律。從圖13a、圖13b中可以觀察到少量的孿晶和一些大晶粒,大晶粒的數(shù)量相對于圖2減少,并且在大晶粒的晶界周圍區(qū)域出現(xiàn)了動態(tài)再結(jié)晶晶粒。a、b位置平均晶粒尺寸分別為12.03 μm、11.27 μm。結(jié)合圖11和圖12可以發(fā)現(xiàn),a、b位置的溫度達400 ℃左右,并且a、b位置等效應變值分別達0.05、0.11,雖然a、b位置材料的變形量較小,但由于高溫下鎂合金非基面滑移系的臨界剪切應力較小,交滑移和位錯堆積代替了孿生,成為主導變形機制,從而增加了變形儲能并促進了動態(tài)再結(jié)晶的發(fā)生[23],晶粒得到了細化且孿晶數(shù)量減少。圖13b中大晶粒的數(shù)量少于圖13a,并且b位置平均晶粒尺寸略小于a位置。這是由于圖11中的b位置等效應變略大于a位置等效應變,變形量的增加使微觀組織逐漸均勻且晶粒尺寸逐漸減小。
圖13中的c、d位置與a、b位置相比,晶粒明顯細化。c位置平均晶粒尺寸為8.05 μm,d位置平均晶粒尺寸為7.56 μm。
由圖11可知,c、d位置等效應變值分別達0.59和0.71,相對于a、b位置等效應變量增幅較大,使得變形儲能也進一步增大,發(fā)生了較多的動態(tài)再結(jié)晶行為,組織變形更加均勻,晶粒尺寸得到進一步細化。c、d位置原始大晶粒被分割為不規(guī)則多邊形,所形成的再結(jié)晶新晶粒的形貌也不規(guī)則。圖13e中微觀組織已相對均勻,不再有大尺寸晶粒組織,很多原始晶粒被拉成長條狀分布在細晶組織中,而且?guī)缀蹩床坏綄\晶的存在。e位置平均晶粒尺寸為3.71 μm,f位置平均晶粒尺寸為6.92 μm。對比e與c位置以及f與d位置的平均晶粒尺寸可知,f位置晶粒細化程度與d位置相比相差不大,而e位置晶粒相對于c位置明顯細化。這是由于e、f位置等效應變值分別達到了0.90和0.72,f位置相對于d位置基本沒有產(chǎn)生變形,而e位置的等效應變值相對于c位置進一步增大,進而發(fā)生了動態(tài)再結(jié)晶使晶粒細化。
3 結(jié)論
(1)本文建立了Mg/Al復合板波紋軋熱-力耦合有限元模型,通過軋制實驗驗證了模型的準確性,并利用模型研究了軋制變形區(qū)應力、應變以及溫度的分布特點。
(2)軋制變形區(qū)界面處縫隙沿軋制方向減小,最終在接近變形區(qū)出口位置實現(xiàn)結(jié)合,波谷和波峰位置擴散層厚度分別為3.3 μm和2.7 μm。
(3)波紋輥形促進了鎂合金的變形,產(chǎn)生了大量的塑性變形熱。較高的界面溫度有利于發(fā)生動態(tài)再結(jié)晶,促使復合板實現(xiàn)更充分的復合。
(4)利用軋卡實驗與有限元模擬分析了變形區(qū)不同位置鎂合金晶粒的變化,其微觀組織結(jié)構(gòu)主要包括等軸晶、孿晶及動態(tài)再結(jié)晶晶粒,接近變形區(qū)出口復合界面的波谷和波峰處平均晶粒尺寸分別為3.71 μm和6.92 μm。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
當代陜西(2020年13期)2020-08-24 08:22:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
制造技術與機床(2017年5期)2018-01-19 02:49:17
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24