2A12鋁合金筒體旋壓工藝
2021-12-22 11:13:54孟祥志吳新勇王秋菊宋麗君閆作銘
金屬加工(冷加工) 2021年12期
孟祥志,吳新勇,王秋菊,宋麗君,閆作銘
北方華安工業集團有限公司 黑龍江齊齊哈爾 161006
1 序言
隨著新產品的不斷更新,各種零件的尺寸精度要求也越來越嚴格。為加工出滿足客戶要求的產品,對產品的加工方法也不斷革新。旋壓是用于成形薄壁空心回轉體零件的一種金屬壓力加工方法。結合現有三種尺寸零件進行旋壓工藝方案的設計、實施,并對研究結果做出分析及總結。
2 強力冷旋壓工裝結構
我單位在旋壓加工2A12鋁合金筒體零件時,選用圖1所示的強力冷旋壓工裝,取得了較好的應用效果。
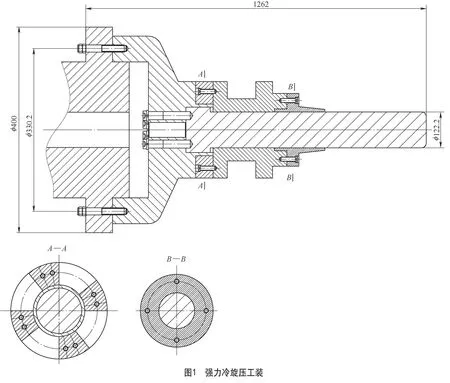
圖1 強力冷旋壓工裝
3 340mm長零件的旋壓工藝方案設計及實施
3.1 零件尺寸
圖2所示340mm長零件為帶有兩個臺階的筒形零件,由于其底部螺紋內徑小,因此必須采用正旋壓方式。其口部外徑為137.50-0.63mm,最薄部位外徑為133.50-0.63mm,內徑為127.5+0.630mm。
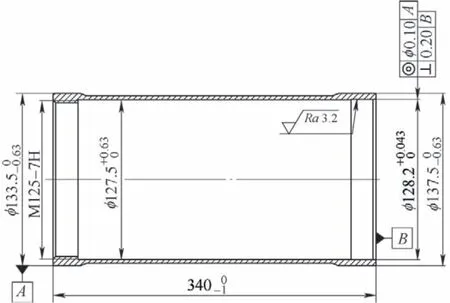
圖2 340mm長零件
3.2 設備及模具
340mm長零件旋壓加工設備及模具尺寸和技術參數如下。
1)心軸外徑127.52mm,硬度60HRC。模具徑向圓跳動:頭部0.15mm,根部0.03mm。
2)旋輪:φ280mm,前R8mm×20°/中R8mm×20°/后R6mm×20°×3°擠光。徑向圓跳動:前輪(遠)0.05mm,中輪(上)0.03mm,后輪(近)0.03mm,硬度60HRC。
3)旋輪錯距4.12mm/3.52mm。
4)尾頂壓6MPa。
5)機床零點。A:836.128mm,X(前輪/遠):-20.954mm,Z(中輪/上):-16.54mm,Y(后輪/近):-21.67mm。
6)主軸旋轉方向:面向主軸,逆時針。
3.3 毛坯
340mm長零件毛坯如圖3所示。熱處理狀態:H112狀態退火,隨爐升溫至380℃,保溫45min,爐冷至260℃,空冷。毛坯尺寸:內徑127.75+0.030mm×厚8.1+0.10mm×長188mm。硬度:端面378~381HL,筒體325~334HL。
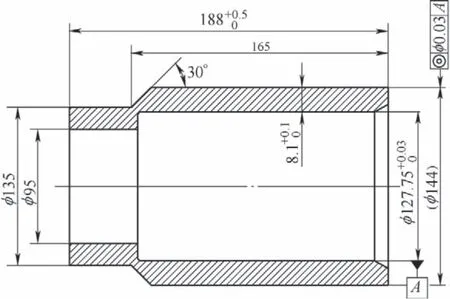
圖3 340mm長零件毛坯
3.4 三道次正旋壓(方案一)
三道次正旋壓工藝流程為:控制每道次旋壓工件壁厚8.2mm→6.12mm→4.65mm→退火(隨爐升溫至330℃,保溫1h,爐冷至260℃,空冷)→3.3mm(單邊留0.6mm機械加工余量)。340mm長零件三道次正旋壓工藝參數見表1;第一道次及第二道次程序如圖4所示,第三道次程序如圖5所示;旋壓后毛坯與零件對比如圖6所示。

圖6 旋壓后毛坯與零件對比

表1 340mm長零件三道次正旋壓工藝參數
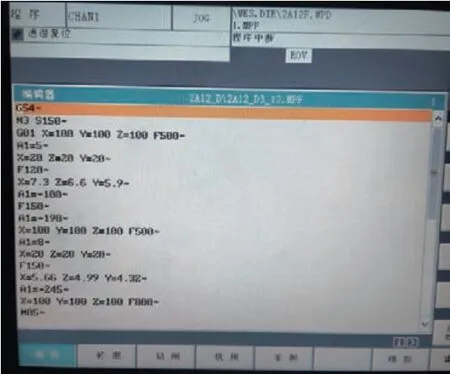
圖4 方案一340mm長零件第一道次及第二道次程序

圖5 方案一340mm長零件第三道次程序
第二道次旋壓后外徑137.20mm,口部外徑達到圖樣要求;然后進行第三道次旋壓,由于外徑兩個臺階處過渡長度僅5mm,不符合旋壓規律,因此旋壓后外徑留余量,可機械加工成形。
采用三道次成形時,內徑過渡處不平緩,達不到零件加工要求,因此設計兩道次成形。
3.5 兩道次正旋壓(方案二)
340mm長零件兩道次正旋壓工藝流程為:控制每道次旋壓工件壁厚8.2mm→5.8mm→3.3mm(單邊留0.6mm機械加工余量)。340mm長零件兩道次正旋壓工藝參數見表2;第一道次程序如圖7所示,第二道次程序如圖8所示;兩道次旋壓方案成形零件如圖9所示。

表2 340mm長零件兩道次正旋壓工藝參數
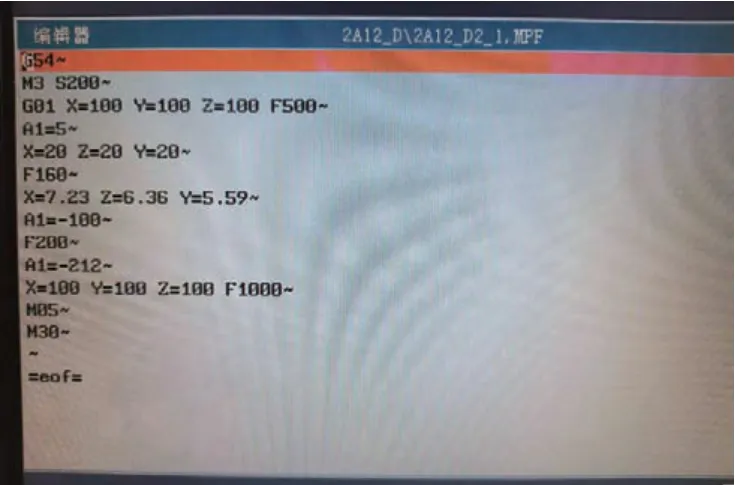
圖7 方案二340mm長零件第一道次程序
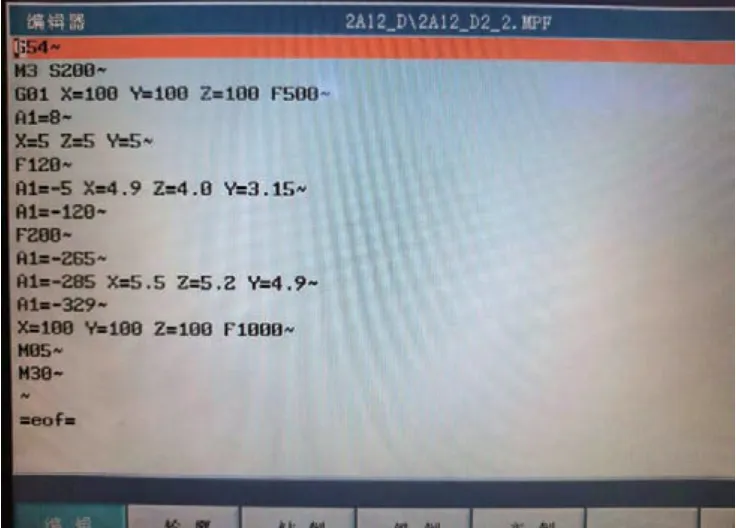
圖8 方案二340mm長零件第二道次程序

圖9 兩道次旋壓方案成形零件
成形后單邊留0.5mm機械加工余量,口部在第二道次也進行旋壓,解決了過渡不平緩的問題,達到了技術要求。
4 770mm長零件的旋壓工藝方案設計及實施
4.1 零件尺寸
圖10所示770mm長零件為帶有兩個臺階的筒形零件,由于底部螺紋內徑小,因此必須采用正旋壓。口部外徑為137.50-0.5mm,中間臺階部位外徑為140-0.4-0.6mm,最薄部位外徑為133.50-0.4mm,內徑為127.5+0.630mm。
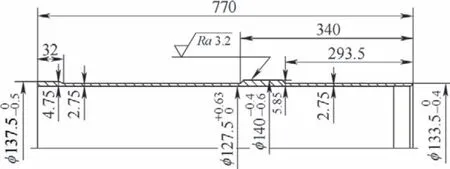
圖10 770mm長零件
4.2 設備及模具
770mm長零件旋壓加工設備及模具尺寸和技術參數如下。
1)心軸外徑127.52mm,硬度60HRC。模具徑向圓跳動:頭部0.15mm,根部0.03mm。
2)旋輪:φ280mm,前R8mm×20°/中R8mm×20°/后R6mm×20°×3°擠光。徑向圓跳動:前輪(遠)0.05mm,中輪(上)0.03mm,后輪(近)0.03mm,硬度60HRC。
3)旋輪錯距4.12mm/3.52mm。
4)尾頂壓6MPa。
5)機床零點。A:836.128mm,X(前輪/遠):-20.954mm,Z(中輪/上):-16.54mm,Y(后輪/近):-21.67mm。
6)主軸旋轉方向:面向主軸,逆時針。
4.3 毛坯
770mm長零件毛坯如圖11所示。熱處理狀態:H112狀態退火,隨爐升溫至380℃,保溫45min,爐冷至260℃,空冷。毛坯尺寸:內徑127.75+0.030mm×厚8.1+0.10mm×長417mm。硬度:端面378~381HL,筒體325~334HL。
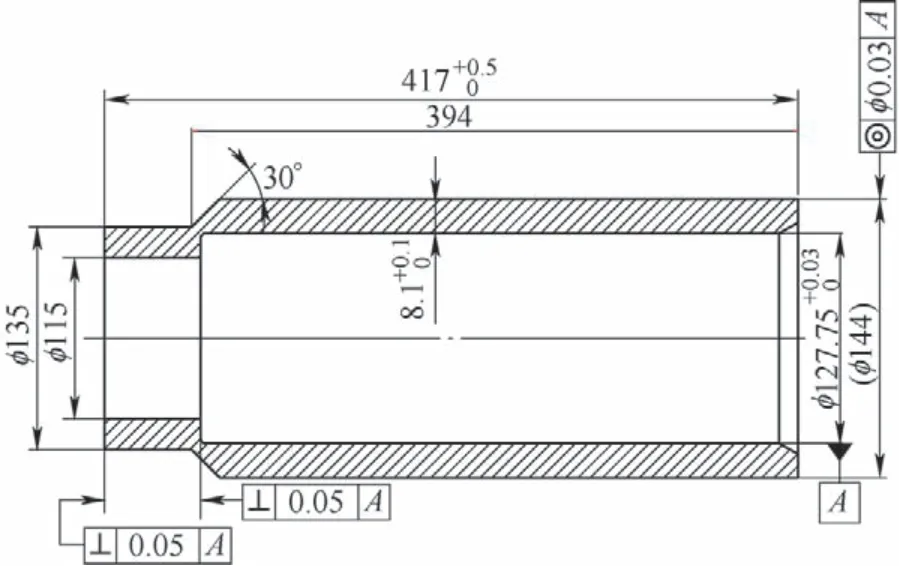
圖11 770mm長零件毛坯
4.4 兩道次正旋壓
770mm長零件兩道次正旋壓工藝流程為:控制每道次旋壓工件壁厚8.1mm→6.6mm(外徑141mm,車削至139.5mm)→3.7mm(外徑135mm,車削至133.3mm)。770mm長零件兩道次正旋壓工藝參數見表3;第一道次程序如圖12所示,第二道次程序如圖13所示;旋壓后產品如圖14所示。

表3 770mm長零件兩道次正旋壓工藝參數
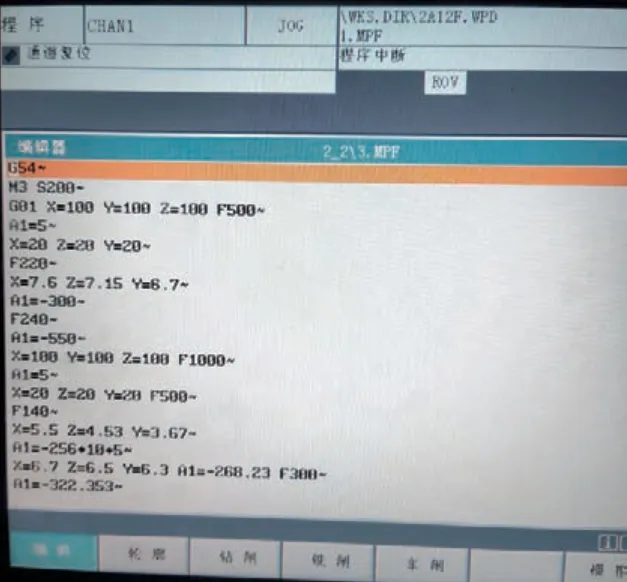
圖12 770mm長零件第一道次程序
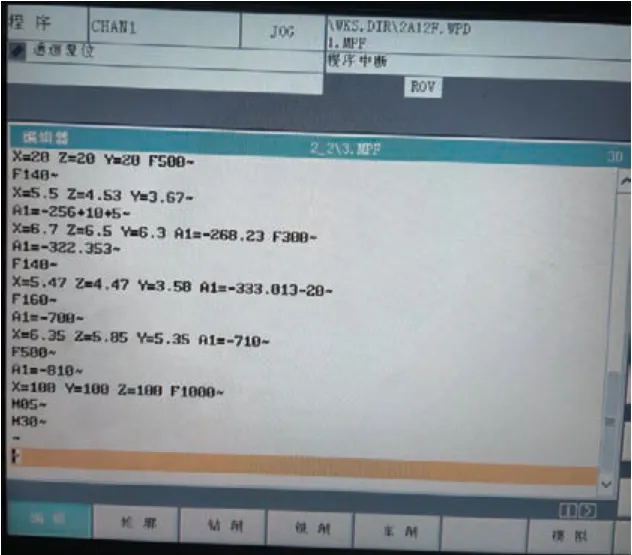
圖13 770mm長零件第二道次程序
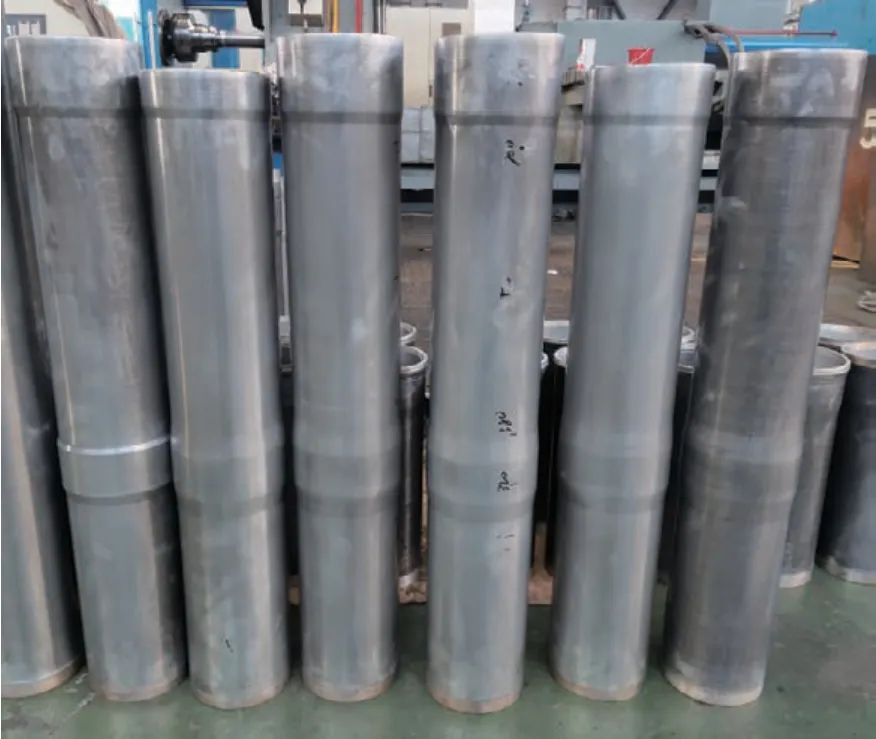
圖14 旋壓后產品
5 608mm長零件的旋壓工藝方案設計及實施
5.1 零件尺寸
圖15 所示608mm長零件為帶有3個臺階的筒形零件,由于內徑為等徑,因此可采用反旋壓工藝,4處外徑分別為
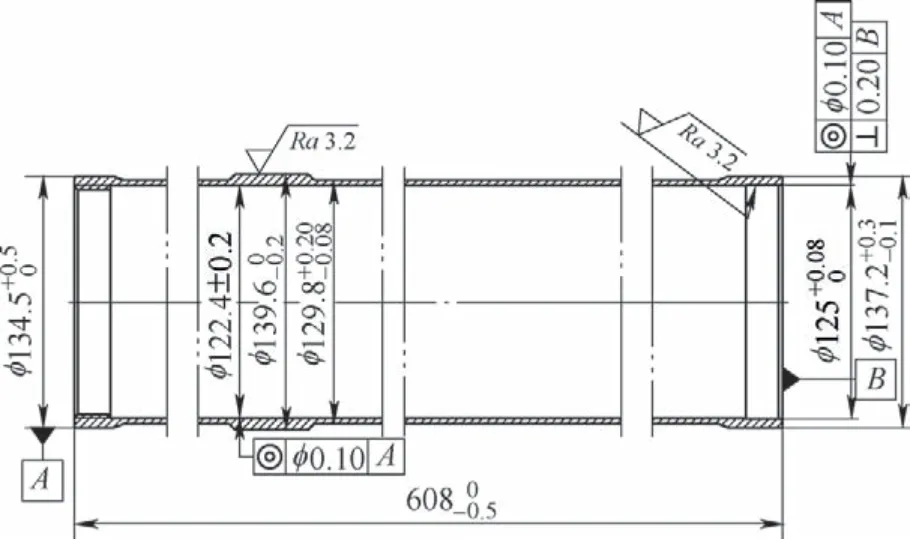
圖15 608mm長零件
5.2 設備及模具
608mm長零件旋壓加工設備及模具尺寸和技術參數如下。
1)心軸外徑122.18mm,硬度60HRC。模具徑向圓跳動:頭部0.10mm,根部0.02mm。
2)旋輪:φ280mm,前R8mm×20°/中R8mm×20°/后R6mm×20°×3°擠光。徑向圓跳動:前輪(遠)0.05mm,中輪(上)0.03mm,后輪(近)0.03mm,硬度60HRC。
3)旋輪錯距5.5mm/5.0mm。
4)尾頂壓6MPa。
5)機床零點。A:-388.8mm,X(前輪/遠):-23.624mm,Z(中輪/上):-19.21mm,Y(后輪/近):-24.34mm。
6)主軸旋轉方向:面向主軸,逆時針。
5.3 毛坯
608mm長零件毛坯如圖16所示。熱處理狀態:H112狀態退火,隨爐升溫至380℃,保溫1h,爐冷至260℃,空冷。毛坯尺寸:內徑122.2+0.10mm×厚10.2+0.10mm×長410mm。硬度:端面378~381HL,筒體325~334HL。
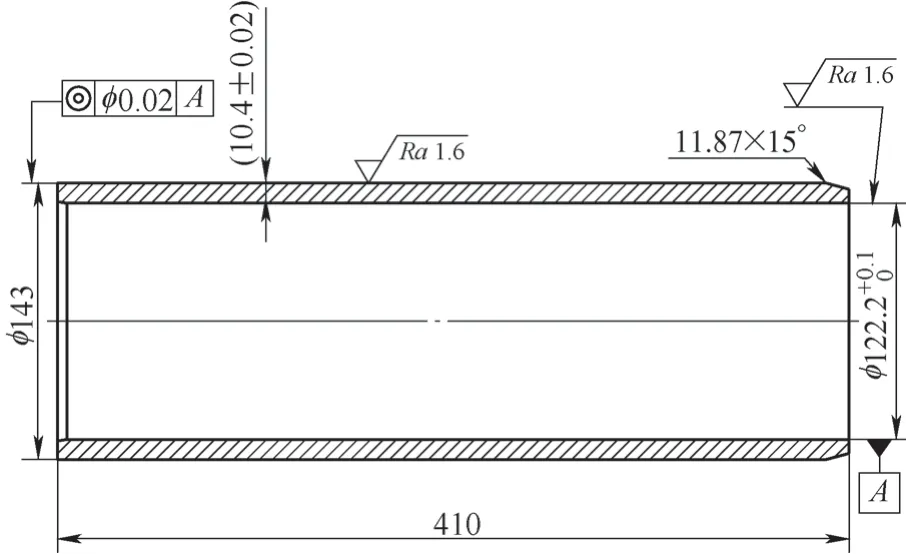
圖16 608mm長零件毛坯
5.4 兩道次反旋壓
608mm長零件兩道次反旋壓工藝流程為:控制每道次旋壓工件壁厚10.2mm→9.08mm→5.48mm(單邊留1.68mm機械加工余量)。608mm長零件兩道次反旋壓工藝參數見表4,旋壓程序如圖17所示,旋壓后的鋁筒件如圖18所示。

表4 608mm長零件兩道次反旋壓工藝參數
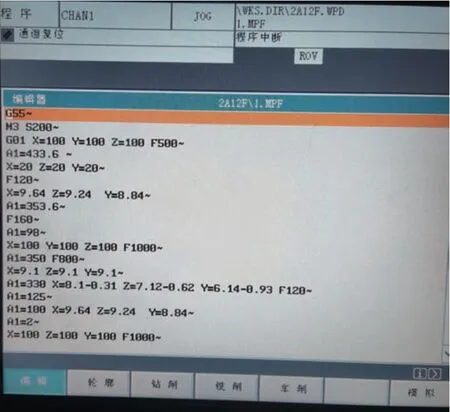
圖17 旋壓程序

圖18 旋壓后的鋁筒件
6 結果分析
通過對三種不同尺寸的鋁筒件的旋壓過程及結果進行分析,總結出幾種因素對鋁筒件硬度、內徑精度及內徑的影響如下。
6.1 旋壓過程對鋁筒件硬度的影響
旋壓前毛坯一般采用軟態進行成形。這是因為軟態時塑性較好,利于旋壓塑性變形。軟態一般指O態,也可采用H112狀態進行退火處理。本研究即采用H112狀態毛坯進行退火處理。
旋壓后毛坯表面硬化,如果繼續旋壓變形,容易出現裂紋等缺陷,因此需要進行旋壓道次間退火,恢復材料塑性,以便下一步旋壓變形。旋壓后中間退火如圖19所示,毛坯旋壓前后對比如圖20所示。

圖19 旋壓后中間退火

圖20 毛坯旋壓前后對比
H112狀態毛坯的硬度為325~334HL;380℃退火后硬度為313~320HL,硬度下降,但下降程度不大;旋壓后工件壁厚由8.1mm減薄至4.65mm,工件表面硬化,硬度增大到347~360HL;然后進行330℃退火,硬度減小到293~300HL,下降幅度較大,比H112狀態毛坯退火后的硬度還低,為下一步變形提供了基礎。
6.2 減薄率對內徑精度的影響
表5為不同減薄率對內徑的影響,在進給比不變的情況下,隨著減薄率由18.5%增大到24.4%、28.4%,內徑由128.00mm減小到127.80mm、1 2 7.7 5 mm,即隨著減薄率增大,內徑逐漸減小。旋壓前毛坯內徑為127.80mm,擴徑量分別為0.20mm、0mm和-0.05mm,即擴徑量逐漸減小,更有利于貼模。
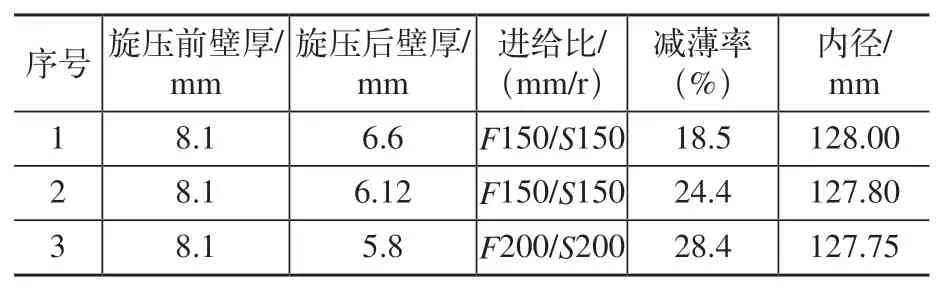
表5 不同減薄率對內徑的影響
6.3 進給比對內徑精度的影響
表6為不同進給比對內徑的影響,在減薄率不變的情況下,隨著進給比由0.8mm/r增大到1.0mm/r、1.2mm/r,內徑由127.77mm減小到127.71mm和127.60mm,即隨著進給比增大,內徑逐漸減小。芯模外徑為127.52mm,擴徑量分別為0.25mm、0.19mm和0.08mm,即進給比逐漸增大,更有利于貼模。
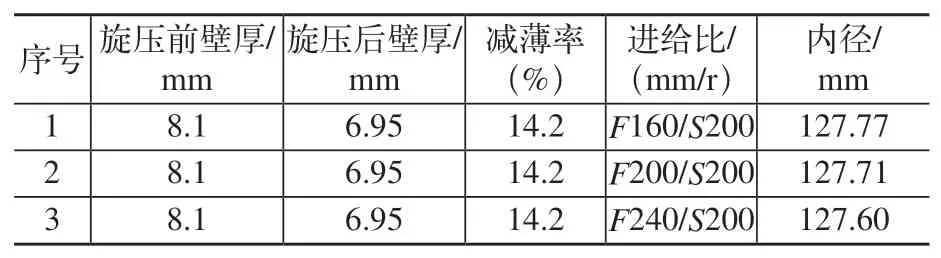
表6 不同進給比對內徑的影響
6.4 旋壓道次對內徑精度的影響
表7為不同旋壓道次對內徑的影響,第一道次進給比為0.8mm/r,毛坯為內徑127.80mm,旋壓后內徑為128.00mm,擴徑0.20mm;第二道次進給比增大到1mm/r,旋壓后內徑為127.90mm,較旋壓前內徑減小0.10mm,呈現收徑趨勢。第二道次旋壓后,進行中間退火(隨爐升溫至330℃,保溫1h,爐冷至260℃,空冷),硬度降低;第三道次進給比為1mm/r,旋壓后收徑0.10mm,呈現收徑的趨勢。
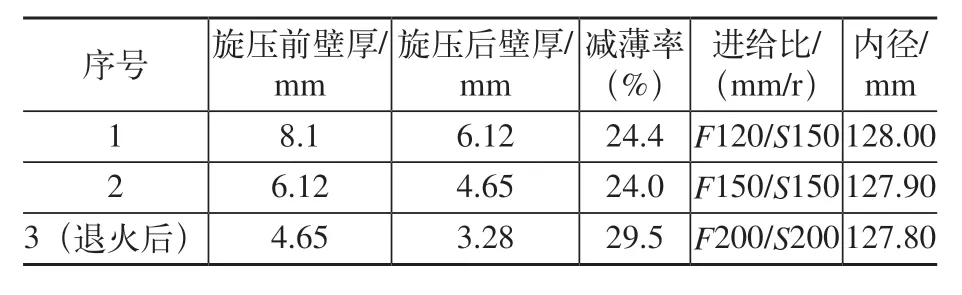
表7 不同旋壓道次對內徑的影響
6.5 旋壓軌跡對內徑的影響
340mm長零件經過兩道次旋壓后,外徑旋壓至零件的口部尺寸,即φ137.50-0.63mm,旋壓后為137.16~137.22mm,然后再進行第三道次成形,口部不進行變形,口部內徑位置出現過渡不平緩的問題,達不到產品技術要求。對工藝進行優化,第一道次外徑旋壓至139.40mm,第二道次再進行變形旋壓至138.3mm(單邊留0.55mm機械加工余量),底部變形至134.45mm(單邊留0.62mm機械加工余量)。留機械加工余量的主要原因是口部臺階高度僅5mm,旋壓工藝無法實現,如果設計為10mm以上,則外徑不需要留余量,直接成形至成品尺寸即可。經過工藝優化,解決了口部過渡處內徑過渡不平緩的問題。
608mm長零件工藝優化前采用第一道次旋壓后,外徑由143.00mm減薄至140.50mm(單邊留0.5mm機械加工余量),然后進行第二道次旋壓,口部不進行旋壓,旋壓后內徑出現過渡不平緩現象。工藝優化后,第一道次口部留98mm不進行旋壓,第二道次外徑由143.00mm直接減薄至140.50mm,這樣尾頂端外徑由143.00mm減薄至133.20mm(單邊留1.6mm機械加工余量),同時進行變形,解決內徑過渡不平緩問題。
綜上所述,對于帶有臺階的零件,在最終成形時各個臺階均需進行減薄變形,內徑過渡更趨于平緩,內徑成形質量更高。
6.6 正旋壓/反旋壓對內徑的影響
正旋壓/反旋壓對內徑的影響見表8。正旋壓時,旋壓前毛坯內徑為127.80mm,進給比為1mm/r時,擴徑量為0.20mm。如果進給比為0.8mm/r,則擴徑量更大。反旋壓時,旋壓前毛坯內徑為122.25mm,進給比為0.8mm/r時,擴徑量為0.15mm,與正旋壓相比,反旋壓時擴徑量較小,即更有利于貼模。正旋壓產品如圖21所示,反旋壓產品如圖22所示。

圖21 正旋壓產品

圖22 反旋壓產品

表8 正旋壓/反旋壓對內徑的影響
7 結束語
針對薄壁鋁筒件采用旋壓技術,不僅節約成本,而且能夠提高產品的合格率。結合三種不同尺寸鋁筒件旋壓工藝進行研究,對結果進行分析,總結出影響鋁筒件硬度、內徑精度及內徑的因素,可為不同尺寸的薄壁鋁筒件旋壓工藝提供參考和借鑒。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03