不銹鋼激光焊分析試驗對比研究
2021-12-13 01:56:34張春玉張洪國張益銘
大連交通大學學報 2021年6期
張春玉,張洪國,張益銘
(中車長春軌道客車股份有限公司,吉林 長春 130062 )
激光焊作為一種新的焊接方式,在某出口地鐵車體側墻組成上進行了應用.按照合同技術條件要求,在設計階段需要對激光焊接的結構強度進行分析和驗證,以保證整車具有足夠的強度和剛度.
激光焊技術主要應用于不銹鋼和碳鋼車體,具有很多突出優點.激光焊接頭組織較電弧焊熱影響區小、因此焊接過程中不會出現嚴重的變形,能夠保證焊接接頭質量的穩定性[1-2].激光焊接頭晶粒細小均勻,且強度與母材強度相當[3].此外,相比于傳統的電阻點焊技術,激光焊車體側墻外表光滑,更加美觀.通過應用激光焊技術,一方面可以提高產品的焊接效率,優化產品的結構,強化產品的質量.另一方面,與傳統的不銹鋼車體比較,激光焊接的不銹鋼車體在重量方面有所減輕,從而可以達到車體輕量化的目標[4].激光焊接技術在日本和美國的高速列車和輕軌中有一些應用[5-6],德國和加拿大也在研究這種技術在車體中的應用.目前,國內也在積極開展對激光焊的研究,但大多集中在焊接工藝方法和結構[7-11].雖然有一部分仿真分析[12-13],但是沒有建立整車級別的激光焊分析,更沒有建立完整可靠高效的整車激光焊強度評估體系.
由于沒有現成的針對激光焊強度和疲勞的分析方法,有限元仿真分析過程中需要結合理論知識和分析經驗,并借鑒點焊分析方法制定合理的建模、強度分析和評估方法.
本文基于該出口地鐵車體強度分析,結合試驗數據,對激光焊仿真分析模擬方法及強度評估進行了研究.
1 激光焊試驗
為了給仿真分析提供可靠的支撐和驗證數據,對不同的板厚組合進行了大量的強度和疲勞測試.試驗所用拉伸試驗機型號為WE-30型液壓萬能試驗機,載荷示值誤差≤±1%,引伸計傳感器位移測量精度≤±0.001 mm.
試驗基于SUS301L材料,與仿真分析以及實際產品所用材料一致.為了防止等厚板焊接試樣在激光焊縫偏置試驗過程中產生偏心,在上、下板均焊上墊板,以保證焊接接頭受力均勻.標準接頭試樣形狀及尺寸如圖1所示.
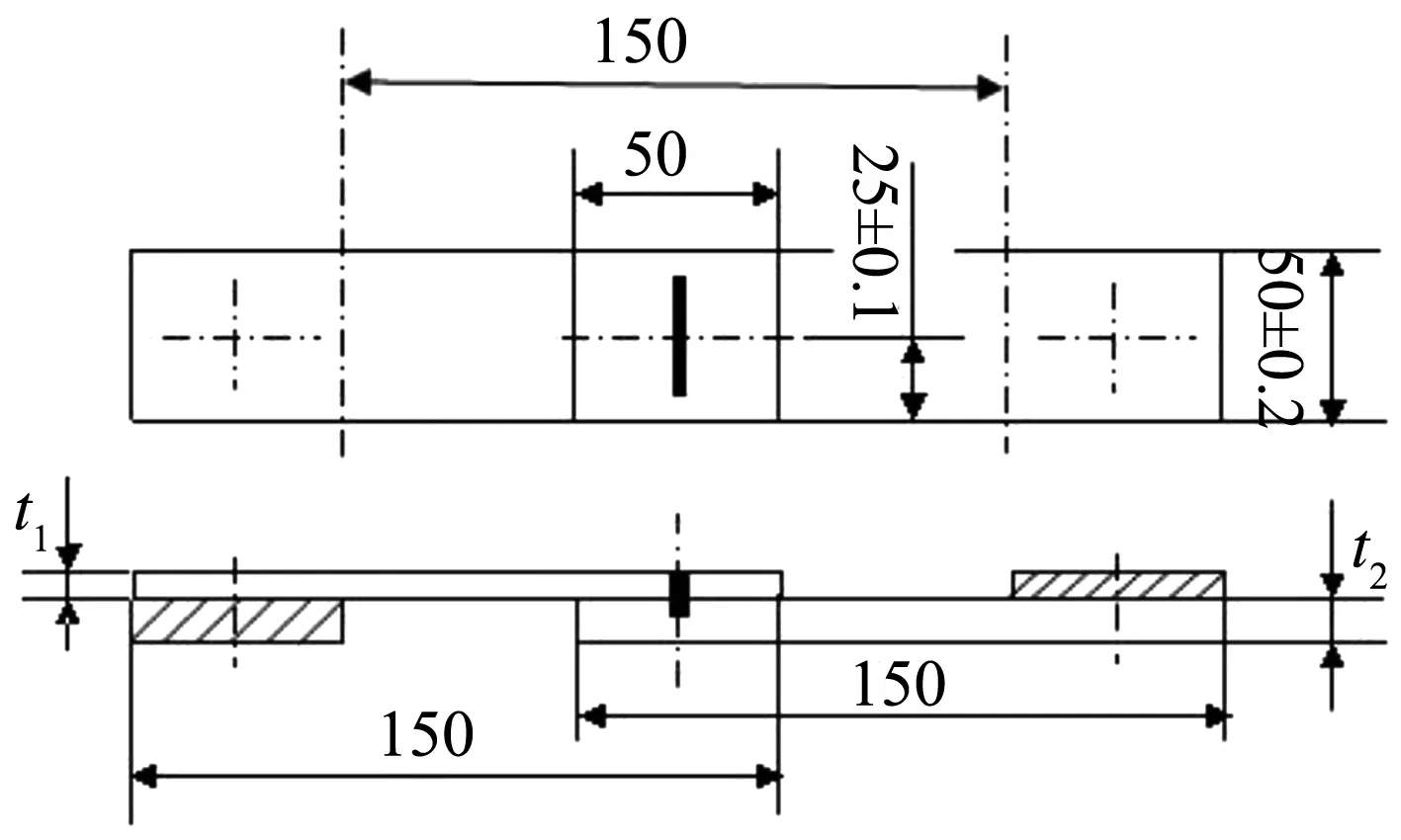
圖1 標準接頭試樣形狀及尺寸
激光焊縫長度可根據實際情況進行調整,且不同長度的焊接接頭強度也不一致,故在焊接試驗及后續的力學性能檢測時應明確焊縫長度,為了簡化試驗參數,采用的焊接參數如下:焊接功率為950 W;離焦量為0 mm;焊接速度為30 mm/s;焊縫長度分別為20、30、40、50 mm.進行了不同長度焊縫的焊接試驗,試驗中采用了0.6+2的板厚組合,即上板厚度t1為0.6 mm,下板厚度t2為2 mm.
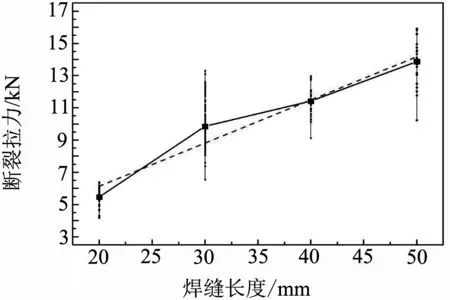
圖2 不同焊縫長度的拉伸試驗結果
焊接完成的接頭強度結果如圖2所示,對比不同長度焊縫的接頭力學性能可知,接頭力學性能隨焊縫長度的增加而增加,且具有比較好線性關系.
對上述數據進行直線擬合可得
F=0.2677L+0.78
(1)
式中,F為焊接接頭的斷裂拉力(kN),L為焊縫長度(mm).
上述擬合結果的R2為0.94,顯示出原始數據具有比較好的擬合特性.通過上述實驗驗證了焊接接頭的強度在一定范圍內與焊縫長度成正比,故可以采用某一固定的長度進行后續焊接試驗研究,以簡化試驗變量,減少實驗數據量.因此,在接下來的試驗中,選定30 mm長的焊縫進行研究,其他長度焊縫的斷裂拉力可通過擬合公式進行計算獲得.

圖3 激光焊對中與偏心對比試驗樣件
在試驗中發現激光焊接頭中心如果偏離加載力中心,測得的強度比對中時降低.為了檢驗仿真分析能否模擬出偏心造成的影響,進行了焊縫對中和偏心的對比試驗.試驗樣件的具體幾何參數見圖3.
2 激光焊有限元建模
借鑒點焊不銹鋼車體仿真分析方法,建立了激光焊有限元模型.首先,分別采用節點連續的梁單元(Beam)和殼單元(Shell)進行了對比建模,以確定最合理的激光焊單元形式.兩種網格有限元模型如圖4.在確定梁單元的直徑和殼單元的厚度時,依據的原則為:選定的激光焊焊縫中梁單元面積或殼單元面積與試驗測得的激光焊焊縫最小截面積相等.激光焊縫的長度為30 mm,最小寬度為0.4 mm.這樣能保證仿真分析的結果比真實情況偏保守.
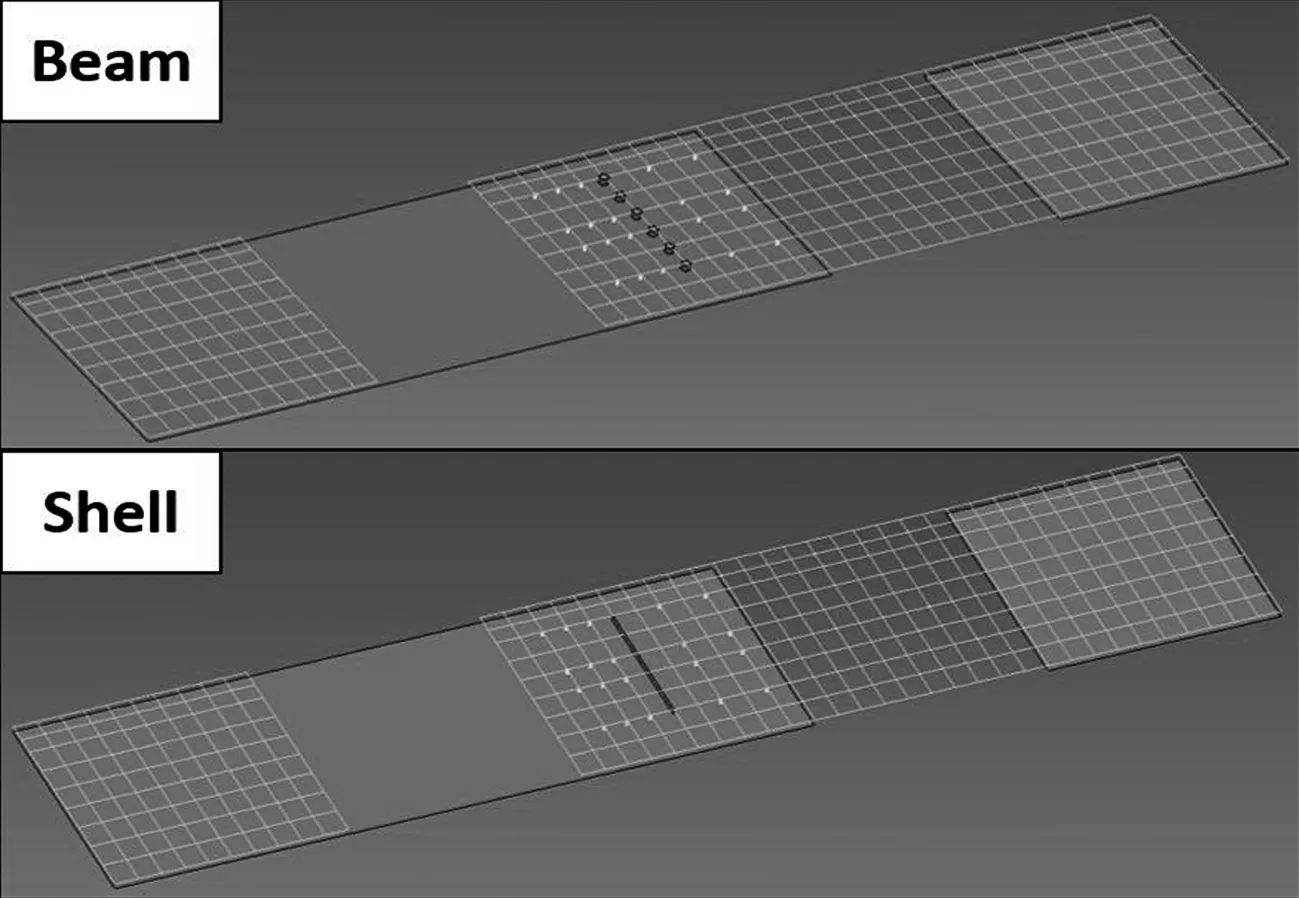
圖4 基于梁單元和殼單元建立的激光焊仿真模型
仿真分析采用0.6 mm+2 mm的板厚組合進行模擬,拉伸位移為0.606 mm.根據第二章所介紹的試驗方法,選取位移值為0.606 mm的數據三組,對應三組不同加載力值,取該三組數據平均值(7.725 kN)驗證有限元模型.仿真分析與試驗的對比結果將在第四節中介紹.
激光焊對中與偏心對比的有限元模型依據圖5所示參數建立.使用了6個梁單元模擬長度為50 mm的焊縫.圖5為激光焊中心偏離加載力中心的模型.
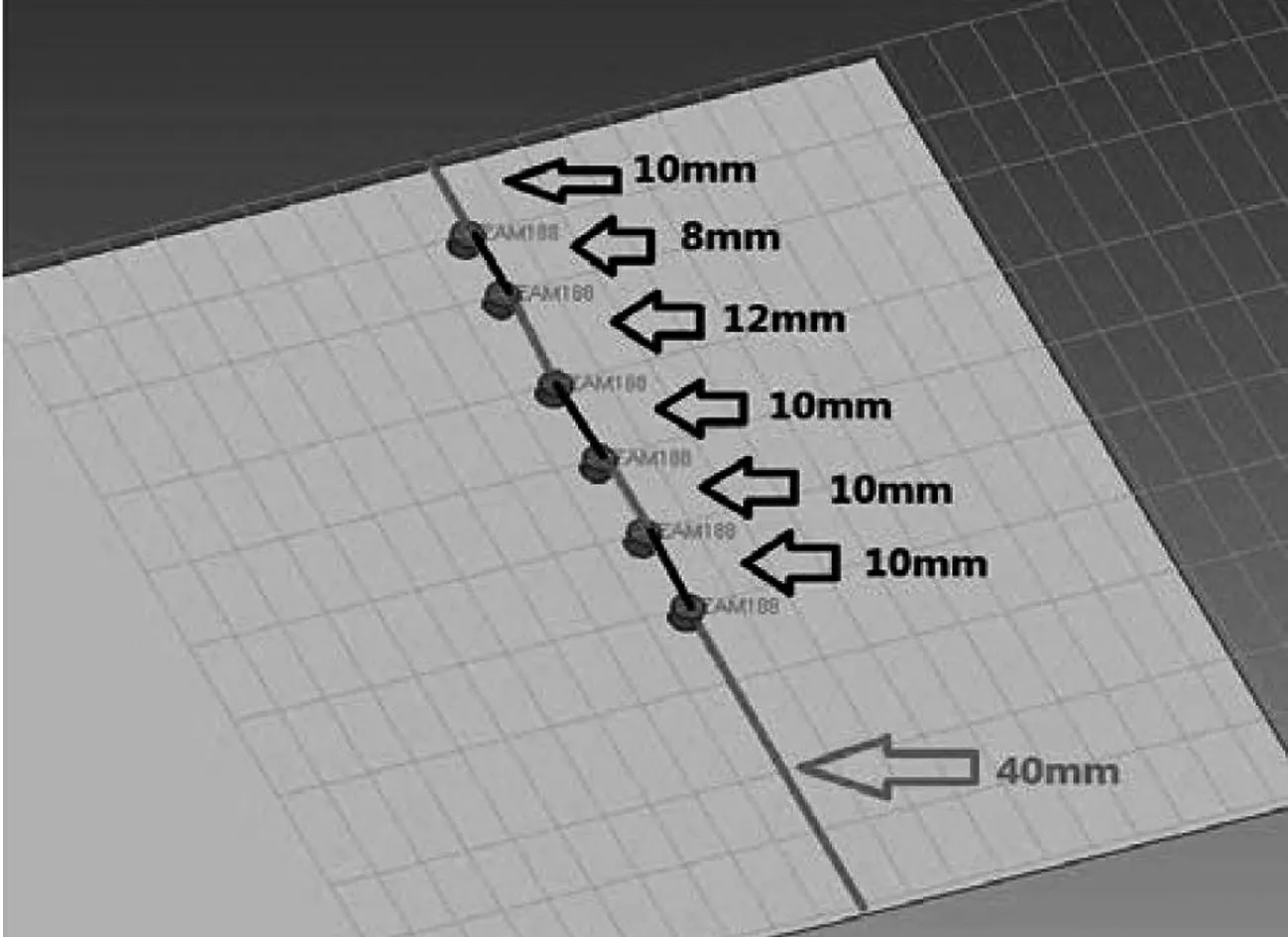
圖5 偏心激光焊有限元模型
3 仿真分析與試驗對比
激光焊樣件分析試驗均采用剪切力作為對比,圖6為0.6 mm+2 mm板厚組合連續梁單元與殼單元有限元分析結果對比.由結果可知,兩種方案變形趨勢基本一致.表1顯示的是各個單元的剪切力以及總剪切力.梁單元與殼單元模擬出的總剪切力(7 725 kN)非常接近,與試驗值的誤差均小于15%.考慮到整車大量激光焊焊縫,以及殼單元對網格質量要求較高,長寬比及翹曲度等參數都對分析結果有較大影響,確認采用連續梁單元模擬激光焊焊縫,根據網格密度不同,用3~6個梁單元模擬50 mm長度的激光焊焊縫.

圖6 激光焊梁單元和殼單元模擬結果云圖

表1 激光焊梁單元和殼單元模擬結果數值 kN
基于25個偏心焊接樣件和36個對中焊接樣件的試驗結果表明,對中焊接強度明顯高于偏心焊接強度,見圖7.對中焊接的平均強度為32.3 kN,而偏心焊接的平均強度僅為22.5 kN.相比于對中焊接,偏心焊接偏移量為15 mm,而強度下降約30%.偏心焊接總強度降低主要是由于力的不均勻分布造成.焊縫單位長度所能承受的拉力是一定的,由于偏心,遠離加載力中心的區域受力下降,導致整體承力能力下降.有限元仿真分析結果很好地復現了該差異,見圖8.仿真分析結果顯示,對中焊接的平均強度為32.7 kN,而偏心焊接的平均強度僅為22.5 kN.仿真分析與試驗結果的差異在1.5%以內,充分驗證了有限元模型可以準確模擬載荷力與焊縫不對中所帶來的影響,從而為整車復雜受力下的激光焊強度評估提供有力的支撐.
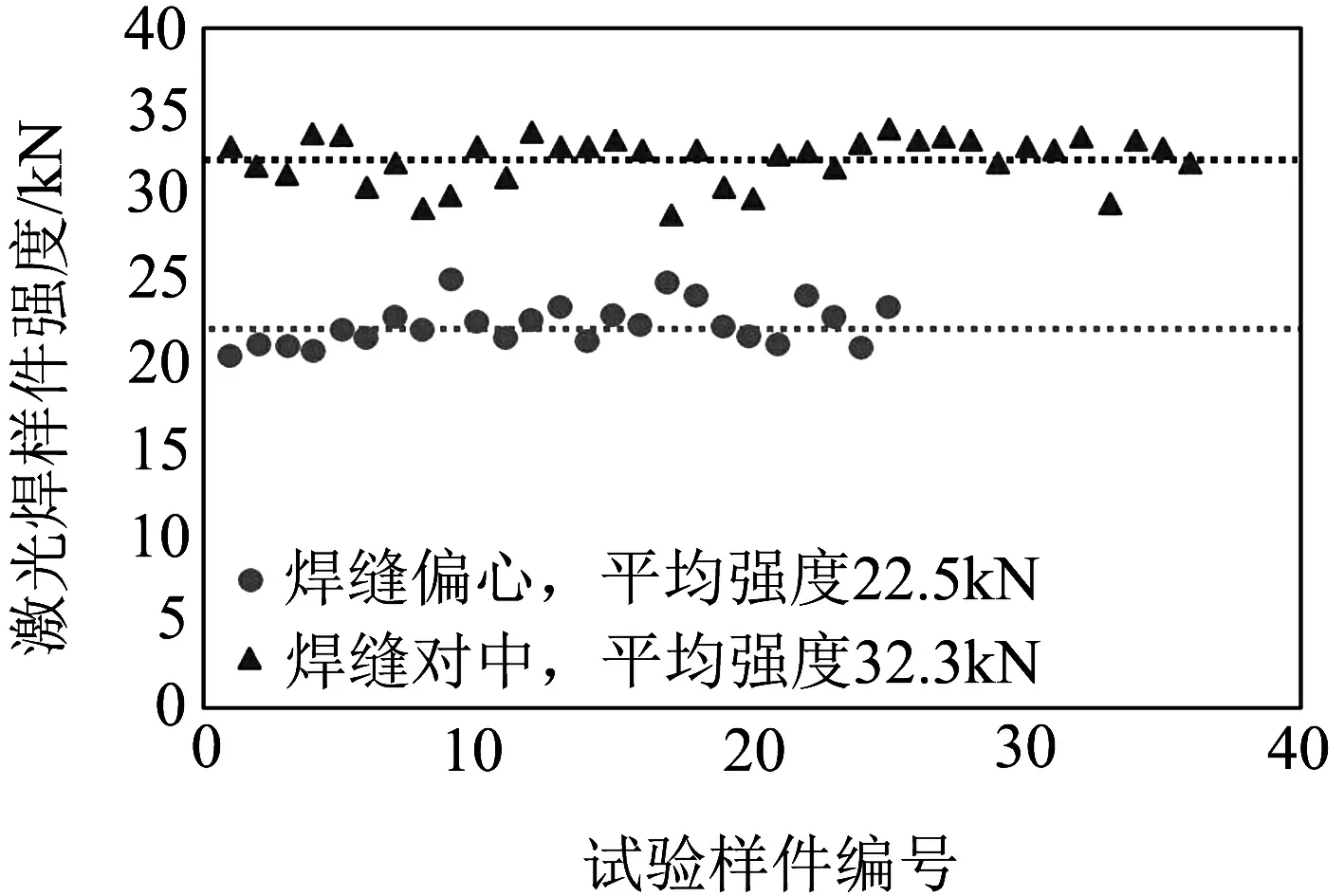
圖7 激光焊對中與偏心對比試驗結果
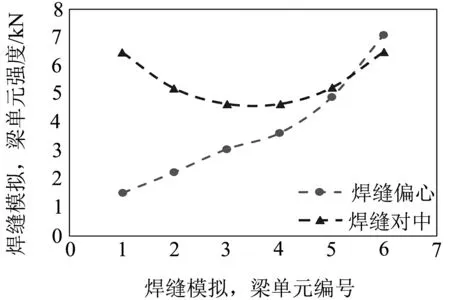
圖8 激光焊對中與偏心對比試驗樣件
4 整車激光焊評估方法
軌道交通車輛整車有限元仿真分析模型包含多種焊接方法.參照點焊不銹鋼車體仿真分析方法,對不銹鋼板、點焊、縫焊、塞焊采用殼單元和梁單元組合方式進行等效模擬.針對激光焊局部焊接接頭形式,依據焊接接頭試驗數據,建立試驗樣件仿真分析模型進行等效模擬,確定合理激光焊焊接接頭等效模擬方法.
整車激光焊強度評估首先根據設定的強度工況,對激光焊縫進行初始評估,計算每個工況下的激光焊梁單元的合成剪切力值,根據許用力值F1對每個梁單元進行評估,過濾滿足要求的激光焊縫,對不滿足要求的激光焊縫進行詳細評估.
其中,F1為梁單元許用力值,FLength為激光焊單位長度許用力值,LALL為激光焊長度,λ為網格不平均系數,n為梁單元最大個數;
將初始評估不滿足要求的激光焊梁單元進行整理,在FEA模型中找到相關位置,測量每個梁單元在激光焊長度方向的占比,得到梁單元有效長度,根據許用力值F2對梁單元二次評估.
F2=FLength×L
其中,F2為梁單元許用力值,L為梁單元有效長度;當詳細評估激光焊也不滿足要求是需要對結構進行優化.
整車激光焊疲勞評估與強度評估類似,具體方法如下:第一步,應用各方向疲勞組合工況來進行模擬分析,得到合成工況下梁單元模擬的激光焊焊縫的剪切力列表;第二步,找到剪切力最大值所在焊縫(3~6個梁單元組成的該道激光焊焊縫),依次找出該焊縫所有梁單元剪切力力值,根據存活率99%的疲勞許用力值對每個梁單元進行評估,當一組激光焊長度梁單元個數不同時,以最多梁單元個數進行求解許用疲勞評估值;第三步,根據激光焊梁單元的占比長度對激光焊進行二次評估,不同板厚組合用不同數據評估.當二次評估激光焊也不滿足疲勞要求時,查看每個工況下梁單元的軸向力,當軸向力受壓時對激光焊局部局域進行接觸分析,考慮結構接觸剛度及摩擦,當軸向力受拉時需對結構進行優化.
車體試驗數采系統共接入75個應變花和165個單向片,其余通道接入位移計及荷重傳感器等.將有限元結果與試驗原始數據對比,根據技術要求,對應力利用率小于15%不考慮,利用率介于15%到25%之間且誤差小于15%的測點不考慮,形成分析試驗對比圖,參見圖9,對比發現,多數點的仿真分析結果與測試結果具有較好的一致性,誤差在技術要求范圍內,證明了計算結果的可靠性.
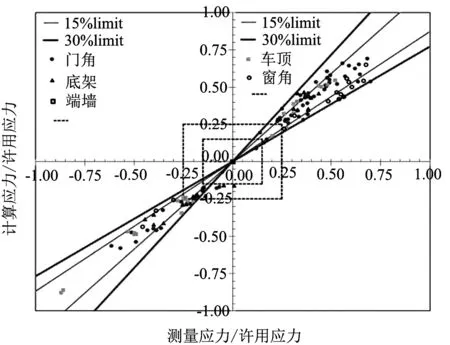
圖9 試驗應力對比圖
5 結論
針對軌道車輛激光焊分析方法,在進行有限元建模時采用梁單元或殼單元均能很好地模擬激光焊縫的受力情況,但是使用梁單元進行模擬可以提高建模和計算的效率.激光焊縫的長度與強度呈線性關系.對于特定的板厚組合,在獲得某個長度激光焊強度之后,其他長度焊縫的斷裂拉力可通過擬合公式進行計算獲得.盡管個別梁單元的模擬與激光焊縫的實際受力情況可能存在誤差,但是對整個激光焊縫涉及的所有梁單元進行求和算得的總強度與試驗數據吻合程度高,適合整車按照整個激光焊縫強度進行評估的工況.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
