釬焊熱循環對DD6單晶合金微觀組織的影響
2021-12-12 13:41:00馮洪亮任海水李文文熊華平程耀永
航空材料學報 2021年6期
關鍵詞:區域
馮洪亮,陳 波*,任海水,李文文,毛 唯,熊華平,程耀永,陳 昊
(1. 中國航發北京航空材料研究院, 北京 100095;2. 北京市航空發動機先進焊接工程技術研究中心, 北京 100095;3. 空軍裝備部駐北京地區第六軍事代表室, 北京 100095)
DD6合金是我國自主研發的第二代單晶高溫合金,與第一代單晶合金DD3相比,具有更高的耐熱溫度及高溫性能,且合金中Re元素與國外同等材料相比較含量更低,降低了制造成本[1-3]。DD6合金同時還具有優良的抗疲勞性、抗氧化性和可鑄造性等特點,其總體性能與國外第二代單晶合金水平相當,目前已在多種航空發動機渦輪葉片的研制中獲得應用[3-8]。
單晶合金葉片主要應用于發動機渦輪端,工作環境苛刻,長期服役后個別葉片的局部區域會出現燒蝕、裂紋等缺陷。為了降低制造成本,需要采用焊接的方法對缺陷進行修復。目前主要采用釬焊、激光熔覆等焊接技術對葉片等高溫合金渦輪部件進行焊接修復,并取得了較好的效果[9-11]。然而,由于單晶高溫合金易再結晶及采用單晶制造的葉片結構復雜等特點,特別對于導向葉片上的缺陷,采用熔焊方法往往難以修復,通常選擇釬焊方法。釬焊是利用液態釬料與母材的潤濕來填充母材之間的間隙,并與母材發生冶金反應實現連接的焊接方法,具有工藝簡單、對母材損傷小、焊接效率高等一系列優點,適用于難熔異質材料及復雜精密零部件焊接制造[12-17]。使用釬焊的方法修復單晶合金缺陷時需要特別關注兩個問題:一是避免釬焊熱循環對母材組織和性能產生大的影響,更不能導致單晶葉片出現再結晶;二是選用的釬料及釬焊修復工藝要能夠獲得高性能水平接頭,滿足葉片的實際使用工況要求。目前關于DD6單晶合金的釬焊和過渡液相擴散焊已經進行了研究,并取得了良好的效果[18-20],但是缺少釬焊或修復熱循環對母材組織和性能影響的研究。
本工作對DD6單晶合金進行連續三次釬焊熱循環實驗,分析釬焊熱循環對母材枝晶干和枝晶間區域成分偏析的影響,重點研究釬焊熱循環次數對合金組織的影響,分析該過程γ基體和γ′相的演變規律,確定一定條件下的指導性釬焊修復參數,并對釬焊熱循環后母材的高溫持久性能進行研究。
1 實驗材料及方法
1.1 實驗材料
釬焊熱循環用合金為經過標準熱處理的DD6單晶試棒,規格為?15 mm的圓棒,生長取向為[001]方向。釬焊熱循環的試樣是從DD6單晶試棒上連續切割下來的尺寸為?15 mm×5 mm的圓形試片。試片原始態組織的基體通道中無二次γ′相,γ′相立方化程度良好。
1.2 實驗方法
DD6合金釬焊熱循環過程在真空釬焊爐中進行。DD6合金γ′相的完全回溶溫度為1307.8 ℃,而大量回溶的溫度為1270.1 ℃[21],在此溫度的平衡態γ′相回溶質量分數在90%以上。為了避免γ′相的過多回溶,獲得盡可能高的釬焊修復接頭性能,同時DD6合金的使用溫度可達1100 ℃,而釬焊溫度一般要高于釬料的熔化溫度30~50 ℃,釬料的熔化溫度還要高于服役溫度30~50 ℃,這樣釬焊溫度一般高于服役溫度100 ℃左右,因此本研究選擇釬焊熱循環溫度為1220 ℃,每一次熱循環保溫時間均為30 min,保溫結束后隨爐冷卻,共進行三次釬焊熱循環實驗(圖1為三次釬焊熱循環工藝曲線示意圖)。
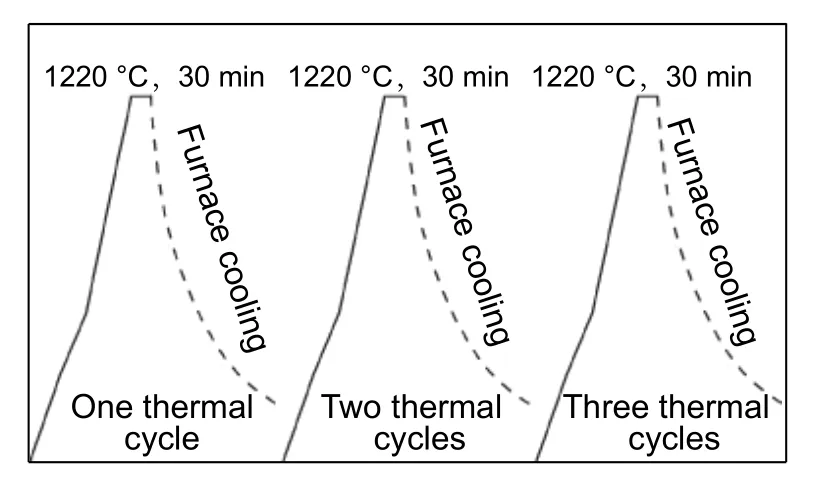
圖1 三次釬焊熱循環工藝曲線示意圖Fig. 1 Process curves of repeated brazing thermal cycles
將釬焊熱循環的試樣進行標記,并采用電火花線切割方法沿著圓柱試片的徑向切開,然后鑲嵌并磨拋。磨拋后的試樣表面分別采用化學和電解的方法進行侵蝕,侵蝕后的表面用清水和乙醇清洗后吹干進行掃描電鏡觀察。
利用場發射掃描電子顯微鏡(FESEM)對侵蝕后的試樣形貌進行觀察和分析,其中釬焊熱循環試樣組織的觀察位置位于圓心附近區域。采用電子探針(EPMA)對枝晶干區域和枝晶間區域背散射形貌進行觀察,并采用自帶的波譜儀(WDS)對枝晶干區域和近鄰枝晶間區域的成分進行分析,波普束斑直徑大小選擇為?10 μm,采樣位置位于試樣圓心附近區域,分析前需對樣品表面進行拋光處理。
采用高溫持久試驗機對原始態和經釬焊熱循環后的DD6合金高溫持久性能進行測試,觀察其是否能夠達到工程應用的技術標準,并研究特定加載條件下的持久壽命。持久性能測試條件為:溫度980 ℃,初始應力250 MPa,加載100 h,之后每10 h增加應力25 MPa,直至拉斷,測量持久壽命。
2 結果與討論
2.1 釬焊熱循環對DD6單晶合金枝晶干/間區域成分的影響
在1220 ℃/30 min條件下對DD6單晶合金進行連續三次釬焊熱循環,分析每次熱循環后枝晶干區域和枝晶間區域元素成分的變化。有研究表明固溶處理后的DD6單晶合金的枝晶干區域主要的富集元素是W、Re、Mo等高熔點元素,而枝晶間區域主要的富集元素是Al、Ta、Nb等[22],這些元素是γ′相的主要形成元素。本實驗采用EPMA對試樣中心區域的枝晶進行觀察,其背散射圖像如圖2所示,可見連續三次釬焊熱循環前后枝晶干和枝晶間區域的整體形貌差異不大。

圖2 不同次數釬焊熱循環后的DD6單晶合金枝晶組織背散射圖像 (a) 原始狀態;(b) 一次熱循環;(c) 二次熱循環;(d)三次熱循環Fig. 2 Backscattered electron images of dendrite microstructure of single crystal alloy DD6 after different brazing thermal cycles (a) original state; (b) one thermal cycle;(c) two thermal cycles; (d) three thermal cycles
元素的偏析度定義為XD/XI=K,其中XD為枝晶干區域的某一元素的成分,XI為枝晶間區域對應該元素的成分,K為該元素的偏析度。本研究的方法是對每一次熱循環后的合金采用EPMA自帶WDS測量三組枝晶干和與其近鄰枝晶間區域元素成分,取平均并計算。枝晶干和枝晶間區域元素成分的偏析程度和同一次熱循環下各元素偏析度的大小排序如圖3所示。與標準熱處理態的DD6單晶合金中元素的偏析程度進行對比能夠發現,經過不同次數釬焊熱循環后的DD6單晶合金在枝晶干區域W、Re、Mo元素的含量仍然偏高,偏析最嚴重的元素是Re元素,在枝晶間區域Al、Ni、Nb、Ta元素的含量仍然偏高,偏析較重的是Ta元素,與合金原始態各元素的偏析度相比差異不大。由此表明上述釬焊熱循環后,枝晶成分偏析依然存在,對成分均勻性影響并不明顯。這一現象產生的原因主要是由于進行釬焊熱循環的母材已經固溶時效處理,干/間成分已經較為均勻,再進一步擴散均勻化較為困難。另外,在1220 ℃相對低的釬焊溫度,合金依然是固態,內部又無大角度晶界,在枝晶干/間相對較遠的距離上,較重的元素繼續均勻化擴散也較為緩慢。
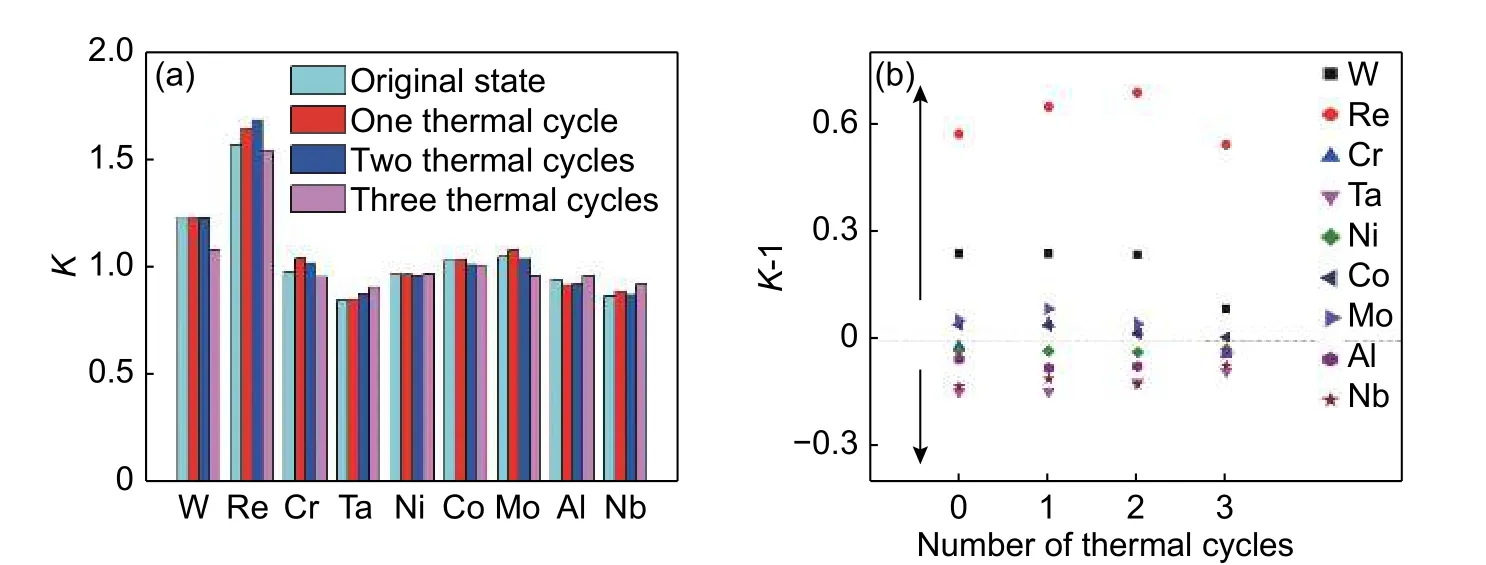
圖3 不同次數釬焊熱循環后枝晶偏析情況 (a)偏析度;(b) 同一次熱循環下各元素偏析度大小排序Fig. 3 Dendrite segregation after different brazing thermal cycles (a) segregation coefficient; (b) ranking of segregation coefficient of each element under the same cycle.
上述分析表明,DD6單晶合金經過1220 ℃/30 min并隨爐冷卻的連續三次釬焊熱循環后,元素在枝晶干區域和近鄰枝晶間區域的偏析仍然存在,并且不同循環次數的枝晶干和近鄰枝晶間區域各元素成分的偏析度無十分明顯的變化,該釬焊工藝條件對枝晶干和枝晶間成分的均勻性影響不明顯。
2.2 釬焊熱循環對DD6單晶合金組織的影響
DD6單晶合金經過1220 ℃/30 min保溫并隨爐冷卻的連續釬焊熱循環后,用化學腐蝕的方法對其進行侵蝕,侵蝕后微觀組織形貌如圖4所示。經三次熱循環后的合金整體變化特點是無論在枝晶干區域還是在枝晶間區域隨著釬焊熱循環次數的增加,原始γ′強化相逐漸長大,并且在經過第二、三次釬焊熱循環后出現了較為明顯的合并和擴展現象。其中,在枝晶干區域合并的和未合并的γ′相分布較為均勻;而在枝晶間區域,合并的和未合并的γ′相分布不均勻。這些不均勻的區域主要出現在枝晶間γ′相較為錯亂、不規則的位置,由此表明排列狀態不整齊、錯亂的γ′相區域更容易出現γ′相長大和合并。
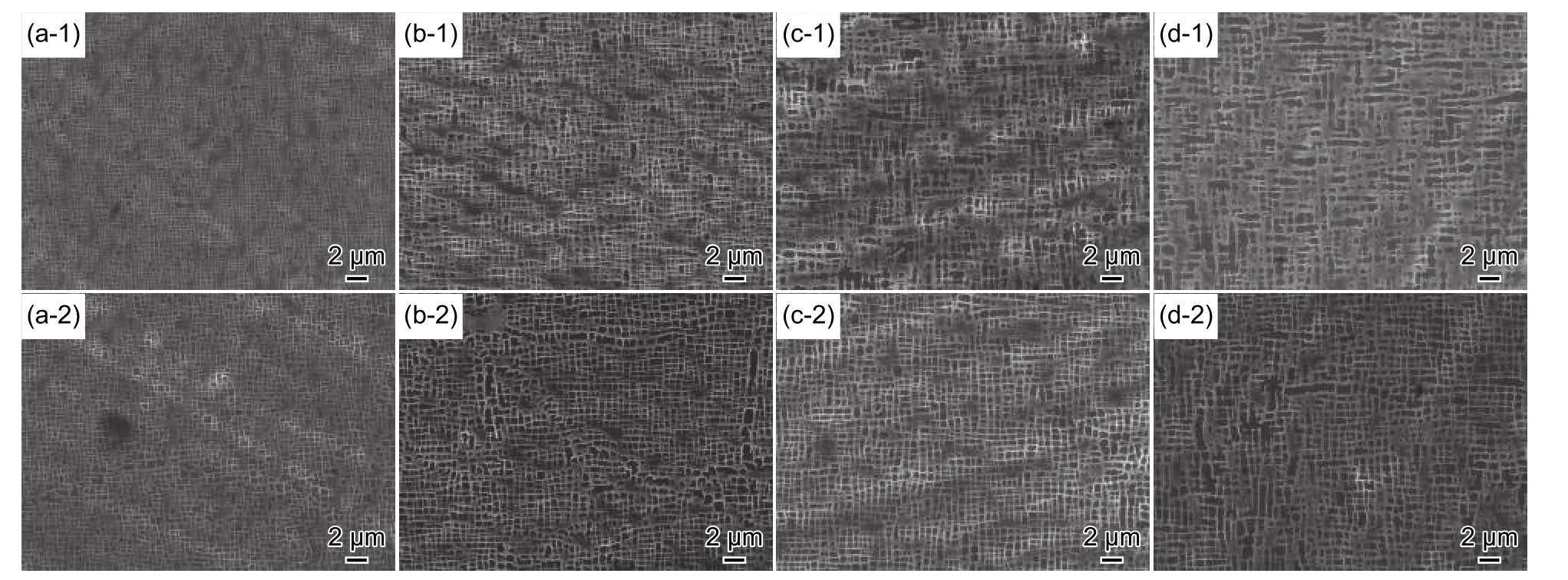
圖4 不同次數釬焊熱循環后的DD6單晶合金經化學侵蝕后的微觀組織SEM圖像 (a) 原始狀態;(b) 一次;(c)二次;(d)三次; (1)枝晶干;(2)枝晶間Fig. 4 SEM images of the microstructures of the single crystal alloy DD6 with chemical corrosion after different brazing thermal cycles (a) original state;(b) one cycle;(c) two cycles ; (d) three cycles;(1) dendritic core ; (2)interdendritic region
為了進一步觀察γ′相在釬焊熱循環中的變化特點,特別是原始γ′相邊緣和基體通道內的形貌特點,將相同工藝條件下的試樣再進行電解腐蝕并放大觀察,結果如圖5所示。當DD6合金經過第一次釬焊熱循環后,與原始態(如圖5(a-1)和(a-2))對比,在枝晶干區域和枝晶間區域的γ′相除了粗化變大外,部分γ基體通道略有變寬,部分基體通道明顯變窄形成細縫,變窄的基體通道使γ′相緊密相連在一起(見圖5(b-1)和5(b-2)),少量γ′相邊緣略微出現了參差不齊的現象。
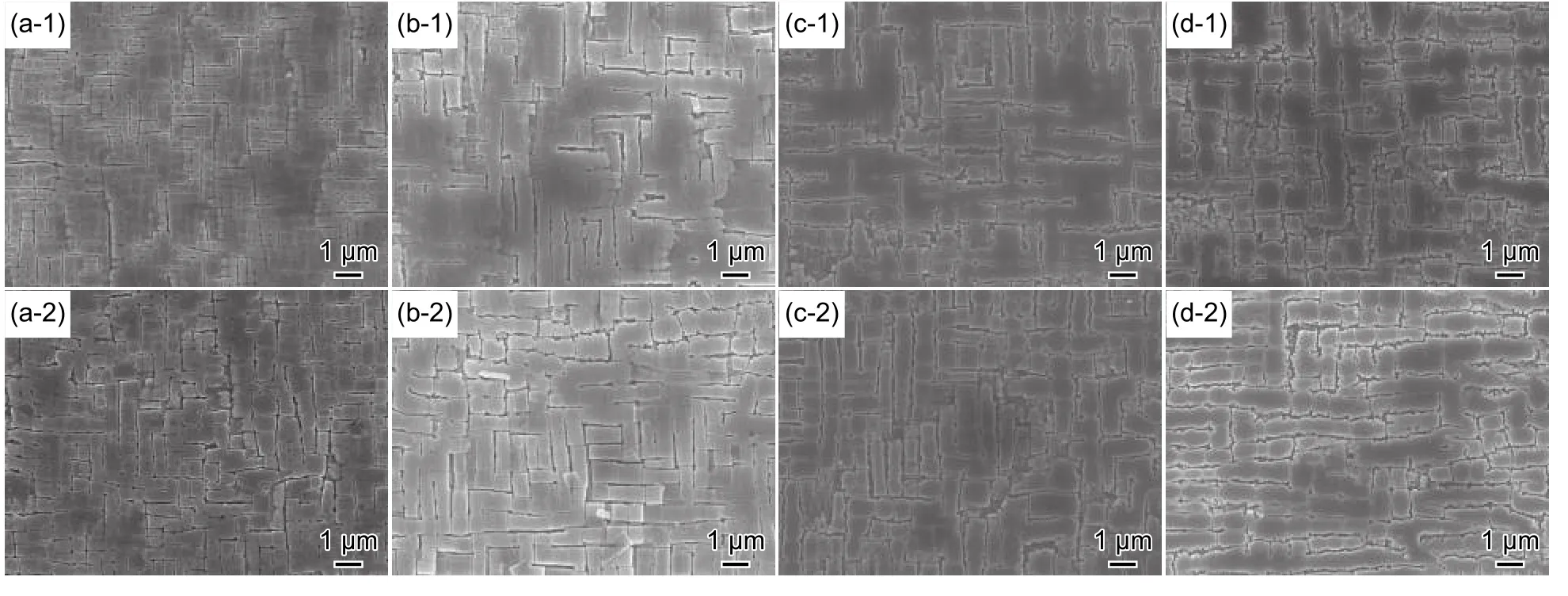
圖5 不同次數釬焊熱循環后的DD6單晶合金經電解侵蝕后的微觀組織局部放大SEM圖像 (a) 原始狀態,(b) 一次,(c)二次,(d) 三次;(1)枝晶干(2)枝晶間Fig. 5 SEM images of microstructures of the single crystal alloy DD6 with electrochemical corrosion after different brazing thermal cycles (a) original state; (b) one cycle;(c) two cycles ;(d) three cycles;(1) dendritic core;(2)interdendritic region
當DD6單晶合金經過第二次重復熱循環后,枝晶干和枝晶間區域微觀組織形貌如圖5(c-1)和(c-2)所示。這一過程相當于合金中原始γ′相經過上次回溶析出后,又經歷了一次再回溶和析出。在枝晶干區域,部分γ基體通道進一步變寬變長,原始的γ′相出現較明顯的合并和擴展現象,部分γ′相邊緣形成較為明顯的鋸齒化,有序性和立方化程度明顯降低。在枝晶間區域,原始的γ′相進一步粗化,也出現了緊密連接在一起的合并現象,立方化程度下降,部分γ′相邊緣也出現了明顯的鋸齒化。
DD6單晶合金經過第三次熱循環,即再經歷一次回溶和再析出過程,枝晶干和枝晶間區域組織變化都較大,如圖5(d-1)和(d-2)所示。在枝晶干區域,從侵蝕掉的γ基體痕跡來看,剩下的原始γ′相粗化嚴重,尺寸變大更加明顯,并存在較為嚴重的合并,同時在局部γ′相附近觀察到碎化的γ′相,γ′相與基體的界面鋸齒化程度進一步加重。在枝晶間區域,同樣能夠觀察到γ′相的粗化變大,局部也出現了較重的合并現象,并且局部還出現了γ′相碎化,γ′相的一致性進一步降低。
從上述DD6單晶合金的組織變化來看,經過一次釬焊熱循環后原始γ′相雖然明顯變大,但仍然保持相對較好的立方度,經過兩次和三次釬焊熱循環后,γ′相的立方化程度降低較為明顯,因此經歷三次1220 ℃/30 min并隨爐冷卻的釬焊熱循環后,母材立方化結構保持較好的修復次數不應超過一次。若需進一步降低工藝強度對母材組織的影響,熱循環中的保溫時間可調整少于30 min。
為了進一步分析合金經過不同次數釬焊熱循環后的γ′相的形貌及其附近的γ基體通道的形態(一般把基體通道中細小的γ′相稱為二次γ′相[23],本研究不加區分不同次數熱循環產生的二次γ′相),將局部組織形貌進一步放大觀察,結果如圖6所示。由圖6可清晰地看到,當經過第一次熱循環,枝晶干區域的γ基體通道部分明顯變寬,部分明顯變窄形成細縫,變窄的基體通道使γ′相擠壓相連在一起,枝晶間具有相似特點,如圖6(b-1)和6(b-2)所示。在隨后循環過程中,這種γ′相長大擠壓相連的現象更加嚴重,出現明顯合并,如圖6(c-1)和6(c-2)所示。局部γ′相邊緣的參差不齊狀態逐漸加重,并向鋸齒化轉變,后期出現鋸齒化邊緣突出的小γ′相從其邊緣分離的現象,如圖6(d-1)和6(d-2)所示。在冷卻過程中,來不及傳輸至γ′相附近的元素在過飽和的基體通道中析出形成小的二次γ′相。在每次釬焊熱循環后,無論是枝晶干區域還是枝晶間區域,γ基體通道內均形成了許多細小的二次γ′相。
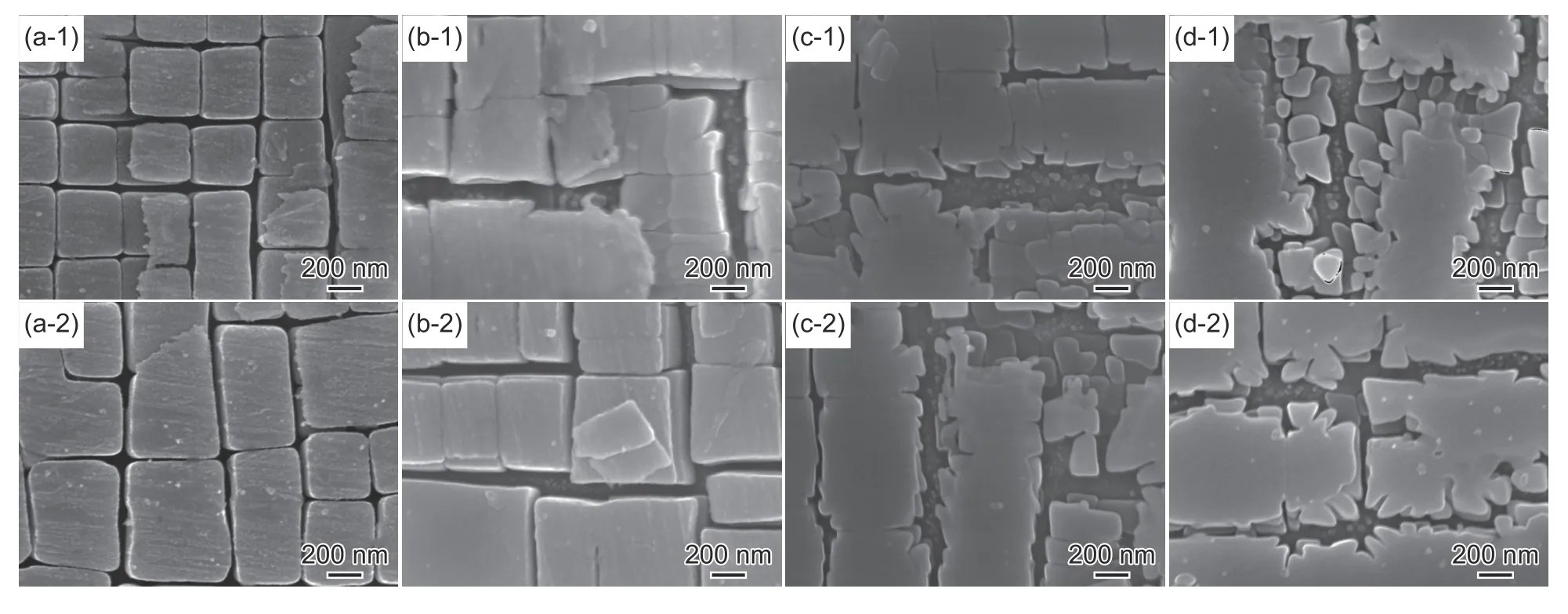
圖6 對應于圖5中的局部區域進一步放大的圖像 (a) 原始狀態;(b) 一次; (c) 二次;(d) 三次;(1)枝晶干區域形貌;(2)枝晶間區域形貌Fig. 6 Magnification image of the microstructures corresponding to Fig. 5 (a) original state;(b) one cycle;(c) two cycles;(d)three cycles;(1) dendritic core;(2)interdendritic region
上述研究表明,連續釬焊熱循環對于相對宏觀的枝晶干區域和枝晶間區域偏析元素的均勻化影響并不大,但對于更微觀的γ′相和近鄰γ基體之間的元素傳輸和擴散應是有較大影響的,因為γ′相的長大是從回溶后的γ基體中獲取Ni和Al元素的,這些元素必然要擴散傳輸到γ′相界面附近才能夠使γ′相長大。研究表明,一般情況下鎳基高溫合金的γ′相溶解和析出長大遵循Ostwald規律,即較小的γ′相溶解,而較大的γ′相長大,從而降低系統的總能量。如果由元素的擴散控制,則符合LSW理論生長,γ′相的生長時間與γ′相在該時刻半徑的平均值成三次方關系[24-25]。如果在較高的溫度條件下則還需同時計入彈性能和界面能共同對γ′相生長的作用,這時γ′相將向著總能量減小的方向優先生長,即沿著(011)面較快生長[21,26],使后期觀察到的γ′相界面呈鋸齒狀。因此,在上述三次連續釬焊熱循環過程中,微觀組織的演變過程可近似的歸結為γ′相經歷三次連續的回溶再析出的長大過程,并且這一演變過程可通過圖7的反復回溶和再析出示意圖來描述。其中,圖7(a)為標準熱處理后的DD6合金原始態組織,γ′相立方化程度非常好,邊緣平直,通道內沒有二次γ′相。圖7(b)表示經過一次熱循環后,γ′相長大,局部邊緣稍有參差不齊,γ′相的整體立方度較好。通道中出現了細小的二次γ′相。圖7(c)表示經過兩次的回溶再析出,小的γ′相回溶,大的γ′相進一步長大并出現明顯地合并和鋸齒化,冷卻后再次析出細小的二次γ′相。圖7(d)表示經過三次回溶再析出,大的γ′相進一步長大合并,邊緣出現較重的鋸齒化,基體通道中形成細小的二次γ′相。
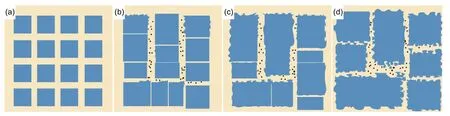
圖7 DD6單晶合金經不同次數釬焊熱循環的組織演變示意圖 (a) 原始狀態;(b) 一次; (c) 二次;(d) 三次Fig. 7 Schematic diagram of the microstructural evolution for single crystal alloy DD6 during brazing thermal cycles (a) original state;(b) one cycle;(c) two cycles ;(d) three cycles
2.3 釬焊熱循環對DD6單晶合金力學性能的影響
對原始態和經連續三次釬焊熱循環后的DD6單晶合金高溫持久性能進行測試和對比,評價釬焊熱循環對母材性能的影響,結果如表1所示。可見,經過第一、二和三次釬焊熱循環后的母材在980 ℃、初始應力250 MPa加載下,持續時間均能達到100 h的航空標準要求,并在100 h后每間隔10 h增加25 MPa應力,直至斷裂,持久壽命可達到133 ~135 h之間,與原始態相當,表明熱循環次數的增加對合金持久壽命并無明顯的影響。但是隨著熱循環次數的增加,持久試樣的斷面收縮率和斷后伸長率在逐漸的增加,伸長率從原始態的29.28%增加至44.52%,特別是經過第二次和第三次熱循環后合金伸長率變化較大,母材的塑性變形較為明顯,但仍處于較高的性能水平。
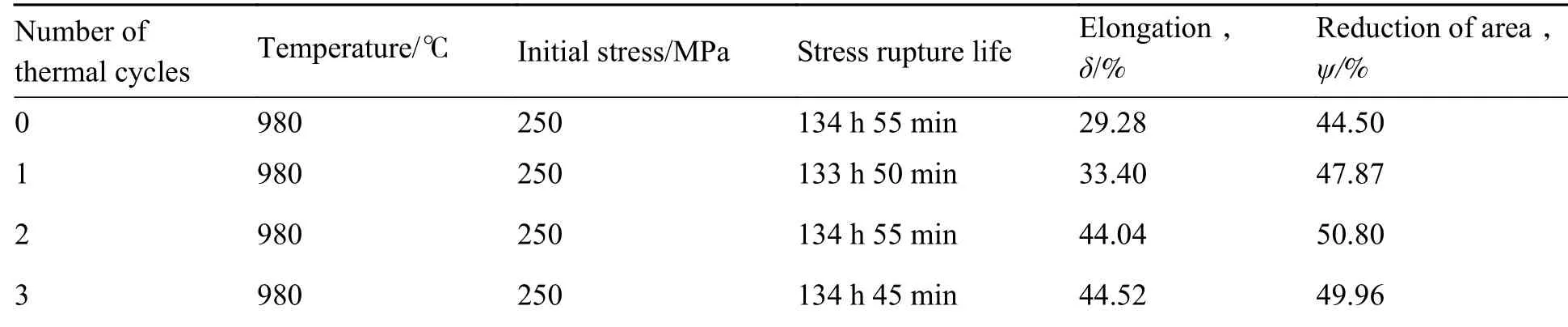
表1 經不同次數釬焊熱循環的DD6單晶合金高溫持久性能Table 1 High temperature stress rupture properties of the single crystal alloy DD6 after different brazing thermal cycles
雖然釬焊熱循環對單晶母材組織和性能有影響,但母材性能還處于較高水平,接頭區由于受釬料成分及釬焊工藝限制,仍是性能最薄弱區域,所以決定釬焊修復接頭性能的不是母材而應是接頭區本身。
3 結論
(1)DD6單晶合金經過1220 ℃/30 min并隨爐冷卻的連續三次釬焊熱循環后,元素在枝晶干區域和枝晶間區域的偏析仍然存在,Re、W、Ta等重元素的偏析仍然較重,枝晶干和枝晶間區域各元素成分的偏析度與原始合金相比變化并不明顯,此釬焊工藝條件對枝晶干/間區域成分的均勻性影響較小。
(2)DD6單晶合金經過第一次釬焊熱循環后γ′相雖然長大較明顯,但仍然保持較好程度的立方度,經過第二次和第三次釬焊熱循環后,γ′相長大、合并以及立方化程度降低較為明顯,因此在1220 ℃/30 min條件下釬焊修復,母材立方化結構保持較好的修復次數不應超過一次。在三次連續釬焊熱循環中,部分γ′相邊緣形貌由原始平直狀態向略微參差不齊狀態轉變,并逐漸鋸齒化。每一次釬焊熱循環后,無論是枝晶干區域還是枝晶間區域,在γ基體通道內均形成許多細小的二次γ′相。
(3)經釬焊熱循環的DD6單晶合金在980 ℃、初始應力加載250 MPa的條件下,均能夠保持100 h,之后每隔10 h增加25 MPa應力,最終持久壽命與原始態母材相比基本相當,但是斷面收縮率和伸長率卻在逐漸增加,伸長率從原始態的29.28%增加至44.52%,特別是經過第二次和第三次熱循環后,變化較為明顯。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15