350 MW機組汽動給水泵出力不足的分析與處理
2021-12-16 02:23:00李曉鵬桂景海
冶金動力 2021年6期
關鍵詞:汽輪機
田 平,李曉鵬,桂景海
(酒鋼集團宏晟電熱有限責任公司,甘肅嘉峪關 735100)
前言
某4×350 MW 電廠,每臺機組的高壓給水系統采用2×50%BMCR(鍋爐最大出力工況)的汽動給水泵組,兩臺機組共用1×50%BMCR 的電動調速給水泵組。給水泵汽輪機在鍋爐BMCR 工況,采用雙機并聯運行,當給水泵單臺運行時,給水泵汽輪機能隨給水泵超負荷運行,供給鍋爐60%THA 給水量。其汽動給水泵組由給水泵汽輪機、給水泵組成,其中,給水泵汽輪機采用NK50/56 型、單缸、單流、單軸、反動、純凝汽式給水泵汽輪機,給水泵采用HPT200-330M-6S型、節能多級清水離心泵。
按照設計說明,給水泵汽輪機采用3 路汽源驅動,其中正常運行汽源為主汽輪機四級抽汽,可接帶30%~120%THA 負荷,備用低負荷汽源為輔助蒸汽,可接帶0%~50%THA 負荷,為啟動調試用汽,備用高壓汽源為低溫再熱蒸汽(主機高壓缸排汽),3種汽源間切換為無擾切換。3 種汽源運行參數見表1。
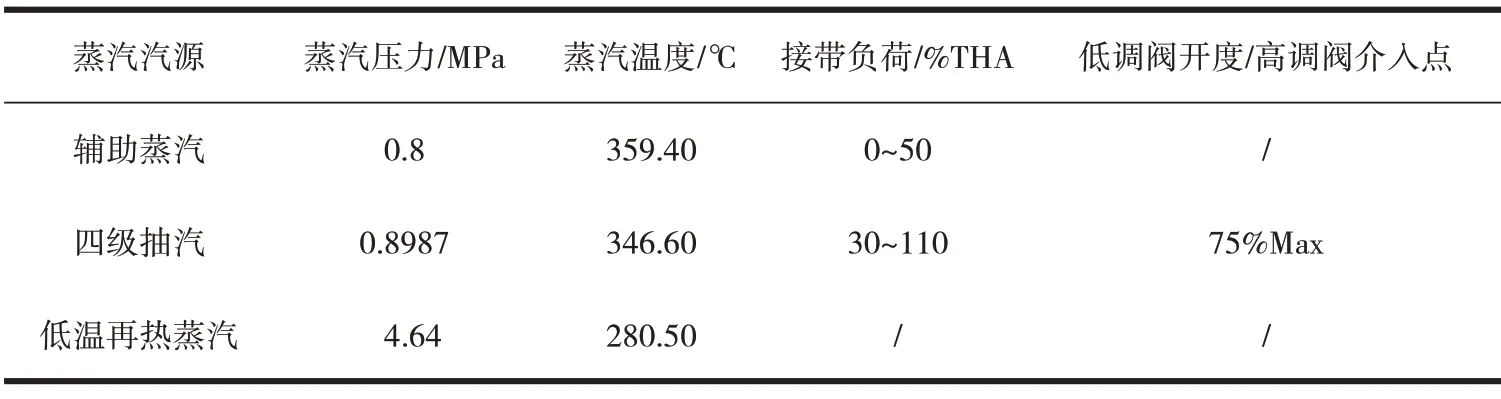
表1 汽源運行參數
2018 年6 月起,給水泵汽輪機性能劣化趨勢明顯,在機組負荷75%以上時,給水泵汽輪機進汽壓力高于1 MPa,進汽溫度低于290 ℃,低調閥開度95%以上,且進汽壓力與溫度連續波動,根據汽源參數判斷,均存在低溫再熱蒸汽汽源頻繁介入,造成給水泵汽輪機出力不足。檢修人員按照常規檢修工藝,對給水泵汽輪機進行了汽封間隙調整、零部套清掃,并對給水泵芯包進行了返廠維修,但仍未解決。
1 汽動給水泵出力不足原因確認
通過對該廠給水泵汽輪機低溫再熱蒸汽頻繁介入、給水泵汽輪機出力不足的問題進行分析,排除常規檢修工藝問題,主要有以下三點原因。
1.1 給水泵汽輪機低調閥重疊度偏差,造成低調閥開度大[1]
按照給水泵汽輪機低調閥設計說明,其設計有5 個閥芯,由扁擔同時上、下操作,根據閥芯的門桿長度,自行控制閥門開啟點與行程,設計行程與低調閥結構見圖1。
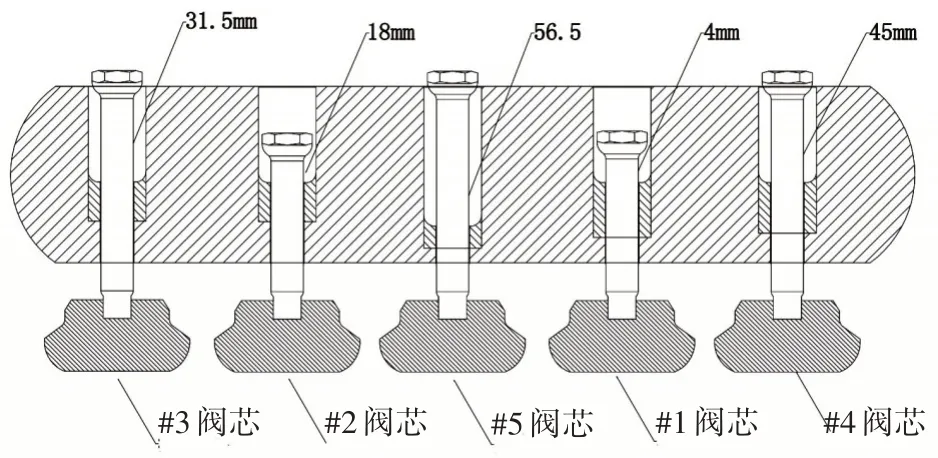
圖1 低調閥重疊度
通過對低調閥進行解體、測量發現,因長期運行中,蒸汽吹損、機械摩擦、螺距松動,造成各門桿行程增加,見圖2。

圖2 門桿行程
表2為該廠#1機組A 給水泵汽輪機低調閥測量數據,從數據中可知,因低調閥各門桿行程增加,造成低調閥開度變大。以#1 門頭為例,原設計在低調閥開至4 mm 時,#1 門頭開啟,因#1 門頭行程增加,造成了在低調閥開至6 mm 時,#1 門頭才開啟,其他#2至#5門頭同理,導致低調閥需提高開度才能使給水泵汽輪機獲得原設計的蒸汽壓力與流量。
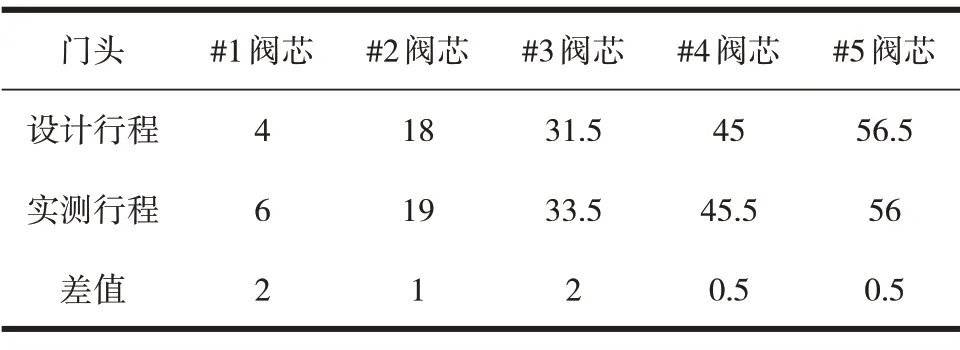
表2 #1機組A給水泵汽輪機低調閥測量數據 單位:mm
1.2 汽動給水泵進汽逆止閥閥瓣掉落
如圖3所示,汽動給水泵進汽管道由四級抽汽、低溫再熱、輔助蒸汽三路汽源接帶,正常運行期間,通過關閉電動閥門、投入連鎖操作,隔斷低溫再熱、輔助蒸汽汽源,僅由四級抽汽汽源接帶,在四級抽汽汽源不足以接帶負荷時,自動投入低溫再熱汽源。由于在運行過程中,需結合目前新能源消納要求,隨著機組負荷變動而調整給水流量,汽動給水泵的轉速需不斷進行調整,進汽參數隨之變動,四級抽汽的逆止門閥瓣會因氣流量變化而不斷擺動,造成閥瓣的門軸長期頻繁磨擦而磨損,最終造成斷裂導致閥瓣掉落。

圖3 進汽系統與汽源反竄
因四級抽汽至A 汽動給水泵逆止門閥瓣掉落,造成四級抽汽至A 給水泵汽輪機汽源堵塞,汽源不足,低溫再熱汽源至A汽動給水泵汽源投入,并且由于低溫再熱汽源壓力大于四級抽汽汽源,通過四級抽汽至A 汽動給水泵逆止門反竄至B 汽動給水泵,導致A 汽動給水泵低調閥開度大、低溫再熱汽源介入,同時B汽動給水泵四級抽汽汽源增加,此問題造成:A 汽動給水泵出力不足,B 汽動給水泵出力增加,A、B汽動給水泵進汽溫度同時下降[2]。
1.3 汽動給水泵內汽封體變形錯位
經對汽動給水泵進行揭缸檢修發現,汽動給水泵室內存在零星濾網碎片、螺桿、螺帽等雜物,對進汽通道造成少量堵塞,同時,內汽封總成(平衡活塞汽封)動、靜葉汽封全部磨損斷裂,且磨損、斷裂嚴重,造成汽封間隙變大,導致汽耗偏高。
按照設計說明要求,平衡活塞汽封間隙要求為:動齒單邊0.65 mm~0.92 mm,靜齒單邊0.85 mm~1.12 mm。參考汽輪機汽封間隙要求,此間隙相對較大,判斷汽封齒磨損的原因與轉子對汽缸洼窩中心無關,通過對內汽封體進行上、下半進行合體、空扣外缸檢查發現,平衡活塞汽封體上、下半有明顯錯位,造成動、靜部位發生磨擦,導致汽封齒在高速旋轉下出現破損。見圖4。
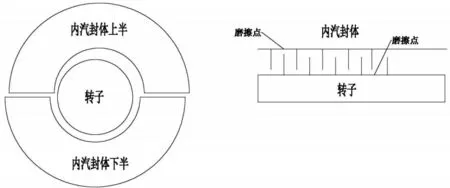
圖4 汽封錯位
2 汽動給水泵出力不足解決對策及實施
通過對該廠汽動給水泵低溫再熱蒸汽汽源頻繁介入、汽動給水泵出力不足的問題原因進行分析后,得出結論,造成汽動給水泵出力不足的主要原因是:汽動給水泵低調閥重疊度偏差,進汽管道逆止門閥瓣掉落汽源反竄,內汽封體變形。以上問題造成了進汽量不足、汽耗量增大,解決以上問題的根本為:恢復低調閥原設計重疊度、修復進汽系統閥門、消除汽封體變形。
2.1 低調閥重疊度偏差大的解決方案
考慮到低調閥在制造中的復雜工藝與經濟因素,排除對門桿、門頭進行加工的方式,采取現場手工鉆取門頭與門桿的定位銷(定位銷見圖2),重新定位后,鉆孔裝配定位銷的方式進行調整,對給水泵汽輪機低調閥#1~#5 門頭進行行程測量,按照設計要求重新定位。
2.2 進汽管道逆止門閥瓣掉落的解決方案
此問題解決工藝為常規閥門檢修工藝,現場采取提高銷軸材質(建議采取汽輪機報廢螺栓,其材質硬度較高)方式對逆止門銷軸進行高材質替換,或者整體更換高一等級逆至門的方式解決此問題,并定期對逆至門進行檢查。
2.3 內汽封體錯位的解決方案
通過對內汽封體上、下半把合,單獨裝配至給水泵汽輪機下缸內,采用汽輪機安裝工藝,洼窩中心拉鋼絲,利用內徑千分尺多點測量,記錄、計算徑向錯位量,根據變形量計算與調整,見圖5。洼窩鋼絲安裝后,測量前、后洼窩鋼絲中心,將前、后洼窩處的鋼絲調整至A=B=C;鋼絲拉設并調整好后,利用鋼絲測量內汽封體上、下半的中心A1、A2、B1、B2、C1、C2,并調整至A1=A2,B1=B2,C1=C2,其中A1 與A2、B1 與B2 的調整,通過以內汽封體下半為基準,左右移動上半的方式進行調整,移動量按照(A1-A2)/2 與(B1-B2)/2 的計算結果為依據綜合考慮,哪邊小向哪邊移動,C1 與C2 的調整,通過加減內汽封體水平中分面的調整墊片的方式進行調整;調整完成后,以內汽封體下半左右兩側定位銷孔為基準,重新鉆配上半銷孔,再對磨損汽封齒進行拆卸、更換,調整間隙。

圖5 汽封體調整
3 實施效果
2020年10月份,對#1機組A、B 給水泵汽輪機實施上述方案,再按照常規檢修工藝進行回裝、聯軸器連接等工作。
在機組正常運行后進行檢修前后數據收集對比,檢修前330 MW 工況下,A 給水泵汽輪機低調閥開度95%,B 給水泵汽輪機80%,冷段汽源介入,進氣壓力1.1 MPa,溫度280 ℃,檢修后負荷330 MW時,A、B 給水泵汽輪機低調閥開度均60%左右,進氣壓力0.8 MPa,溫度340 ℃,冷段汽源未介入,給水泵汽輪機低溫再熱蒸汽汽源頻繁介入、給水泵汽輪機出力不足的問題得到解決。對比數據見表3。
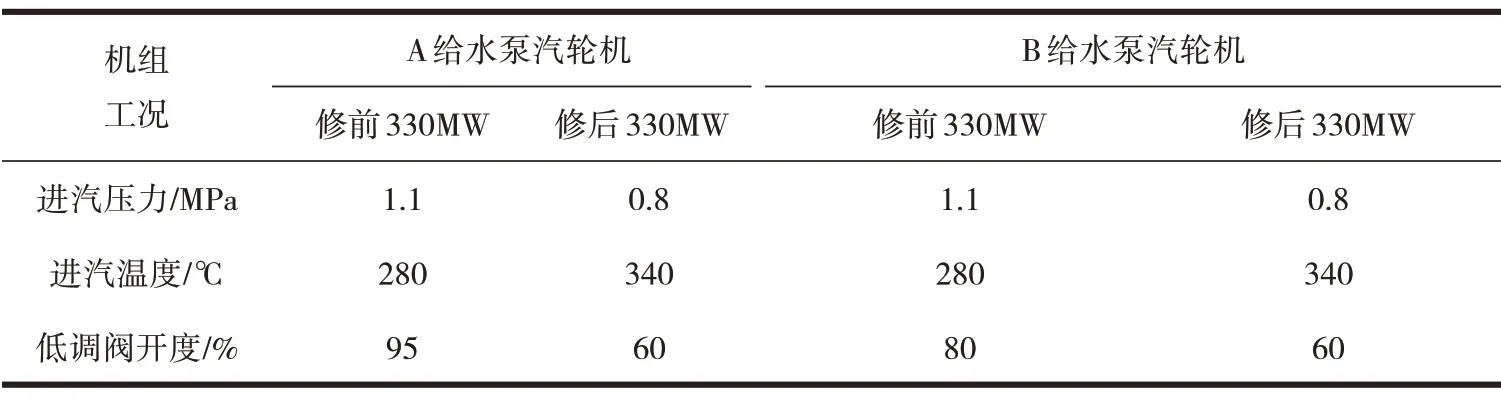
表3 修前修后對比數據
4 結束語
根據對該廠給水泵汽輪機進汽量不足、汽耗量增大問題的原因分析與處理,有效地解決了給水泵汽輪機低溫再熱蒸汽汽源頻繁介入、給水泵汽輪機出力不足的現象。給水泵汽輪機出力不足的原因諸多,查找分析造成出力不足的原因是解決問題的根本。通過分析與處理過程中的實踐和總結,針對進汽量不足、汽耗量增大而造成的給水泵出力不足問題,對于其他給水泵汽輪機同類型問題,此方案有參考作用。
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
