壓路機振動輪外圓及內孔加工工藝
2021-12-22 11:13:46孔祥意吳玉柱楊曉勇梁亞
金屬加工(冷加工) 2021年12期
關鍵詞:振動
孔祥意,吳玉柱,楊曉勇,梁亞
徐工集團工程機械股份有限公司道路機械分公司 江蘇徐州 221004

高級工程師 孔祥意
1 序言
壓路機是路面施工機械集群中的重要裝備,其中振動壓路機又分為單鋼輪壓路機和雙鋼輪壓路機。用于瀝青面層壓實的雙鋼輪壓路機振動輪的加工要素多、精度要求高、加工工序長并且加工工藝對裝備投入的影響較大,這里重點介紹雙鋼輪壓路機振動輪的內孔和外圓加工方法以及工序流程的分析和選擇。
2 雙鋼輪壓路機特點及振動輪制造現狀
2.1 雙鋼輪壓路機振動輪的特點
雙鋼輪壓路機(見圖1)是路面壓實的最后一道工序的常用設備,當壓路機振動輪與路面充分接觸時是最理想的狀態,這樣會獲得較好平整度和密實度的路面層,可以延長路面的使用壽命。

圖1 雙鋼輪壓路機及振動輪
雙鋼輪壓路機的技術參數較多,包括整機質量、激振力和振動頻率等,見表1。振動輪內孔和外圓的加工質量以及合理的匹配技術參數,對壓實效果具有重要影響。
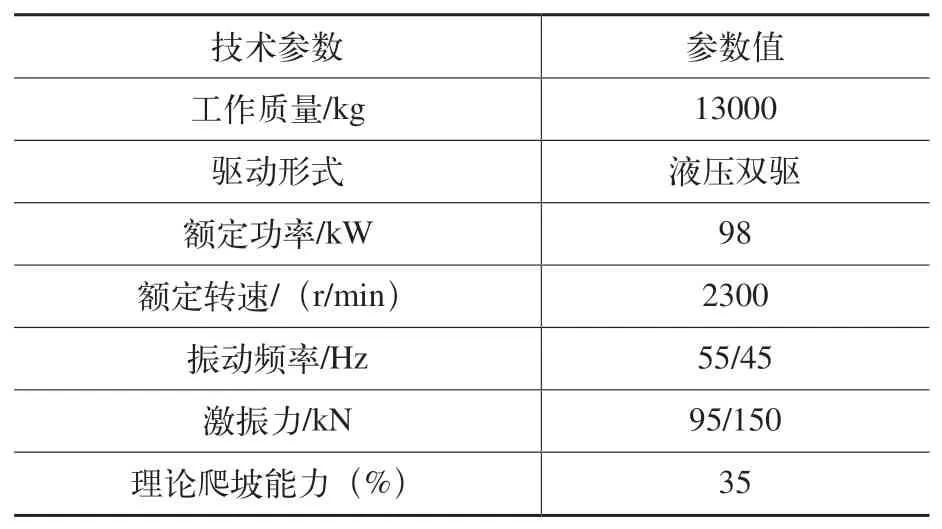
表1 某品牌13t典型雙鋼輪壓路機參數
2.2 目前振動輪主要采用的加工工藝方法
壓路機振動輪需要經過圓筒的卷制、焊接、鏜孔、車端面(雙鋼輪還需要車外圓)、鉆孔和攻螺紋等一系列工序完成加工,目前振動輪主要采用先鏜內孔,再以內孔為基準,采用心軸工裝裝夾,然后車削外圓的工藝方法。
由于壓路機振動輪需要外圓與內孔同心,在鏜孔找正過程需要花費大量的時間。鏜孔加工時以外圓為基準,外圓的圓度和找正點數的多少決定了鏜孔中心線是否能和外圓的母線平行,如出現找正偏差或輪圈圓度超差,經過車外圓后就出現輪圈壁厚不均勻的情況,進而影響振動輪壓實的效果。
3 振動輪加工特性分析
由于振動輪的封口板內孔加工位置距離端面超過500mm,振動輪內部是空心結構且壁厚一般≤20mm,造成振動輪剛性較差,因此在焊接后會出現收縮變形,導致了加工過程中加工余量不均勻,存在生產效率低和表面質量差等問題,并且難以控制。
影響雙鋼輪輪圈加工壁厚的主要因素有兩種:一是受力因素,由于輪圈內部支撐距離端面較遠且壁厚較薄,在車外圓受到外力的作用下,會出現局部變形; 二是振動因素,在車削振動輪外圓時,作用在外圓上的徑向切削力,在振動輪圓度較差的情況下刀具會出現跳動,導致振動輪表面質量差。
4 先車外圓后鏜孔工藝方法研究及控制點
振動輪的內孔精度為IT6~IT8級,加工精度要求較高,且4組內孔同軸度要求≤0.05mm,需要在高精度的數控鏜銑加工中心上鏜孔,采用先車外圓后鏜孔的方式,可以將支撐振動輪的工裝支撐裝置做成固定式,接觸面相對于先鏜孔后車外圓,可調節的工裝更大,在鏜孔過程中不需要找正,且加工過程更平穩,如圖2所示。
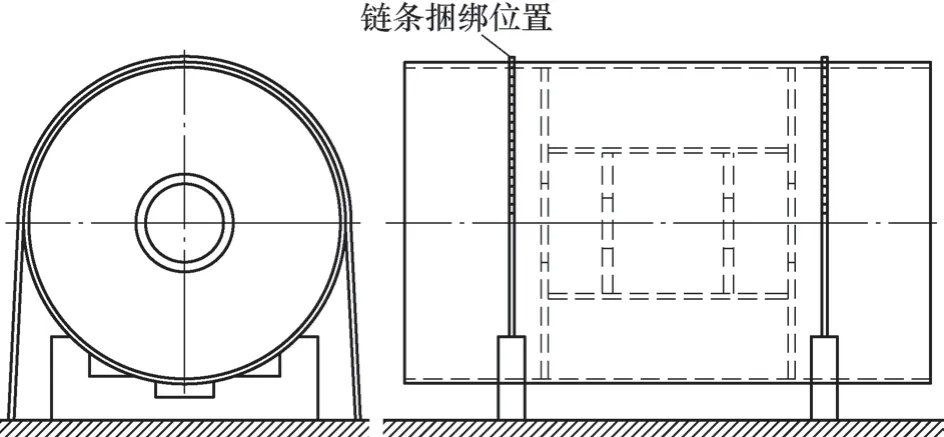
圖2 鏜孔工裝及固定示意
4.1 先車外圓后鏜孔的主要工藝流程
先車外圓后鏜孔的主要工藝內容和先鏜孔后車外圓基本一致,主要是將車外圓的工序調整到鏜孔前,以外圓作為鏜孔的基準,主要工藝流程如下。
1)用工裝將輪圈內壁進行均勻支撐,8個支撐點對稱逐步擰緊。
2)粗、精 車 振 動 輪 外 圓,外 圓 直 徑(1300±1)mm,車端面并倒R過渡圓角。
3)以輪圈外圓為基準吊至鏜孔工裝固定,找正外圓上下中心位置,確認左右對稱。
4)分別鏜兩端內孔φ320H7,φ210H7,孔口倒角1mm×45°。
5)鉆兩端M16-6H螺紋底孔至φ14mm,攻螺紋并去毛刺。
4.2 先車外圓后鏜孔方法的控制點
在先車外圓后鏜孔工藝方法優化的研究中,結合加工過程中存在的一些問題,總結了如下控制點。
內孔支撐工裝采用多點支撐:由于振動輪輪圈在經過卷圓、焊接一系列工序后,輪圈會出現不規則變形,且輪圈的壁厚較薄,如果支撐點較少,在車外圓時會出現無法對輪圈圓度矯正或支撐力過大造成輪圈變形的問題,最少需要設置8個支撐點,如有條件可以設置12個支撐點。
車加工基準的選擇:在車兩端面時,要注意以兩端封口板為基準,在測量時盡量以內孔位置作為測量起始點,可以防止在后道鏜孔工序锪止口時壁厚不均勻。
鏜孔工序支撐點的選擇:在鏜孔時,振動輪由于受到軸向力,如果裝夾不牢靠會出現軸向竄動,因此需要用鏈條將振動輪緊固,為了防止緊固造成輪圈變形,保證支撐點在壓緊點的工裝裝夾原則,鏜孔工裝的支撐點盡量靠近封口板位置,如圖2中鏈條捆綁位置指示。
5 鏜和車先后加工順序的優缺點分析
5.1 加工資源需求分析
雖然振動輪的加工順序目前普遍采用先鏜內孔后車外圓的方式,但其使用的設備和先車外圓后鏜內孔的設備基本一致。鏜孔加工主要使用鏜銑加工中心或數控鏜銑床,如圖3a所示,對于一些自動化程度較低的設備,需要采用大型Z3080搖臂鉆床以鏜孔的內孔作為基準,模鉆軸承座等零件的安裝孔;車外圓普遍采用落地車床,根據控制形式分為普通落地車床和數控落地車床,如圖3b所示。

圖3 振動輪鏜孔及車外圓設備
5.2 兩種加工工藝的優缺點對比
先鏜孔后車外圓和先車外圓后鏜孔各有優缺點,對鏜孔效率、車外圓效率和找正時間等參數進行比較,見表2。先車外圓后鏜孔的加工方法具有明顯的優勢,如對輪圈壁厚均勻性要求較高,且該機型的產量規模較大,較為適宜采用此方法。
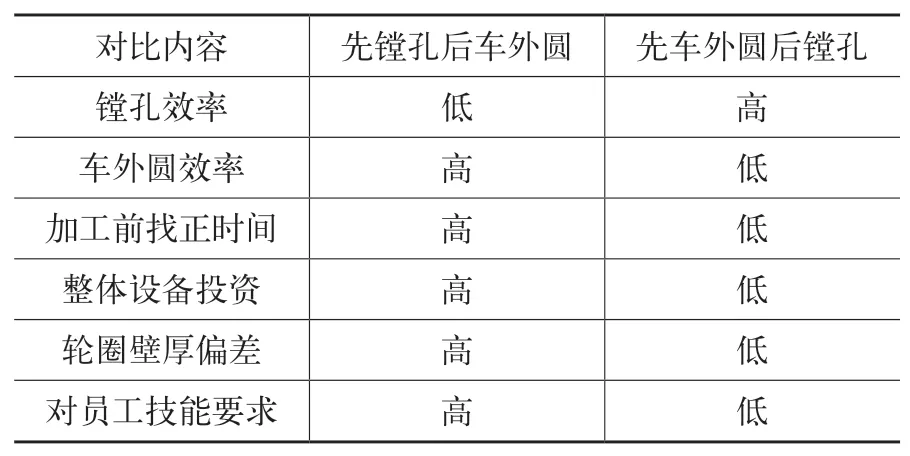
表2 先鏜孔后車外圓與先車外圓后鏜孔比較
6 結束語
振動輪的兩種加工方法各有特點,從加工質量對施工質量的影響來看,兩種加工方法基本相當,主要是對于整體設備投資較高的鏜銑加工中心占用時間有所區別。由于壓路機的產品結構和生產企業的產量不同,雙鋼輪壓路機的占比也不同,對于雙鋼輪生產批量較小的企業,可以采用先鏜孔后車外圓的方式;對于生產批量較大的企業,可以采用先車外圓后鏜孔的方式,以降低高端設備的占用率。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00