高壓腔精細加工及其在納米CeO2 壓致相變中的應用
2021-12-14 07:15:54李海燕
實驗室研究與探索 2021年10期
關鍵詞:實驗
劉 然,李海燕
(吉林大學超硬材料國家重點實驗室,長春 130012)
0 引言
壓力,獨立于溫度、組分,是目前合成新物質的有效技術手段[1-5]。更為重要的是,在百萬大氣壓以上超高壓條件下,材料的相變將變得極為豐富,可以得到多種具有優良理化性質的新材料[6-10],如:具有臭雞蛋氣味的硫化氫H2S氣體在200 GPa高壓下會形成H3S相,這種新奇的H3S 結構具有令人震驚的極高的超導轉變溫度——203 K,開創了高溫超導新思路[7];單質鐵Fe與氮氣N2在106 GPa 高壓下經激光加熱處理,能夠形成包含聚合氮鏈[]n的FeN4聚合結構[8]。高壓腔體作為壓力承載的主體,其微加工成型技術是保證壓力產生的關鍵。超高壓實驗中,為了產生100 GPa以上的超高壓,采用的壓砧直徑通常不大于200 μm,這要求高壓腔體的直徑必須在70 μm 以下[10]。同時,為了避免超高壓加載過程中高壓腔體畸變甚至破裂,對其邊緣平滑度以及曲率半徑均勻度提出了更為嚴苛的要求。目前,現有的高壓腔體加工成型技術通常采用機械式硬質合金探針鉆孔技術,加工出的高壓腔體直徑通常大于100 μm,且邊緣粗糙,同時,在手工清理高壓腔邊緣殘留金屬屑的過程中極易將其引入高壓腔,導致封裝樣品時引入雜質,嚴重干擾信號檢測,難以滿足百萬大氣壓以上超高壓實驗要求[11-12]。實驗技術的創新開發能夠有力地支撐科學研究的發展[13-16]。同樣,在高壓實驗驗研究中,人們也開發出了新型的顯微激光樣品腔成型技術,用于超高壓樣品腔制備[17]。但是,這種方法主要針對非金屬超硬氮化硼BN復合高壓腔材料的樣品腔成型加工,且加工成本高昂。因此,對于金屬封墊材料,發展簡易的、低成本新型超高壓腔體微加工技術,滿足百萬大氣壓以上超高壓實驗需求,是目前亟待解決的關鍵技術難題。
尖端放電燒蝕技術能夠通過非接觸式燒蝕將電極形狀復制至工件,避免了機械加工應力對器件造成的形變破壞,因此適用于微小器件精細加工,在工業生產中,尤其是精密微加工行業有著廣泛的應用[18-20]。本文將尖端放電燒蝕技術原理引入到金屬高壓腔精細加工研究中,開發了適用于金屬高壓腔精細加工的非機械式尖端放電燒蝕技術。
1 超高壓腔體的精細加工技術
1.1 機械系統設計
非機械式尖端放電燒蝕技術能夠將放電電極形狀復制至工件,因此,為了能夠制備出直徑70 μm 以下的高質量高壓腔,需要使用直徑小于70 μm 的極細圓柱形銅或鎢材料作為加工工具電極。極細的外徑導致電極剛性極弱,過量進給容易造成電極形變,導致加工失敗[18]。為了避免這種情況發生,本文設計了一種半聯動精密微量進給機構,保證了進給驅動力小于放電電極屈服強度,避免了電極形變造成的加工失敗,其原理如圖1 所示。電動機經過減速機構帶動驅動輪轉動,驅動輪使用柔性材料壓緊在電極直線運動部件上,利用摩擦力帶動直線部件運動,通過調節驅動輪對直線部件施加的壓緊力,改變驅動摩擦力,使摩擦驅動力小于電極屈服強度。這樣,一旦發生電極斷路過量進給的情況,由于電極屈服強度高于驅動力,將不會被驅動機構擠壓變形,保證了電極的精密形狀,確保了加工的精度。
另外,在機械系統中,還設計了光柵尺,用于監測電極位置,判斷加工過程;設計了二維精密位移機構,調整工具電極對準預壓壓痕中心,如圖1 所示。
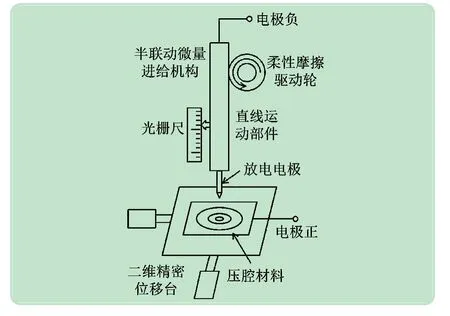
圖1 非機械式尖端放電燒蝕系統機械設計原理圖
1.2 電路設計
非機械式尖端放電燒蝕技術按照電極極性連接分為正極性加工(工件接放電正極)與負極性加工(工件接放電負極)。在正極性加工中,完成燒蝕作用的是高速運動的電子,單次放電燒蝕量小、加工速度慢,但具有工具電極損耗小、加工精度高的優點;而負極性加工的加工速度快,但是工具電極損耗相對較高,加工精度相對較低。本系統由于需要極高的樣品腔精細成型加工精度,因此選用正極性加工,即封墊材料連接正極,工具電極連接負極。由于加工過程中材料去除量極少,加工時間仍然在可接受范圍內。系統的電路拓撲如圖2 所示。
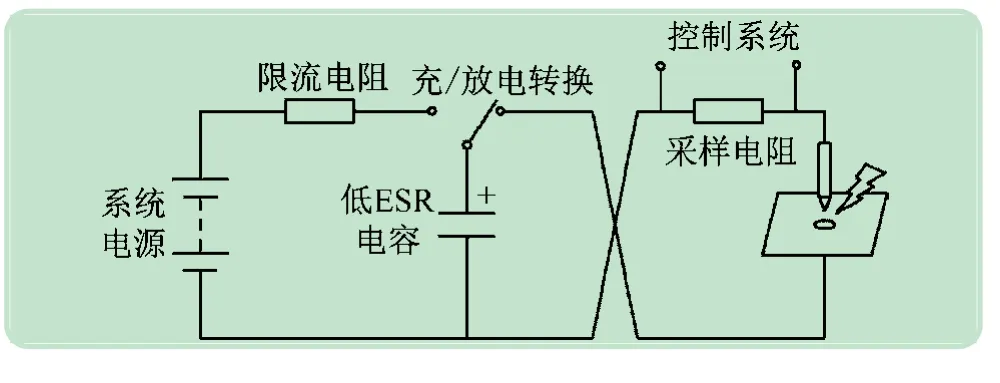
圖2 非機械式尖端放電燒蝕系統電路拓撲結構
實際電路中,系統間隙電壓選擇為60 V,放電燒蝕時,擊穿電壓迅速下降到火花維持電壓(一般約為20~30 V),電流則迅速升高。通過IGBT 控制電容充放電狀態,控制燒蝕功率、能量;通過對放電電流進行采樣,監測放電間隙及燒蝕狀態。
1.3 控制系統設計
非機械式尖端放電燒蝕技術加工過程控制的關鍵是加工過程中放電間隙的保持。由于燒蝕過程中放電間隙逐漸變大,如進給不足,將導致無法產生絕緣介質擊穿,加工停止;反之,如果進給過量,將發生工具電極與封墊材料短路,同樣無法產生尖端放電。為了能夠在加工過程中動態監測并自動控制調整放電間隙,本文采用了電流采樣,結合低通濾波(LPF)技術,對放電電流進行檢測,實時反映放電狀態,閉環控制放電間隙,具體方案如下。
放電電流采樣電阻串聯于放電電路中,通過電阻兩端的電壓反映放電電流,采樣后的電壓經緩沖放大、極性轉換等信號調理后通過低通濾波器,獲得準直流電壓,該電壓經模/數轉換(A/D)送至單片機(MCU)中,設置合理檢測容限,根據電壓判斷放電狀態,控制進給電動機動作,如圖3 所示。在放電間隙過大,無法擊穿絕緣介質時,采樣電壓接近0 V,單片機控制進給電機正轉,正向進給工具電極,使工具電極接近工件,減小放電間隙;當進給過量,電極短路時,電壓接近系統電壓60 V,單片機控制進給電機逆轉,使工具電極退回,增大放電間隙。此控制過程在加工過程中循環反復,動態控制放電間隙,使加工過程可靠進行。
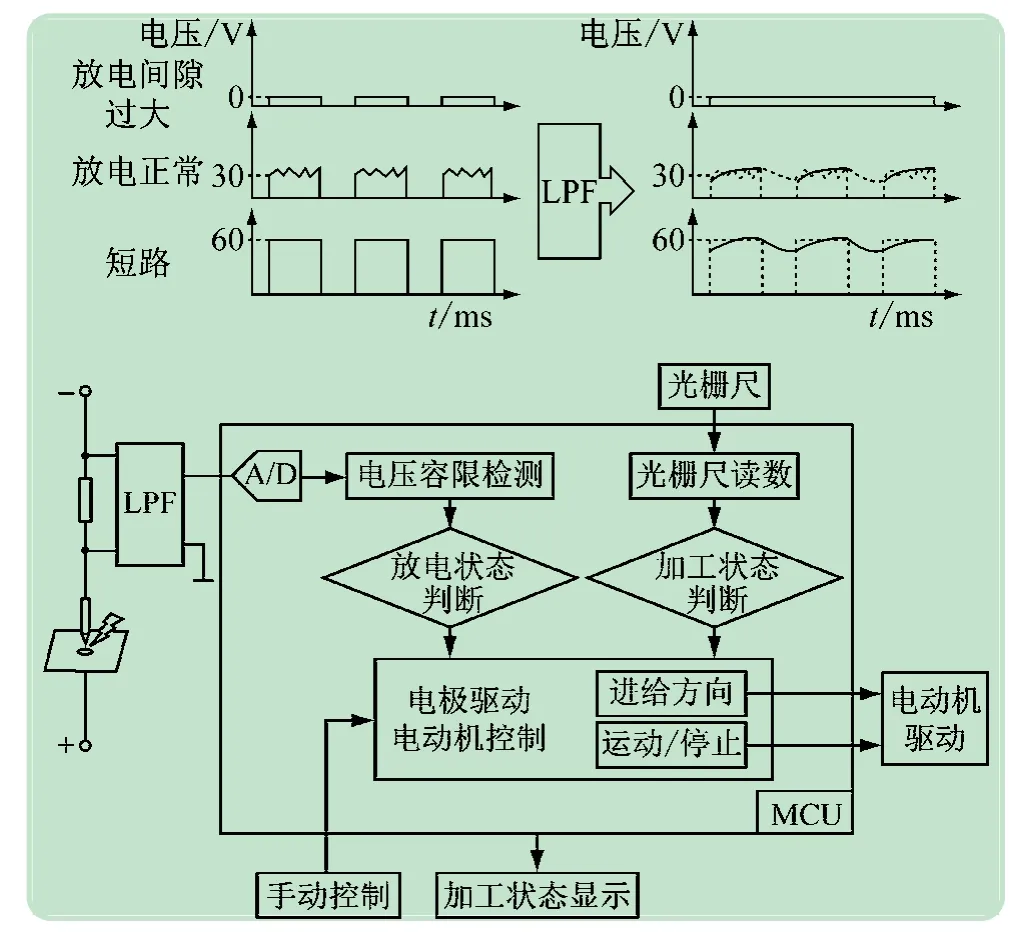
圖3 非機械式尖端放電燒蝕系統控制流程
1.4 光學系統設計
在壓力加載實驗中,為了保證腔體應力分布均勻,在超高壓腔體精細加工過程中,壓腔的成型位置需要精密對準預壓的壓痕中心,這需要系統具備顯微觀測系統及精密位移系統以完成對準。由于封墊材料的正上方位置被工具電極占據,因此光學顯微系統只能從傾斜方向觀測。由于光學成像原理,傾斜布置的光路在光軸方向會存在視差,無法判斷工具與工件的真實相對位置。為了避免視差,在系統中設計了旋轉對準結構,見圖4。調整封墊材料與工具電極之間的相對位置,需要兩個運動自由度,調整時,分別將二維精密位移機構的兩個正交運動軸旋轉至不產生視差的弧矢平面,獨立調節,完成工具電極與封墊材料壓痕對準。這種精密調節裝置保證了成型的高壓腔與金剛石壓砧同軸,有效減小百萬大氣壓以上超高壓實驗中高壓腔內的壓力梯度,實現超高壓安全加載。

圖4 旋轉對準調節裝置
1.5 非機械式尖端放電燒蝕加工參數確定
為了保證尖端放電燒蝕加工過程正常地進行,需要針對不同的高壓腔材料(T301 鋼、金屬錸箔、金屬鎢箔等)探索合適的加工參數,如放電功率、放電能量等。同時,為了在放電過程之后保證絕緣介質消電離,還需對兩次脈沖放電之間的脈沖間隔時間進行一次性調整。針對現有的高壓腔材料,研究了非機械式尖端放電燒蝕技術對加工效率、加工精度的影響,確定適用于不同金屬材質、不同厚度高壓腔成型的最佳燒蝕功率為0.02~0.8 W,放電能量在0.05~20 μJ 等技術條件。

圖5 非機械式尖端放電燒蝕加工裝置實物照片
1.6 超高壓腔體加工成型
選取以往高壓實驗中通常使用的金屬Re 箔作為封墊材料,利用對稱型金剛石對頂砧作為壓力產生裝置(壓砧直徑200 μm)在厚度為250 μm的Re箔上預壓,壓痕厚度40 μm,直徑200 μm。利用非機械式尖端放電燒蝕技術,選取0.8 W 的燒蝕功率,在壓痕中心成型出直徑為60 μm 的圓形孔洞,即為高壓腔,如圖6,高壓腔邊緣平滑,內部沒有殘留的金屬屑。
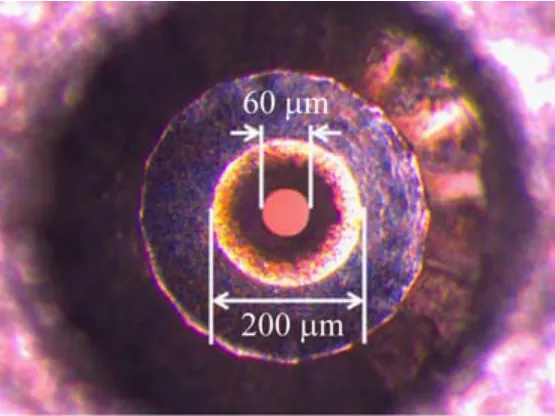
圖6 金屬Re高壓腔實物照片
2 金屬高壓腔在納米CeO2 超高壓結構相變中的應用
2.1 實驗過程
利用對稱型金剛石對頂砧產生高壓,壓砧砧面直徑為200 μm,金屬Re 作為封墊材料。首先利用對頂砧在Re 封墊上成型一個厚度為40 μm,直徑為200 μm的壓痕;然后采用上述實驗技術在壓痕中心精細加工一個直徑60 μm的圓形孔洞作為高壓腔;接下來將加工后的Re 高壓腔復位到金剛石對頂砧中,在壓腔內填充平均粒徑尺寸為15 nm的CeO2納米材料,壓縮封裝氖Ne氣作為傳壓介質。
利用高壓原位同步輻射X 光衍射技術(XRD)研究了納米CeO2高壓結構相變行為,本次XRD 實驗是在中科院北京高能物理研究所同步輻射高壓站完成。實驗中采用MAR165CCDdetector 收集衍射圖像,曝光時間為300 s。使用FIT2D 軟件處理二維衍射環進而生成衍射強度譜圖。采用JADE、Origin 軟件及GSAS軟件對實驗數據進行全譜擬合與結構精修。
利用顯微共聚焦高壓原位拉曼光譜儀(Horiba Jobin-Yvon,LabRAM HR Evolution)測定金剛石壓砧的拉曼光譜,激發光波長為473 nm。使用Origin 軟件對拉曼光譜的曲線進行求導,依據金剛石壓砧拉曼散射的一階導數峰位置隨壓力變化的經驗公式確定高壓腔內的壓力值,經驗公式如下[21]:

式中:A=547 GPa;B=3.75;Δω為高壓下金剛石壓砧拉曼頻移;ω0為常壓下金剛石壓砧拉曼頻移,本實驗中實測的ω0=1 336 cm-1。
2.2 結果與討論
圖7 給出了不同壓力條件下納米CeO2的高壓原位XRD譜。從圖中可以看出,壓力為7.3 GPa 時,納米CeO2保持常壓相不變,為立方螢石型結構,對稱群為,晶格參數ɑ=0.535 3(7)nm(JCPDS NO.81-0792)。提高壓力至81.5 GPa時,開始出現全新的衍射峰(帶*的衍射峰),表明在此壓力條件下納米CeO2開始發生結構相變。與以往文獻報道比較可知,新出現的衍射峰屬于α-PbCl2結構CeO2的衍射峰,對稱群Pnam,其衍射晶面為(120)[22]。壓力達到114.3 GPa時(壓力標定譜見圖8),屬于常壓相立方螢石型結構CeO2的衍射峰全部消失,表明在此壓力下納米CeO2完全相變成α-PbCl2結構。這是首次在實驗上獲得純相α-PbCl2型納米CeO2。整個加壓過程中金屬Re高壓腔沒有破裂,具有良好的機械穩定性,為材料的100 GPa以上超高壓實驗研究提供了可靠的實驗技術支撐。
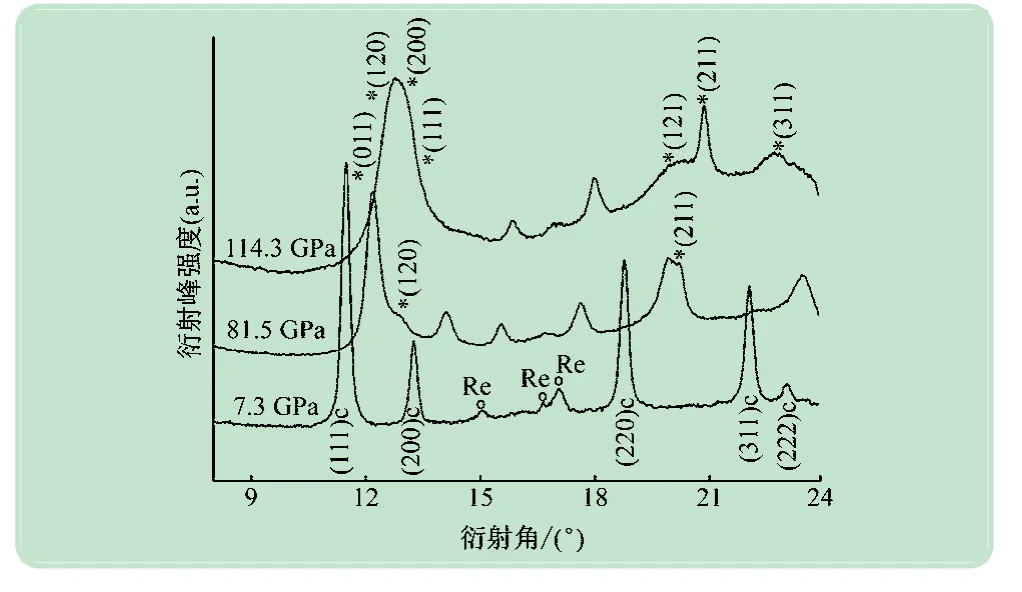
圖7 CeO2 高壓原位升壓XRD譜
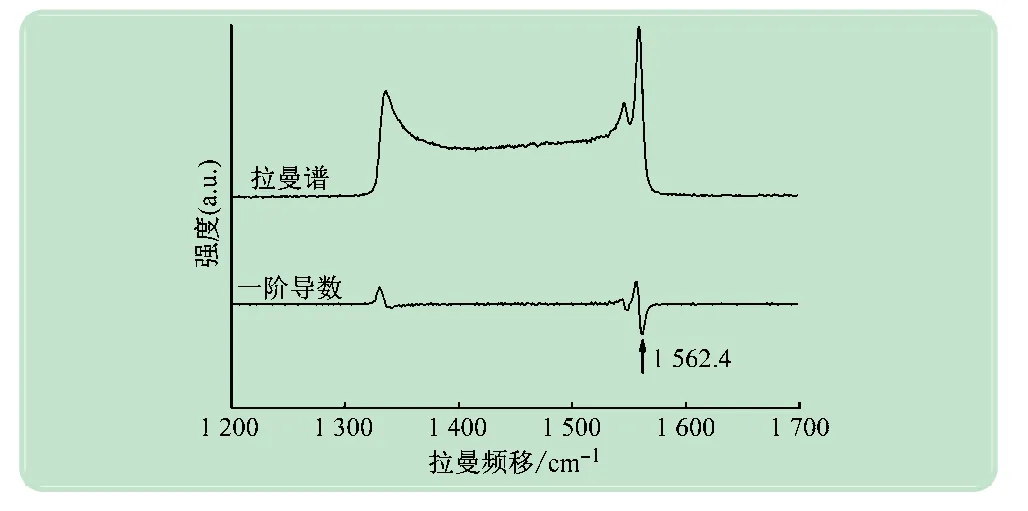
圖8 114.3 GPa壓力下金剛石壓力標定拉曼譜
3 結語
本文基于尖端放電燒蝕原理,結合高壓腔加工中的實際需求,設計并搭建了全新的機械系統、電路系統、控制系統、光學系統等,開發出適用于金屬高壓腔精細加工非機械式尖端放電燒蝕技術。針對錸箔等金屬高壓封墊材料,確定了加工的放電電極材料、放電功率、能量等加工參數,制備出直徑60 μm、邊緣平滑、內部無殘留的高質量金屬Re 高壓腔。利用該金屬Re高壓腔研究了100 GPa 超高壓條件下納米CeO2結構相變行為。研究發現,納米CeO2在0~114.3 GPa 壓力區間發生了結構相變,獲得了其壓致相變規律;在114.3GPa的超高壓條件下金屬Re高壓腔具有良好的機械穩定性。以上結果表明,本文所開發的金屬高壓腔精細加工技術,操作簡易、成本低廉,能夠成功制備出<70 μm的高質量高壓腔,并應用于100 GPa 以上超高壓實驗研究中,為材料在100 GPa 以上超高壓實驗研究提供了重要技術支撐。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55