發(fā)動機裝配手動擰緊順序防錯裝置
2021-12-11 09:21:46聶燦明曹慧建梁士明
汽車實用技術(shù) 2021年22期
關(guān)鍵詞:發(fā)動機
聶燦明,曹慧建,梁士明
發(fā)動機裝配手動擰緊順序防錯裝置
聶燦明,曹慧建,梁士明
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
發(fā)動機是汽車的心臟,裝配質(zhì)量很大程度上影響其性能及使用壽命,有效控制裝配過程的擰緊順序是確保在線質(zhì)量的重要措施。受行業(yè)技術(shù)、產(chǎn)品設(shè)計及運行成本等多因素制約,仍然有很多裝配內(nèi)容采用手動擰緊,對擰緊順序缺乏有效控制。為解決這一問題,文章分析超聲波三維定位的基本工作原理,并解釋其主要功能及輔助作用,并以相關(guān)主機廠的應(yīng)用實例說明其有效性。
手動;擰緊順序;防錯裝置;三維定位
前言
與機加工生產(chǎn)線不同,發(fā)動機裝配線受行業(yè)技術(shù)、產(chǎn)品設(shè)計及運行成本等多因素制約,不可避免地采用手動裝配工位。而這些手動裝配工位往往涉及多螺栓零件的擰緊,而擰緊順序很大程度上影響扭矩結(jié)果和生產(chǎn)節(jié)拍[1]。受操作人員綜合水平的制約,難以有效管控其完全按照所要求的順序擰緊,再加上絕大部分在后工位是沒有二次檢測手段的,一旦不按順序擰緊,很容易出現(xiàn)擰緊扭矩的異常衰減現(xiàn)象[2],其裝配質(zhì)量的可靠性是技術(shù)人員及管理者所擔(dān)憂的事情。
1 擰緊順序的重要性應(yīng)用實例
常規(guī)的發(fā)動機離合器有6顆螺栓,根據(jù)試驗情況,這6顆螺栓按不同順序的擰緊,其質(zhì)量表現(xiàn)有明顯的差異,最嚴(yán)重時會出現(xiàn)發(fā)動機運轉(zhuǎn)時抖動。依托于大量試驗數(shù)據(jù),這6顆螺栓需要采用對角擰緊,如圖一。這類多螺栓零件在同一個安裝面,且比較規(guī)則的,最有效且最常用的是采用多擰緊軸同步擰緊,完全由設(shè)備來控制擰緊順序[3],見圖2。
發(fā)動機的設(shè)計是相對復(fù)雜的,并不是所有零件的布局都類似離合器這樣規(guī)范,針對這些零件往往不能采用設(shè)備自動擰緊,必須采用手動擰緊,手動擰緊順序的有效控制就是生產(chǎn)制造部門必須考慮的內(nèi)容。后文介紹一種超聲波三維定位裝置,來解決這一技術(shù)難題。
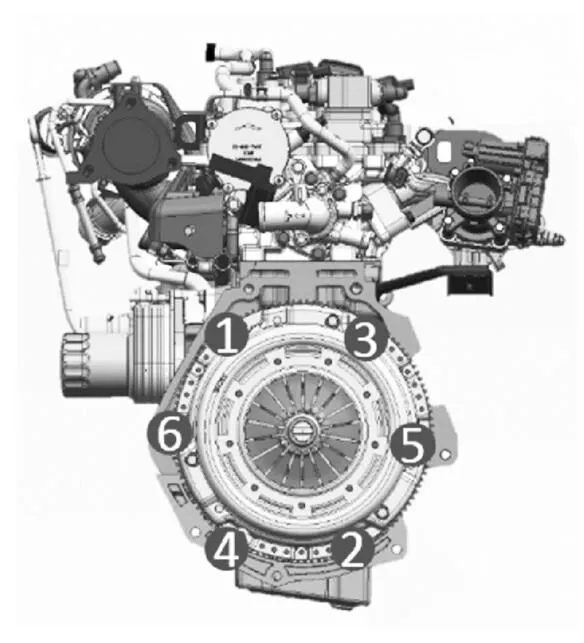
圖1 常規(guī)離合器擰緊順序
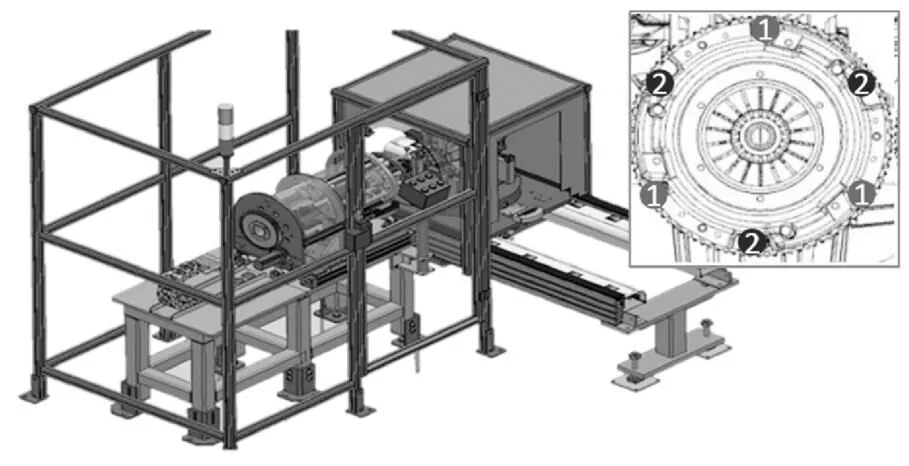
圖2 離合器采用3軸全自動擰緊的自動站及擰緊順序
2 超聲波三維定位系統(tǒng)介紹
2.1 超聲波三維定位系統(tǒng)基本原理
目前GPS系統(tǒng)在日常生活中得到廣泛的應(yīng)用,其主要是通過移動端(手機等)與衛(wèi)星的電磁波通訊,然后通過計算而進行定位[4],圖3為GPS定位原理的簡要示意圖。
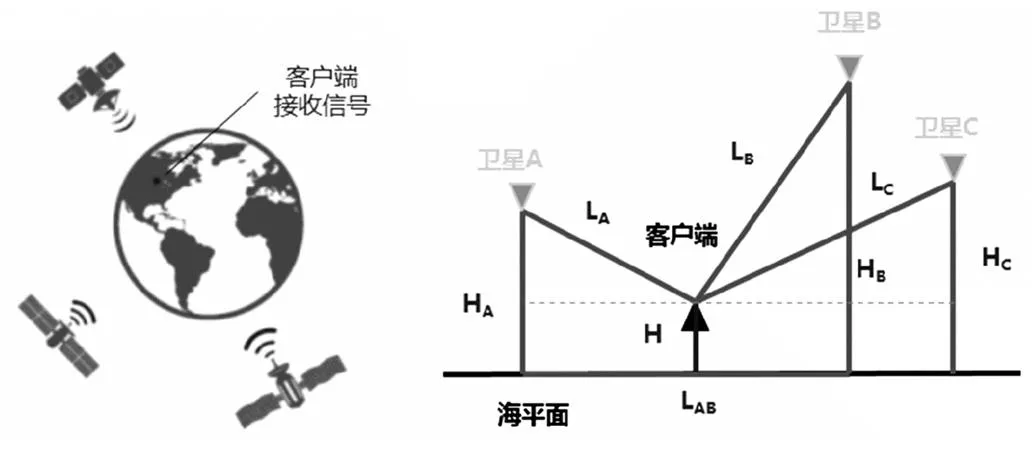
圖3 GPS定位原理示意圖(以高度舉例)
衛(wèi)星為信號發(fā)生器發(fā)出電磁信號,客戶端為接收器接收電磁信號。每一刻衛(wèi)星都是有固定的運行軌道,所以衛(wèi)星高度已知,各衛(wèi)星相對位置已知,客戶端到各衛(wèi)星的距離可以通過電磁波傳輸時間來計算。通過數(shù)學(xué)模型,可得到客戶端的空間坐標(biāo):

超聲波三維定位系統(tǒng)采用的是GPS系統(tǒng)類似算法原理,其主要由控制器、接收器、發(fā)生器、處理軟件及移動客戶端組成,見圖4。不同的是超聲波的發(fā)生裝置固定在手動擰緊電槍上,超聲波接收裝置安裝在某一固定位置。
2.2 超聲波三維定位系統(tǒng)的功能
2.2.1核心功能
(1)創(chuàng)造和編輯工作流程;
(2)定義和管理坐標(biāo)系統(tǒng)(可對坐標(biāo)進行運算);
(3)應(yīng)用于擰緊工具和鉚釘槍的模塊;
(4)可在工序中存儲圖像和視頻信息;
(5)多語言用戶指導(dǎo);
(6)開放通訊協(xié)議接口;
(7)PLC接口(24 Volt I / O);
(8)TCP / IP接口,用于生產(chǎn)控制;
(9)用于文件系統(tǒng)的文本(PDF 或 CSV)。
2.2.2輔助功能
(1)直觀的用戶界面和各式各樣的用戶指引;
(2)簡易且清晰的坐標(biāo)設(shè)置,支持復(fù)雜的工作流;
(3)包含專業(yè)輔助功能的用戶管理;
(4)使用參數(shù)化的設(shè)置替代傳統(tǒng)的編程;
(5)擴展的軟件功能例如跳轉(zhuǎn),分支與延時等;
(6)信號傳送器和數(shù)字I/O信號的測試功能;
(7)Vi視覺的工作指示可以加載音頻輸出;
(8)可以接入ERP等系統(tǒng)。
3 超聲波三維定位系統(tǒng)應(yīng)用
超聲波三維定位系統(tǒng)由于其輕便性,并且能很好地進行位置監(jiān)控,目前已經(jīng)被國內(nèi)多家主機廠應(yīng)用(見表1),也從側(cè)面體現(xiàn)出手動工位擰緊順序的重要性。
新能源是朝陽行業(yè),有著無限的發(fā)展?jié)摿Γ谶@片藍海中不僅有傳統(tǒng)車企的挑戰(zhàn),也有跨行業(yè)的競爭,產(chǎn)品的質(zhì)量所形成的口碑在很大程度上影響著一個企業(yè)的發(fā)展。一汽大眾長春電池PACK線的擰緊受產(chǎn)品設(shè)計及場地的制約,無法采用全自動設(shè)備進行擰緊,綜合考慮了質(zhì)量控制及空間布局,最終采用了帶超聲波三維定位系統(tǒng)的手動工位,見圖5。
表1 超聲波三維定位系統(tǒng)在各主機廠應(yīng)用情況
序號客戶數(shù)量/套工位性質(zhì)領(lǐng)域 1凱迪拉克總裝1移動工位總裝車間底盤 2凱迪接克新能源1靜態(tài)工位電池PACK線 3一汽大眾青島工廠4靜態(tài)工位電池PACK線 4一汽大眾長春工廠1靜態(tài)工位電池PACK線 5比亞迪深圳坪山工廠1靜態(tài)工位電池PACK線 6通用北盛工廠4靜態(tài)工位總裝ABS模塊 7通用金橋工廠1移動工位總裝電瓶擰緊 8通用武漢工廠1靜態(tài)工位總裝ABS模塊 9韋巴斯特上海工廠1靜態(tài)工位天窗涂膠 10派沃泰變速箱工廠1靜態(tài)工位變速箱線體 11濰柴動力2靜態(tài)、動態(tài)發(fā)動機油底殼
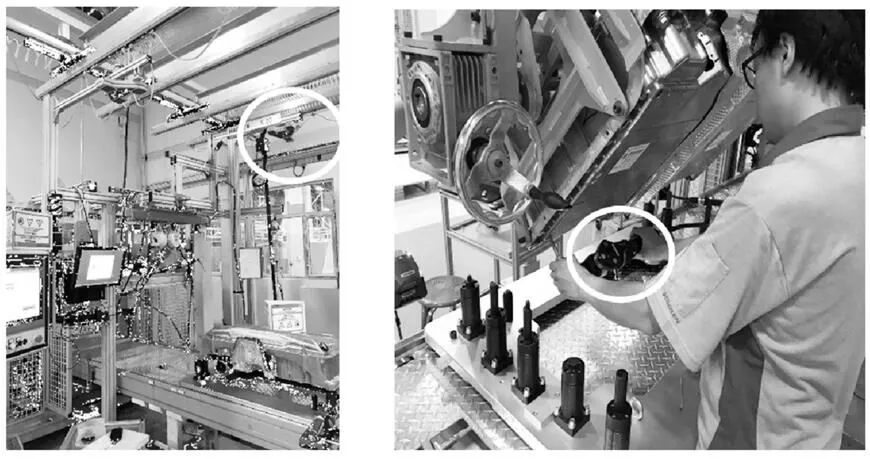
圖5 一汽大眾長春電池PACK線
4 結(jié)束語
不管是“工業(yè)4.0”還是“中國制造2025”,其核心內(nèi)容是智能制造,是未來制造業(yè)的發(fā)展方向[5]。在現(xiàn)階段,由于消費者的多樣化需求,小批量多柔性建造是制造業(yè)的趨勢,不僅僅是發(fā)動機制造,其他制造行業(yè)也一樣,受產(chǎn)品設(shè)計的制約,不可或缺地使用到人工操作,為了確保產(chǎn)品質(zhì)量,智能化監(jiān)控員工的操作或者防錯的設(shè)備就會有較為廣闊的應(yīng)用空間。文章介紹的超聲波定位僅僅是該類設(shè)備的一個案例,視覺系統(tǒng)人員動作捕捉也是在現(xiàn)有制造體系需求說催生的另一種技術(shù),盡管目前應(yīng)用得還很少,但在可預(yù)見的未來,這也必將是一種應(yīng)用場景特別廣闊的技術(shù)。作為制造體系內(nèi)的人員,需要時刻保持對前沿制造技術(shù)發(fā)展的敏感性,從而適應(yīng)不斷變化的行業(yè)需求。
[1] 陳靜.正確使用扭矩扳手[J].企業(yè)科技與發(fā)展,2009(22):69-71.
[2] 李萌.動車組車體緊固件扭力衰減性能研究[J].中國戰(zhàn)略新興產(chǎn)業(yè), 2020(02):148-150.
[3] 袁旭群.自動擰緊裝置:CN201120382204[P].2012-07-04.
[4] 上田文夫,平田誠一郎.GPS終端、GPS定位系統(tǒng)和GPS定位方法: CN200410064118[P].2005-03-09.
[5] 李軍.工業(yè)4.0[J].建筑工程技術(shù)與設(shè)計,2016(24):1741.
Manual Tightening Sequence Error Proofing for Engine Assembly
NIE Canming, CAO Huijian, LIANG Shiming
(SAIC GM Wuling Automobile Co., Ltd., Guangxi Liuzhou 545007)
Engine is the heart of the automobile, and the assembly quality greatly affects its performance and service life. The effective control of the tightening sequence in the assembly process is an important measure to ensure the on-line quality.Restricted by many factors such as industry technology, product design and operation cost, many assembly contents are still tightened manually, and there is a lack of effective control over the tightening sequence.In order to solve this problem, this paper analyzes the basic working principle of ultrasonic 3D positioning, explains its main functions and auxiliary functions, and illustrates its effectiveness with the application examples of related OEMs.
Manual;Tightening sequence;Error proofing;Three-dimensional positioning
A
1671-7988(2021)22-226-03
TK407
A
1671-7988(2021)22-226-03
CLC NO.:TK407
聶燦明,發(fā)動機制造擰緊測試主任工程師,就職于上汽通用五菱汽車股份有限公司,主要研究發(fā)動機制造工藝過程、性能測試,同時負(fù)責(zé)發(fā)動機新產(chǎn)品的制造影響分析、生產(chǎn)線改造策略分析等。
10.16638/j.cnki.1671-7988.2021.022.058
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
汽車維修與保養(yǎng)(2020年11期)2020-06-09 05:42:06
民用飛機設(shè)計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15