赤道焊縫殘余應力影響的耐壓球殼極限強度分析
2021-12-13 13:42:36包華寧李良碧孫凱祥萬正權李艷青
江蘇科技大學學報(自然科學版) 2021年5期
包華寧, 李良碧*, 孫凱祥, 萬正權, 李艷青
(1.江蘇科技大學 船舶與海洋工程學院,鎮江 212100) (2.中國船舶科學研究中心, 無錫 214082)
潛器是勘探海洋的重要工具,其核心技術是耐壓殼體的設計和建造.潛器耐壓殼承擔著保護技術人員和艙內設備安全的重任,避免殼內人員和設備受到靜水壓力的影響.耐壓球殼結構一般是由兩個半球采用焊接方式加工得到,形成一條赤道焊縫,不可避免產生焊接殘余應力,殘余應力可能會影響到結構的極限強度,而耐壓殼的極限強度決定了潛器下潛的深度,因此研究考慮赤道焊縫殘余應力的耐壓球殼極限強度顯得尤為重要.
文獻[1-4]對耐壓球殼進行了極限強度數值模擬研究.文獻[5-17]對較小尺度的耐壓球殼極限強度進行了數值模擬和試驗研究,但未考慮耐壓球殼赤道焊縫殘余應力的影響.文獻[18]采用分步計算方法,對半徑為250 mm的1/8耐壓薄球殼進行了赤道焊縫殘余應力數值模擬,并在此基礎上考慮了赤道焊縫殘余應力對球殼極限強度的影響.但該文獻對影響赤道焊縫殘余應力計算結果的相關因素未能描述清楚,例如焊接順序和焊縫寬度等影響因素.而且進行殘余應力和極限強度時球殼的邊界條件未進行描述,這些都有可能影響到分析結果的合理性.同時也沒有對焊接殘余應力計算的合理性進行相關驗證研究.文獻[19]對內徑為1 000 mm的Q345耐壓球殼外表面赤道焊縫殘余應力的測試數據擬合出了一個經驗公式,并在此基礎上外插得到材料內部殘余應力的分布公式,然后在此基礎上進行極限強度二維數值模擬研究,但該方法的可靠性未有相關說明和驗證.同時該文獻也沒有描述與殘余應力計算相關聯的焊接工藝參數,例如焊縫寬度等.
綜上所述,文中針對以上相關文獻研究的不足之處,首先進行了耐壓球殼赤道焊縫殘余應力數值模擬研究,同時考慮了耐壓球殼赤道焊縫寬度和邊界條件等相關影響因素,計算得到了耐壓球殼赤道焊縫殘余應力內外殼表面和內部的殘余應力三維分布規律,并將相應方向上的殘余應力數值模擬結果與文獻試驗測試結果進行對比驗證.在數值模擬計算結果與文獻試驗結果相一致的基礎上,采用連續耦合計算方法,對考慮赤道焊縫殘余應力影響的耐壓球殼的極限強度進行了三維數值模擬分析.最終建立了一套較為可靠的考慮赤道焊縫殘余應力影響的耐壓球殼極限強度三維數值模擬分析方法.
1 極限強度有限元分析方法
使用有限元分析極限強度時可采用弧長控制法來解決純粹增量迭代過程中誤差累積的問題.弧長法[20-21]是修正的Riks法,其基本控制方程(簡稱約束方程)為:
ΔuTΔu+Δλ2ψ2FTF=ΔL2
(1)
式中:Δu為位移增量向量;F為節點力矢量;ΔL為弧長半徑;Δλ為載荷增量;ψ為載荷比例系數.在求解過程中,載荷因子增量Δλ在迭代中是變化的,而非線性靜力平衡迭代求解公式為:
(2)

2 高強度鋼對接焊厚板殘余應力數值模擬與驗證
由于耐壓球殼結構一般比較大,并且球內殼表面赤道焊縫殘余應力比較難以進行測試,試驗成本較高.因此,首先對高強度鋼對接焊厚板進行了殘余應力數值模擬與驗證.
對接焊厚板模型[22]是由兩塊250 mm×125 mm×38 mm的某高強度鋼板對接焊而成,焊縫的尺寸為250 mm×20 mm×38 mm,如圖1.
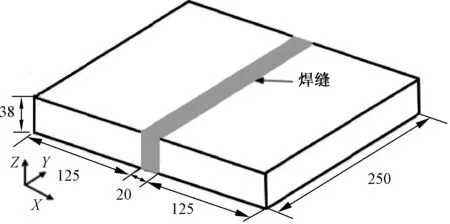
圖1 高強度鋼對接焊厚板幾何模型及尺寸(單位:mm)
焊縫及其周圍的熱影響區域作為研究的重點區域,在確保計算精度的前提下,為了增加效率縮短計算時間,在進行有限元模型網格劃分時,對焊縫及其周圍網格進行細化,遠離焊縫處網格劃分則逐漸稀疏,平板四周固定,防止產生剛性位移,如圖2.
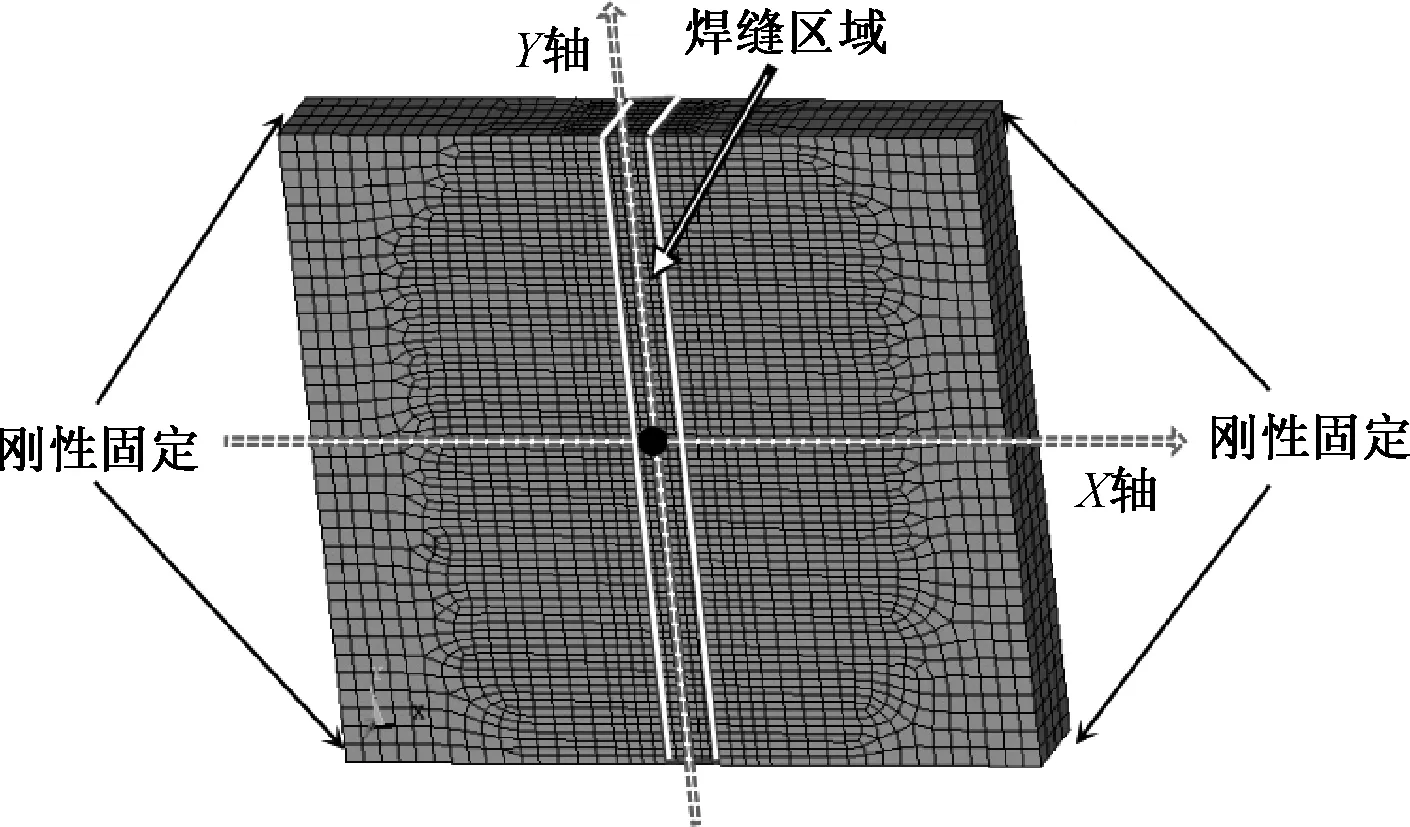
圖2 有限元模型及邊界條件
高強度鋼熱物理性能參數及應力應變特性[22]如表1、2.
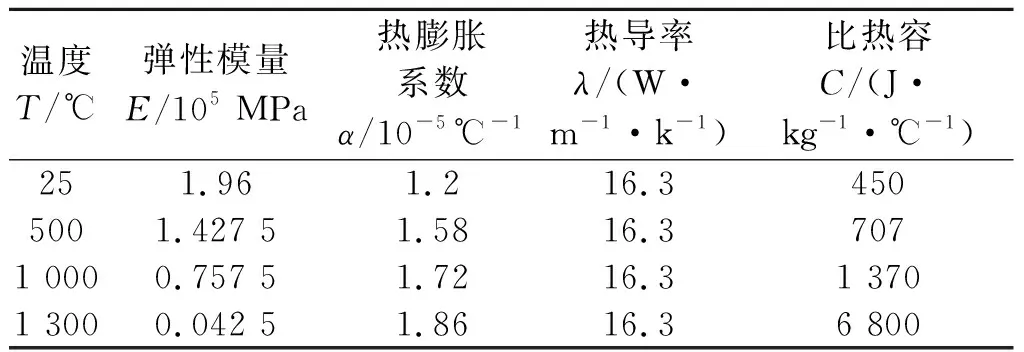
表1 高強度鋼材料的物理特性
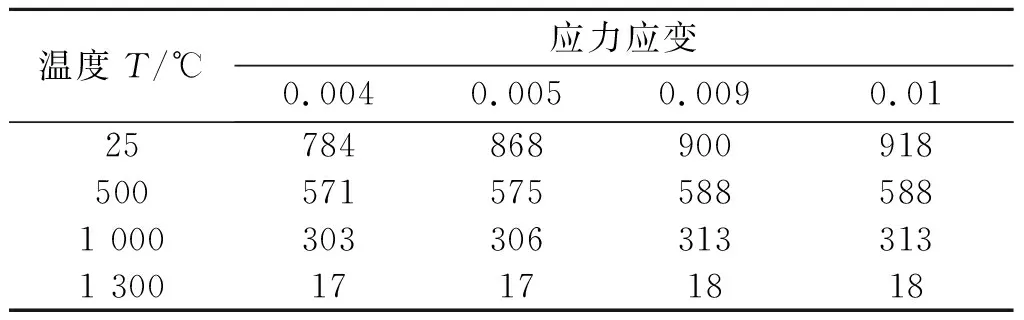
表2 高強度鋼材料的應力應變特性
在進行厚度較大的焊接結構焊接殘余應力數值模擬分析時,若選用高斯熱源等熱源模型會使得計算時間較長.文中基于熱-彈塑性理論,參考文獻[22]中焊接工藝參數,結合給定溫度熱源方法和帶狀熱源思想[23],采用了一種帶狀移動溫度熱源與生死單元技術[24-26]相結合的高效計算方法.基于此運用ANSYS的APDL語言所編制了對接焊厚板殘余應力數值模擬程序,從而在進行數值計算時能夠同時兼顧計算效率和精度.平板表面垂直于焊縫方向的橫向殘余應力和縱向殘余應力及與文獻[22]中相關試驗結果如圖3.

圖3 高強度鋼平板模型數值模擬結果與文獻[22]試驗結果對比
從圖3可以看出,高強度鋼對接焊厚板模型表面垂直焊縫方向上的橫向殘余應力和縱向殘余應力的數值模擬結果和文獻[22]中的相關試驗結果基本上一致,即在垂直焊縫方向上,對接焊厚板的橫向焊接殘余應力和縱向殘余應力均呈雙峰曲線分布,最大值出現在焊趾附近,均為拉應力;縱向殘余應力明顯高于橫向殘余應力.模擬和試驗結果產生部分偏差,一方面是由于模擬時對接焊厚板的材料屬性和焊接工藝可能與文獻試驗不完全一致;另一方面是由于在模擬時未考慮材料的相變和硬化等因素對焊接殘余應力的影響.但總體上來說,本節高強度鋼對接焊厚板殘余應力數值模擬方法是合理的.所以高強度鋼平板模型焊接殘余應力的數值模擬方法為后續研究奠定了相關基礎.
3 Q345耐壓球殼模型極限強度數值模擬分析
3.1 耐壓球殼有限元模型的建立
耐壓球殼模型內徑為1 000 mm,厚度為16 mm,材料是屈服強度為325 MPa的Q345鋼.整球殼是由兩個半球殼焊接而成,形成一條赤道焊縫,如圖4.赤道焊縫是多道焊,焊縫寬度為24 mm,焊接方式為手工焊條電弧焊,室溫設為25 ℃,對流換熱系數設為62.5 W/m2·℃.
由于完整球殼計算時間較長,所以在不影響計算精度的前提下,為提高計算效率,建立了含有赤道焊縫的耐壓球殼1/4球殼三維實體有限元模型.在綜合考慮赤道焊縫殘余應力計算和極限強度計算網格劃分合理性的基礎上,進行了網格收斂性試驗,選取最佳網格劃分方案,對該耐壓球殼有限元模型進行網格劃分,如圖4.

圖4 Q345鋼耐壓球殼有限元模型
3.2 耐壓球殼模型焊接殘余應力數值模擬分析
在進行耐壓球殼模型赤道焊縫殘余應力數值模擬時,邊界條件為球殼的上下兩個頂點以及球殼外表面上除頂點外的離焊縫較遠且不在同一圓周線上的共4個節點進行全約束,球殼約束示意如圖4.
基于熱—彈塑性理論,采用ANSYS的APDL語言編制了Q345耐壓球殼模型赤道焊縫殘余應力的數值模擬程序,相關焊接工藝參數參照文獻[19].對耐壓球殼模型的焊接過程進行數值模擬,得到赤道焊縫殘余應力.
設耐壓球殼模型垂直赤道焊縫方向(徑向)殘余應力為橫向殘余應力,沿赤道焊縫方向(周向)殘余應力為縱向殘余應力,如圖4.圖5、6分別為耐壓球殼模型內外殼垂直和沿赤道焊縫路徑的殘余應力,圖7為焊縫寬度中心面上沿球殼厚度方向的內部殘余應力.

圖5 耐壓球殼模型內外殼垂直赤道焊縫路徑的殘余應力
圖6 耐壓球殼模型沿赤道焊縫路徑的殘余應力
圖7 焊縫寬度中心面上沿球殼厚度方向的內部殘余應力
從圖5可以看出,Q345耐壓球殼模型:① 內殼垂直焊縫路徑上,焊縫附近均有較大的橫向和縱向殘余應力,并且縱向殘余應力高于橫向拉應力,橫向殘余應力約為270 MPa,為屈服強度的83%左右,縱向殘余應力約為370 MPa,略微超過了材料的屈服強度;② 外殼垂直焊縫路徑上,焊縫附近縱向殘余應力大于橫向殘余應力,峰值集中在焊縫附近區域,橫向殘余應力為較大的壓應力,縱向殘余應力為拉應力,約為200 MPa,為材料屈服強度的60%.
從圖6可以看出,Q345耐壓球殼模型:① 內殼沿焊縫路徑上,縱向和橫向殘余應力均為拉應力,縱向殘余拉應力大于橫向殘余拉應力,應力值在材料的屈服強度附近;② 外殼沿焊縫路徑上,橫向殘余應力為壓應力,而縱向殘余應力為拉應力.
從圖7可以看出,Q345耐壓球殼模型焊縫寬度中心面上沿球殼厚度方向內部:① 橫向殘余應力在靠近外殼區域為壓應力而靠近內殼區域為拉應力,拉應力最大值約為300 MPa,為材料屈服強度的90%左右;② 縱向殘余應力為拉應力,在接近內殼表面時達到最大值,應力值達到了材料的屈服強度附近.
將文中的耐壓球殼模型外殼垂直赤道焊縫路徑上的縱向殘余應力數值模擬結果與文獻[19]中的試驗數據進行對比研究,如圖8.從圖8可以看出,數值模擬結果與試驗值的分布趨勢和數值大小基本一致.因此文中對耐壓球殼模型赤道焊縫殘余應力數值模擬方法是可靠的.
3.3 耐壓球殼模型極限強度數值模擬
在進行極限強度的計算時,文中考慮了幾何初始缺陷的影響,采用與文獻[19]相同的實測初撓度3.9 mm.
3.3.1 不考慮赤道焊縫殘余應力的影響
潛器耐壓球殼在服役時不受約束,因此在進行極限強度數值模擬時需消除剛體位移且不妨礙相對變形,所以耐壓球殼模型的約束采用球殼外表面上的3個節點進行約束[27],即節點1的Ux=Uy=0,節點2的Uy=Uz=0,節點3的Ux=Uz=0(Ux、Uy和Uz分別為3個方向的位移),如圖9.

圖8 耐壓球殼模型外殼垂直赤道焊縫路徑縱向殘余應力數值模擬結果與文獻[19]試驗結果
圖9 極限強度計算的約束示意
采用弧長法對耐壓球殼模型進行非線性屈曲有限元分析,得到球殼某節點的載荷—位移曲線,如圖10,P為該節點所受壓力,U為該節點位移.從圖10中可以看出,不考慮赤道焊縫殘余應力的情況下,耐壓球殼的極限強度約為19.4 MPa.
圖10 耐壓球殼模型某節點載荷—位移曲線
3.3.2 考慮赤道焊縫殘余應力的影響
在得到耐壓球殼赤道焊縫殘余應力數值模擬計算結果的基礎上,去除赤道焊縫殘余應力數值模擬時施加的約束,并且重新施加極限強度計算時的邊界條件,然后對耐壓球殼的極限強度進行數值模擬分析,得到結果如圖10.從圖10中可以看出,考慮赤道焊縫殘余應力的情況下,耐壓球殼的極限強度約為18.39 MPa.表3為耐壓球殼極限強度數值模擬與文獻[19]中試驗的結果.

表3 耐壓球殼模型極限強度數值模擬結果與文獻[19]試驗結果
從圖10和表3中可知考慮赤道焊縫殘余應力影響的耐壓球殼極限強度為18.39 MPa,不考慮赤道焊縫殘余應力影響的耐壓球殼極限強度為19.40 MPa,而文獻[19]試驗結果為17.80 MPa.
因此,考慮了赤道焊縫殘余應力影響的極限強度數值模擬結果與試驗結果誤差為3.31%,更為接近試驗結果.因此采用考慮赤道焊縫殘余應力的耐壓球殼極限強度的分析方法是較為合理的.
4 結論
(1) 耐壓球殼模型內殼垂直焊縫路徑上,焊縫附近均有較大的橫向和縱向殘余拉應力,橫向殘余拉應力約為屈服強度的83%,且縱向殘余拉應力大于橫向殘余拉應力;而耐壓球殼模型外殼垂直焊縫路徑上,焊縫附近有較大的橫向殘余壓應力和縱向殘余拉應力,最大縱向殘余拉應力約為材料屈服強度60%.
(2) 耐壓球殼模型內殼沿焊縫路徑上,縱向和橫向殘余應力均為拉應力,縱向殘余拉應力大于橫向殘余拉應力;外殼沿焊縫路徑上,橫向殘余應力為壓應力,而縱向殘余應力為拉應力.
(3) 考慮了赤道焊縫殘余應力影響下的Q345耐壓球殼極限強度有所減小,但總體上來說,赤道焊縫殘余應力對于Q345耐壓球殼的極限強度的影響不顯著,計算結果更偏于實際,可為后續進行的實尺度大型耐壓球殼極限強度的分析提供相關理論研究方法.
(4) 耐壓球殼模型焊縫寬度中心面上沿球殼厚度方向的內部殘余應力中:橫向殘余應力在靠近外殼區域為壓應力,靠近內殼區域為拉應力,拉應力最大值為材料屈服強度的90%左右;縱向殘余應力為拉應力,在接近內殼表面時達到最大值,應力值達到了材料的屈服強度附近.
(5) 通過文中研究,獲得了一套可考慮焊接加工工藝因素的赤道焊縫殘余應力及對耐壓球殼極限強度影響三維數值模擬分析方法.研究結果可為球殼等大型焊接結構的力學分析提供相關解決途徑.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
