大型水輪機組底環下軸套加工定位胎具設計*
2021-12-03 05:56:22康泰,王偉
機械研究與應用 2021年5期
康 泰,王 偉
(國網甘肅劉家峽水電廠,甘肅 永靖 731600)
0 引 言
A廠每年的機組檢修時,需加工底環下軸套,鉆床鏜孔加工是最后一道精加工工序,直接決定了下軸套的尺寸精度是否滿足要求。由于底環直徑尺寸大,只能在大型立車進行配合鉆孔,加工底環下軸套時需要把鉆床運輸到指定地點,進行鉆床基礎找平、鉆床主軸中心定位后才能開始加工。目前困擾的主要難題是,24個下軸套需要逐個校準找正主軸中心,找正的過程耗時長。筆者通過設計研發定位胎具,達到提高找正效率的目的。
1 找正方法介紹
1.1 方法概述
大型立式水輪發電機組安裝需要經過一系列工序裝配成整體,發電機組導葉套筒軸心的精度是依靠底環套筒同心度為基準的,因此如何控制找正基準是控制導葉安裝質量的關鍵。機組導葉下軸中心和底環套筒是安裝在同一個同心度上的,現通常以鉆床主軸旋轉利用百分表測量找正中心位置、通過操作鉆床搖臂圍繞立柱的旋轉來調整Y方向位置,通過刀架沿著搖臂軌道的直線移動來調整X方向的位置。從而找正鉆床主軸回轉中心(鏜刀回轉中心)與下軸套內壁圓周中心的重合度,如圖1所示。
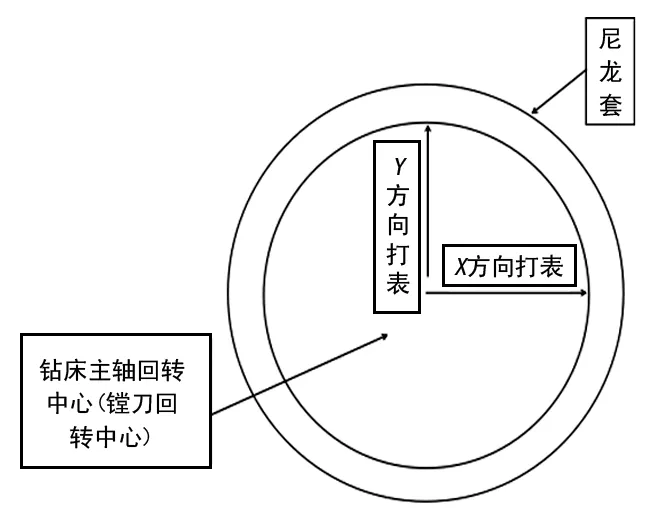
圖1 找正方法示意圖
將鏜刀的回轉中心與尼龍套圓周的中心重合。主要通過在X方向和在Y方向打表,讀出數據,確定移動余量,手動操作鉆床的搖臂,并配合刀架沿著搖臂軌道的直線移動,反復操作,直到百分表對稱點的數值差≤0.05 mm,視為鉆床主軸調整到尼龍套的內孔軸心位置。
下軸套加工精度要求高,主軸回轉中心與軸套內壁的圓跳動需要找正在對稱點0.05 mm以內,如圖2百分表找正同心方式所示,加工要求如圖3底環下軸套圖紙所示,找正工作非常費工,花費的時間較長,找正精度上也受到影響。
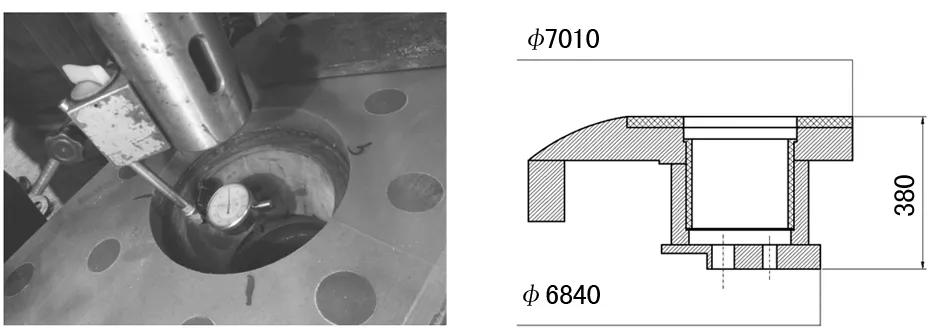
圖2 百分表找正同心方式 圖3 底環下軸套圖紙
1.2 找正步驟
找正步驟主要分解為4步,操作主要是依靠操作者的經驗進行,分別為目測,粗找,半精找,精找。目測只要是指操作者目測下軸套的大概中心,將鉆床主軸移動到中心位置,耗時大約3 min;粗找是指使用鋼板尺測量刀具距離鉆床主軸頭外圓的X、Y方向的對稱距離,如果對稱距離不一樣,將鉆床主軸移動對稱距離之差。粗找可以達到找正精度2~3 mm以內,耗時約5 min;半精找是指在鉆床主軸上吸附一塊百分表,使表頭觸碰下軸套內孔壁,利用主軸旋轉360°,將圓周沿X、Y方向分為4個等分點,讀出對稱點圓跳動讀數,再根據讀數移動鉆床主軸。半精找可以找正精度在0.3 mm以內,耗時約10 min;精找是指重復數次以上找正過程,百分表讀數在0.05 mm以內即可滿足找正要求,再將鉆床鎖死,開始加工。(加工找正圓心技術要求為±0.05 mm),耗時7 min,找正工序有目測、粗找、半精找和精找四部分,前三項工序占用了18 min時間。由于精找使用百分表進行找正,在不改變測量工具的前提下無法進行有效的優化。一般統稱精找前的工序都為粗找工序,如果能夠減少粗找工序的耗時,則可以解決問題。
2 定位胎具設計研發應用
筆者通過技術分析:既然孔的位置無法確定,可以根據孔的位置來確定鉆床主軸中心的位置。如果以停止轉動后的孔位置確定鉆床主軸中心位置,就可以省去手動粗找中心的時間,提高工作效率。通過對5臺機組下軸套內孔尺寸的對比,設計研發兩套尺寸為210~235 mm的定位胎具,一套為圓錐形定位胎具,一套為球形定位胎具,分別進行現場試驗,并對結果進行分析對比。
鉆床主軸用的是莫氏5號鉆卡頭,我們利用直徑50 mm的鉆頭錐柄,就可以直接裝在機床主軸上。把鉆頭部分去除,剩余的卡頭剛好是莫氏5號,這樣就可以和鉆床主軸同心。
使用圓錐形定位胎具進行實驗,如圖4圓錐形定位胎具示意圖所示,同心度為0.2~0.28 mm,未達到技術要求,檢測發現圓錐形定位胎具不能完全接觸,有部分是點接觸,而且圓錐形定位胎具長度過大,達到了最下限位,找正效果不理想。
使用球形定位胎具實驗,如圖5 球形定位胎具示意圖、圖6 球形定位胎具現場找正圖所示,同心度為0.8~0.15 mm,達到接觸面大、穩定性強、契合度高,完全符合下軸套找正加工技術要求。
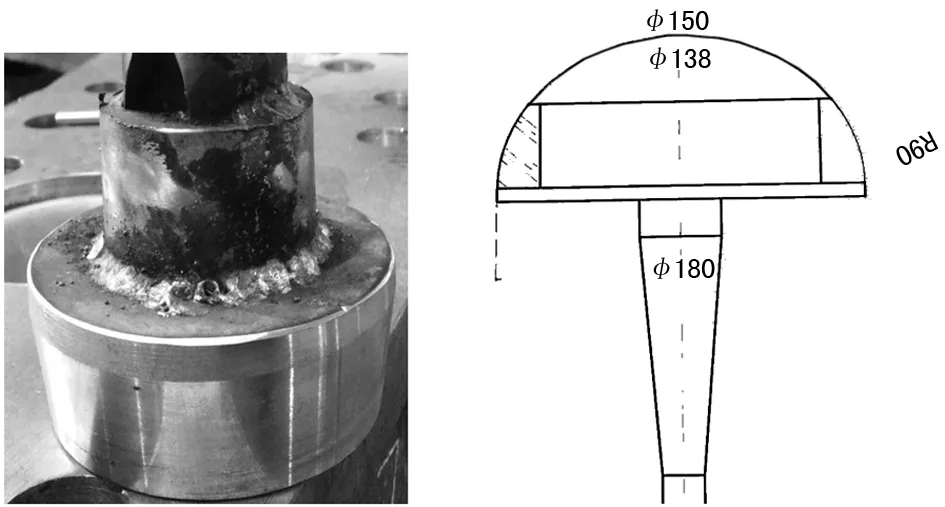
圖4 圓錐形定位胎具示意圖 圖5 球形定位胎具示意圖
將球形定位胎具安裝在鉆床主軸上,打開鉆床鎖緊裝置,手動壓入球形定位胎具,使其與尼龍套上沿口貼合,就可以達到找正中心的效果,精度在0.8~0.15 mm左右,單個找正時間從25 min,縮短到5 min,大大提高了勞動生產率。
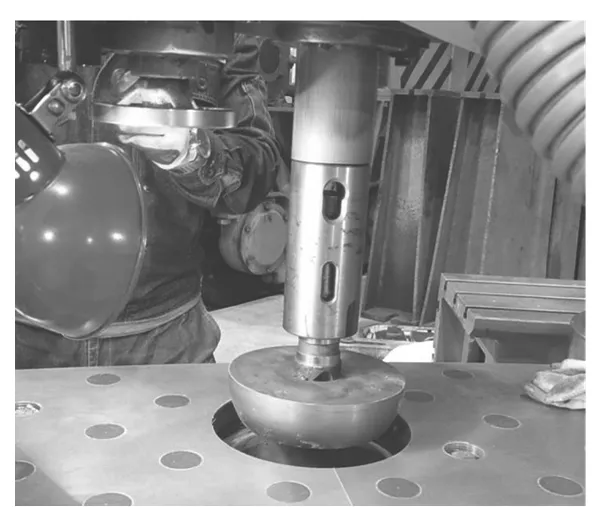
圖6 球形定位胎具現場找正圖
3 結 語
通過生產實踐研究,分析了大型水輪機活動導葉下軸套加工過程,通過研發設計兩套尺寸為210~235 mm的定位胎具,一套為圓錐形定位胎具,一套為球形定位胎具,分別進行現場試驗,并對結果進行分析對比,最終選定球形定位胎具作為現場實際應用工具,有效提高下軸套找正效率,將單個找正時間從25 min,縮短到5 min,解決了找正的過程耗時長的問題。