主軸箱柔性生產線工序質量控制研究*
2021-12-24 08:07:24彭功靂廖映華
機電工程 2021年12期
彭功靂,胥 云*,廖映華,,葉 雷,蔣 杰
(1.四川輕化工大學 機械工程學院,四川 宜賓 644000;2.四川省移動終端全制程先進制造技術工程研究中心,四川 宜賓 644000)
0 引 言
隨著工業4.0、質量強國和數字化制造生產的提出,以及物聯網技術與制造業的深度融合,我國傳統制造業開啟了智能化生產的變革。但是在制造業智能生產制造過程中,仍存在“因信息數據采集滯后且沒有進行實時分析而造成制造過程中大量成本浪費”的現象[1]。
在制造過程中,實時的質量監控有利于避免問題發現不及時而帶來的損失。目前,在質量監控方面,多數企業仍采取人工方式進行數據的采集,通過紙質的記錄方式進行數據記錄[2]。但是該方式對制造過程中造成的損失不能及時進行止損,且對質量數據的分析仍停留于使用傳統的數據處理軟件。因此,如何在制造過程中實時處理異常信息,提高制造過程中產品質量的監測和反饋控制水平,成為了亟待解決的問題。
對此,國內外學者已進行了大量的研究。RATOT J等人[3]提出了一種集成多分辨率的框架,通過優化軟傳感器的分辨率,對關鍵零件質量特性進行識別;該方法已應用于復雜批量生產過程質量監控中。CORTES-ROBLESO等人[4]將基于Web服務器的深度學習方法用于發電源的系統中,提高了對電能傳輸過程的質量監控水平。宋承軒等人[5]采用多種SPC控制圖,對小批量生產線中工序質量數據進行控制,解決了因數據量小而導致的誤差問題。孫迪等人[6]基于SPC控制原理,根據發動機缸體的實時加工數據,建立了其動態SPC控制系統,解決了缸體加工過程中的質量監控問題。龔立雄等人[7]以SPC的基本理論為基礎,建立了包含5個子系統的質量信息系統,并采用該系統對現場生產過程工序質量進行了實時監控和預警。針對復雜的網絡化環境,姜興宇等人[8]采用預防-分析-診斷-調整一體化的智能工序質量控制策略,結合相似制造理論、統計過程控制、神經網絡等,搭建了一套智能工序質量監控系統。針對工業鋁材行業產品合格率低的問題,林春梅等人[9]基于SPC,對生產過程中多個點進行了控制和對比評價,通過該方法基本消除了生產過程中的質量異常波動現象。
針對上述研究可以發現,在柔性制造生產線的制造過程質量控制中,還有以下幾個方面需要加以完善:(1)對實際生產中統計控制和加工結果進行綜合,及對產品質量進行分析;(2)質量監測信息實時同步發布與管理問題;(3)柔性制造生產線數據的實時采集與處理。
為此,以主軸箱柔性生產線為研究對象,筆者提出一種針對柔性制造生產線的質量監控平臺,即通過搭建實時質量監控模型,運用SPC的控制流程與工序分析能力,來監控生產過程中的生產線加工質量數據的變化;通過采集分析生產線工序、關鍵特征值數據的變化,及時判斷生產工序能力變化,并反饋調整生產加工狀態,提升產品質量。
1 加工過程及參數分析
1.1 主軸箱柔性制造生產線
該生產線是集成MES、FMS系統的柔性制造生產線,主要針對不同的機床主軸箱箱體零件,完成箱體零件表面的粗精銑加工、安裝面的加工、安裝定位孔的加工等。
主軸箱生產線布局圖如圖1所示。
生產線主要設備包括:H63-APC臥式加工中心、翻轉機器人、上料機器人、物料機器人、AGV小車、托盤立體庫、托盤交換裝置、綜合物流輸送線和中小型箱體運輸線等。
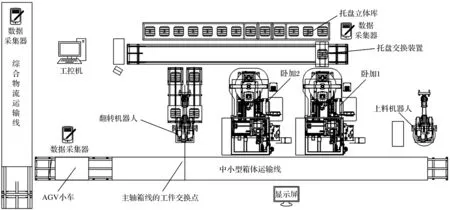
圖1 主軸箱生產線布局圖
1.2 生產線工序分析及加工流程
主軸箱箱體的加工主要由箱體表面銑削加工和主軸安裝孔加工,以及各端面的底孔加工等幾個部分組成。主軸箱箱體的各端面在臥式加工中心1和2中完成加工處理。
主軸箱箱體結構示意圖如圖2所示。
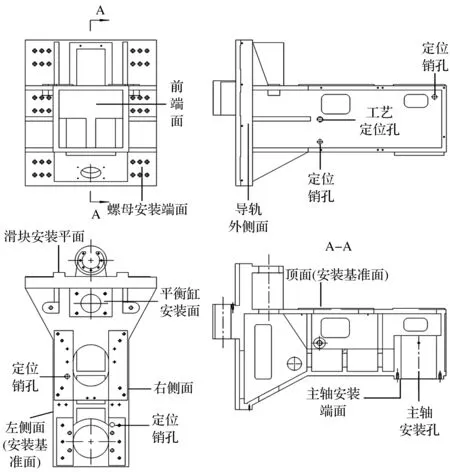
圖2 主軸箱箱體結構示意圖
臥式加工中心分別完成對應部分的加工,主軸箱的加工需要兩種不同裝夾方案完成加工,系統采用一面兩銷的定位方式。進入生產線前,加工出用于臥式加工中心1裝夾的安裝基面(頂面)和2個定位銷孔;進入生產線后,在臥式加工中心1中加工用于臥式加工中心2裝夾的安裝基面(右側面)和2個定位銷孔。
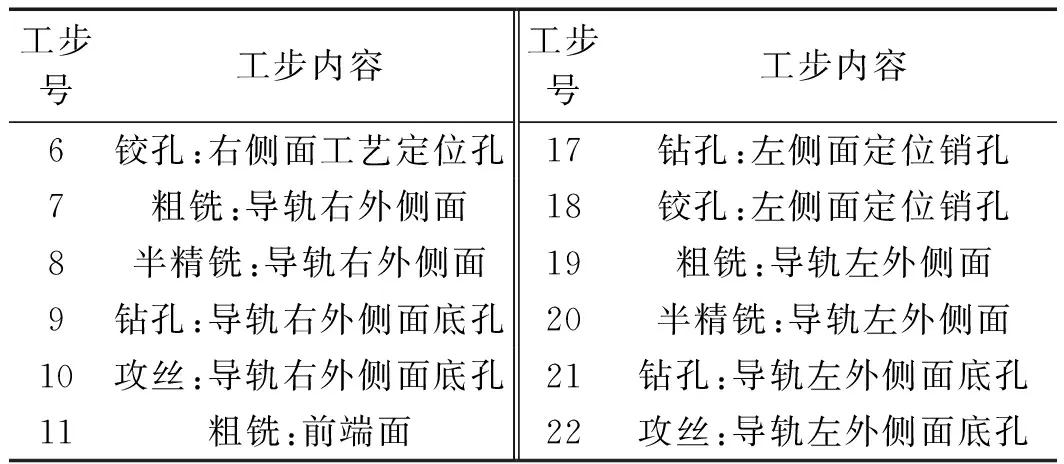
臥式加工中心1主要完成箱體左右側面、導軌左右外側面、前端面等端面,及其端面底孔和用于臥式加工中心2裝夾的定位銷孔等的加工。
具體臥式加工中心1加工內容如表1所示。
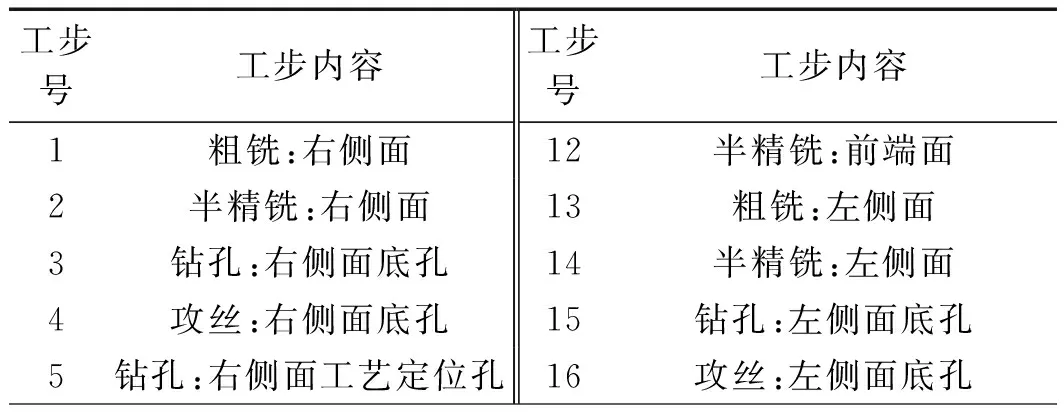
表1 臥式加工中心1加工內容
續表
臥式加工中心2主要完成主軸安裝端面、滑塊安裝面、螺母座底面、螺母安裝面,及其端面底孔的加工和主軸孔的加工。
具體臥式加工中心2加工內容如表2所示。
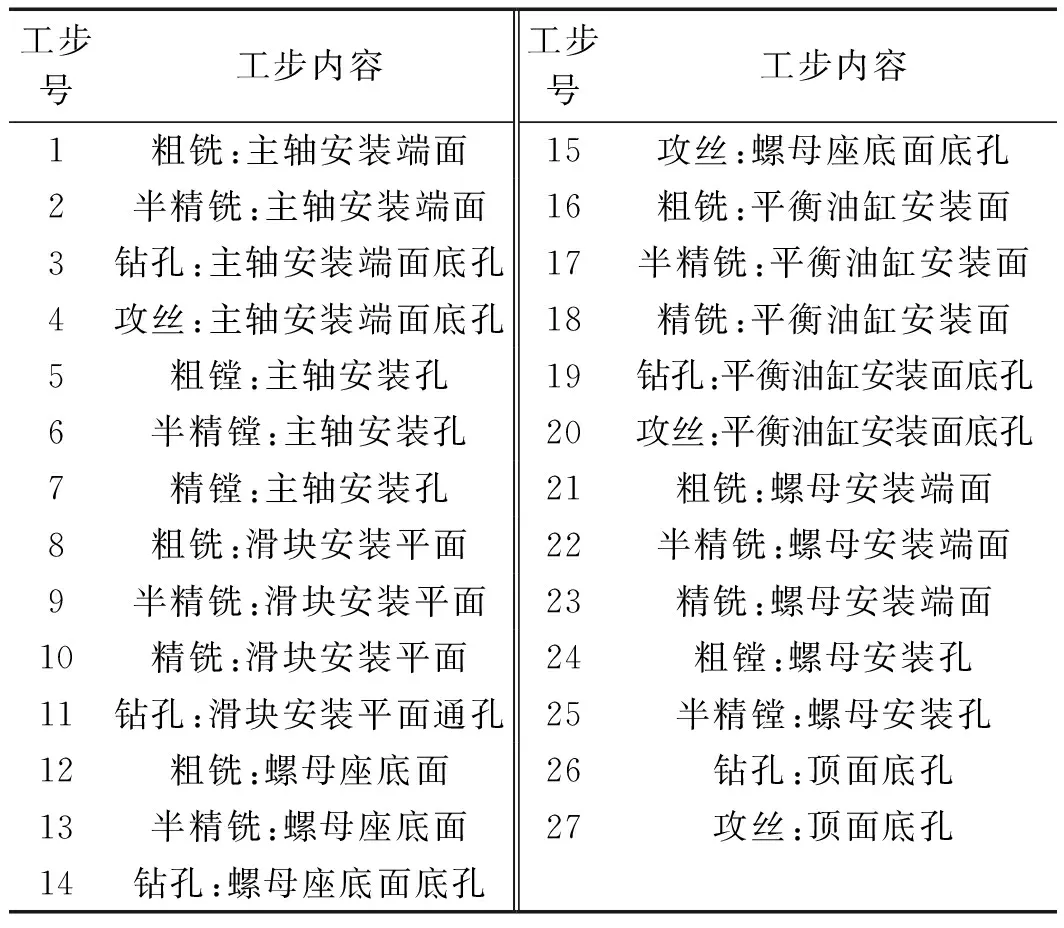
表2 臥式加工中心2加工內容
該生產線中,復雜的加工工序需要通過對加工工序能力指數計算判斷生產線的生產質量狀況,以實現對生產線上產品質量的監控。
整個主軸箱生產線加工流程如圖3所示。
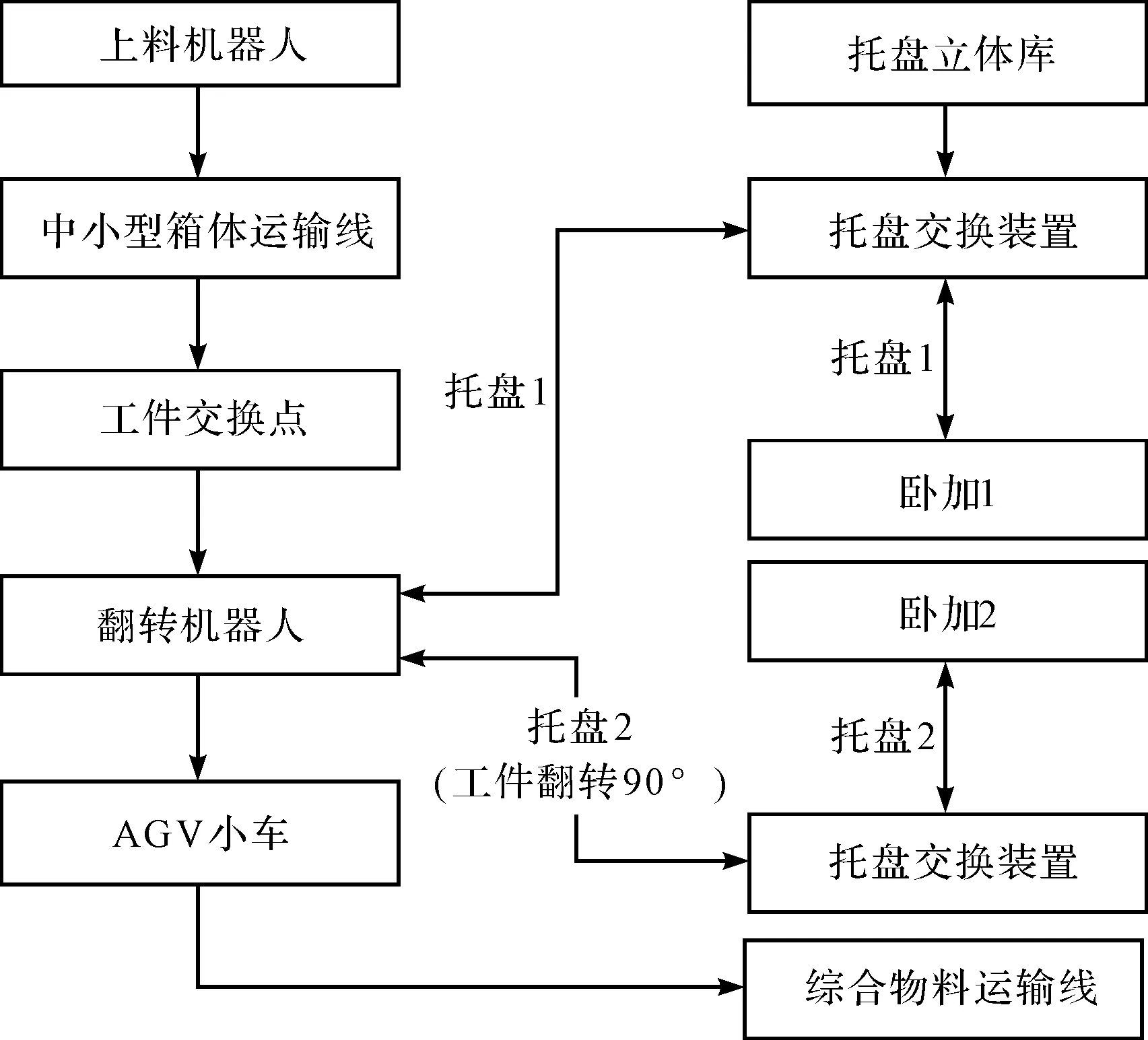
圖3 主軸箱生產線加工流程
零件毛坯料由上料機器人抓取,經中小型箱體運輸線到達工件交換點,再由翻轉機器人抓取而放置于托盤,經托盤立體交換裝置運輸到臥式加工中心進行主軸箱零件的生產加工;
翻轉機器人和立體交換裝置對加工單元是否準備加工進行判斷,通過有序交換托盤工作位置和工件位置,推動完成零件的粗、精加工。
2 基于SPC的質量實時監控平臺
2.1 SPC監控流程
SPC(統計過程控制)的作用是及時識別制造過程是否存在異常因素的影響,保證生產過程處于統計過程受控狀態,從而保證參數的穩定性。在監控平臺中,用戶實時監測生產線的加工情況變化,并實時分析采集到的數據,對質量控制進行反饋[10]。
主軸安裝孔SPC控制流程如圖4所示。
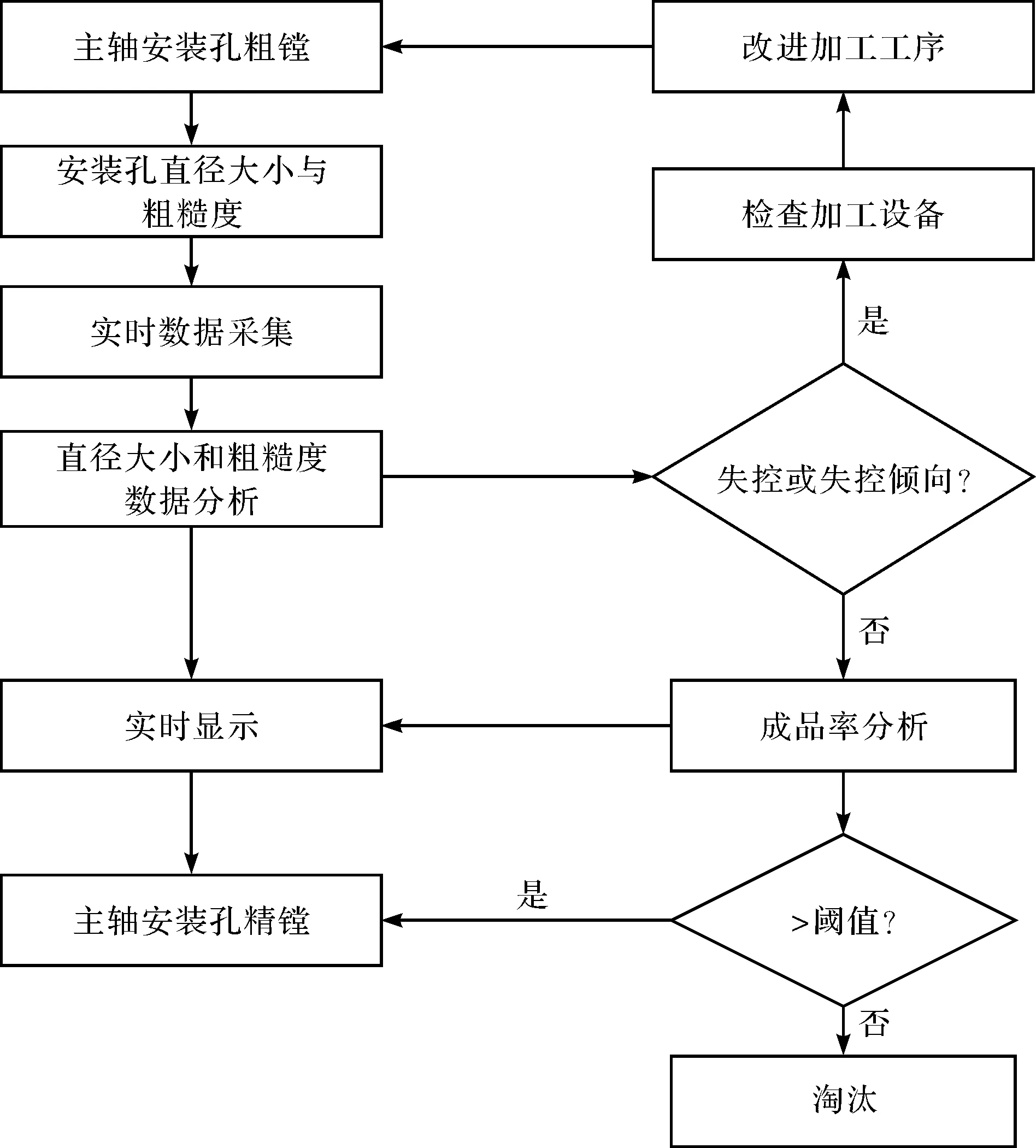
圖4 主軸安裝孔SPC控制流程
圖4中,主軸安裝孔在臥式加工中心1中完成粗鏜孔(工步11)加工,然后工控機與數據采集器實時采集主軸安裝孔粗加工的孔徑與表面粗糙度數據信息;系統通過數據分析,判斷質量是否存在失控或失控傾向,并實時顯示;如果存在失控,則檢查加工設備及改進加工工序;如果不存在失控,則進一步完成成品率分析,并實時顯示;系統對合格率閾值進行判斷,大于閾值表明加工工序合理,進行下一步主軸箱安裝孔精鏜加工;小于閾值則說明加工工序存在問題,淘汰該加工方案。
2.2 監控平臺框架與數據結構
2.2.1 質量監控平臺框架
整個主軸箱生產線加工過程中,為實現加工過程的質量監控管理,筆者采用數據傳輸技術、關系型數據庫、數據采集技術搭建了監控平臺。
平臺主要由實時SPC監控、工序能力指數評估、質量追溯與統計分析4個功能部分組成。在主軸箱制造過程中,系統通過工控機、數據采集器實時采集AGV小車、臥式加工中心、機器人等生產線加工設備的工作狀態和產品質量數據信息。工業數據庫存儲大量數據信息,經數據處理應用于監控平臺的各個功能模塊,實時監控生產線工作狀況[11]。
監控平臺框架模型如圖5所示。
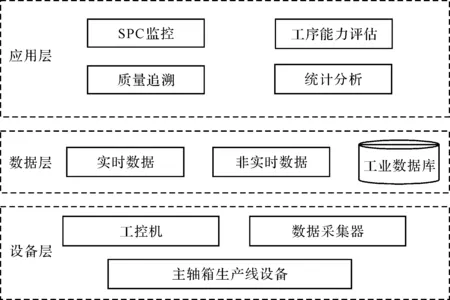
圖5 監控平臺框架模型
監控平臺由應用層、數據層、設備層組成3層框架式平臺。
2.2.2 數據結構模型
在質量監控平臺中,大量數據存儲在數據庫中,為了更好地使用質量數據信息,筆者搭建了數據關系結構模型[12,13]。監控平臺的數據模型選用關系型數據庫建模,構建了翻轉機器人、綜合運輸線、立式倉庫、上料機器人、臥式加工中心、AGV小車、中小型箱體運輸線、物料機器人等模型基本單元,并在數據表間添加了主鍵和外鍵約束關系與產品信息表,形成了關系數據模型。
筆者在數據表中設計了每個欄位的數據類型。以AGV小車數據庫為例,該數據類型如表3所示。
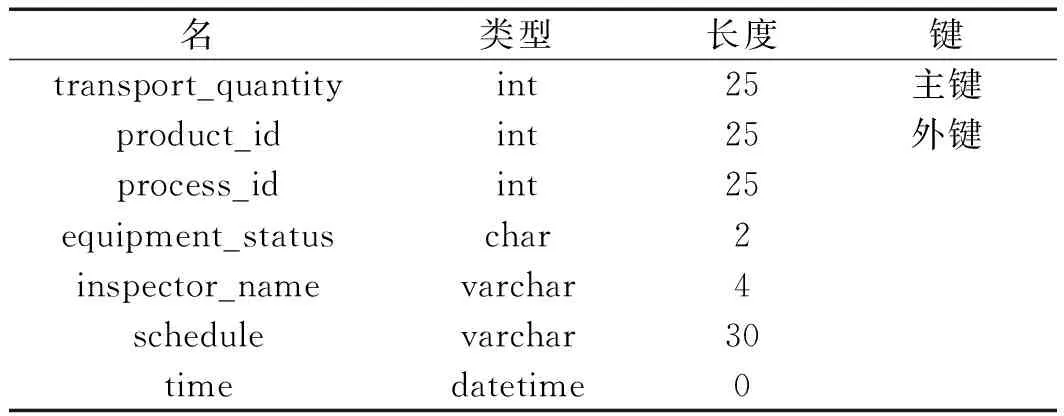
表3 AGV小車數據類型
筆者對每個字段都設置相應的數據類型,并且對每個數據表設定聯合的主鍵、外鍵,以快速有效地操作對應的數據表信息。
2.3 監控平臺的數據采集與顯示
2.3.1 多協議集成的實時采集處理
在整個生產線中,ROBOT采用MODBUS協議,AGV小車采用TWINCAT平臺協議,臥式加工中心采用OPCUA協議。立體倉庫、托盤立體庫和各運輸線則配備自動記錄的數據采集裝置。生產線中各個部分的數據信息需要實時采集,并將數據放入對應的數據庫中[14]。工控機通過多協議集成,將不同的通訊協議模塊化集成使用,可解決生產線中復雜設備信息的實時采集問題[15],通過將數據采集器配置在立體倉庫和運輸線上,自動采集產品質量信息。
生產線數據采集流程如圖6所示。
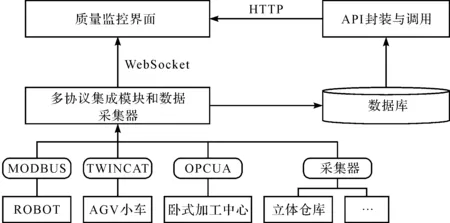
圖6 數據采集流程
在生產線中,不同的設備通過工控機中多協議集成的通訊方式實時采集數據,并完成數據處理;監控界面通過發送HTTP請求,調用API接口,讀取數據庫中的信息,并將其顯示出來;通過WebSocket協議,請求調用工控機數據采集接口,實時顯示生產線設備的數據信息。
2.3.2 基于WebSocket的數據實時顯示
客戶端顯示的數據分為實時數據與非實時數據,對于主軸箱生產線中設備狀態的監控、質量數據的變化等實時性較強的數據,系統采用實時的通訊協議進行數據的傳輸。
質量數據實時顯示的關鍵是數據與服務器連接,且數據改變能實時反饋到顯示的界面上。在整個系統實時顯示中,使用基于WebSocket的解決方案;實時數據與非實時數據分別由WebSocket協議和HTTP協議來實現[16],且兩者互不干擾,降低了系統模塊的耦合性。
該通信方式中,在node.js運行環境采用NPM軟件注冊表搭建WebSocket環境,連接臥式加工中心、AGV、物料機器人、翻轉機器人、托盤立體倉庫等數據采集服務器。通過設置WebSocket.Server({port: xxx}),創建并綁定工控采集服務器端口,客戶端通過設置對象WebSocket(‘ws://localhost:xxxx’)連接到服務器端口。
3 基于工序能力的質量分析
3.1 工序能力評估流程
工序能力是指在一定時間內,工序處于穩定狀態下保證質量的能力[17]。工序能力評估為產品質量分析提供了支持。
此處以主軸安裝孔為例,主軸安裝孔工序能力評估流程如圖7所示。
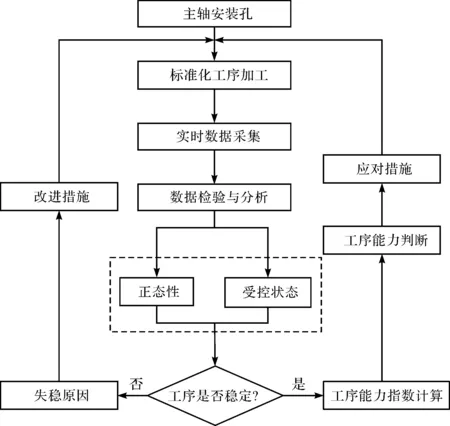
圖7 主軸安裝孔工序能力評估流程
在監控平臺中,質量評估對標準化作業的加工工序是否處于正態分布和受控狀態進行分析,判斷工序是否穩定;通過工序能力指數的計算和判斷,以生產線加工工序進行改進,對質量進行追溯。
3.2 工序能力指數與工藝不合格品率
3.2.1 工序能力指數
工序能力評估直接反映了生產線的質量是否滿足生產要求,也表明了工序能力是否穩定和加工產品的合格率。而評估工序能力主要依據對工序能力指數的計算,假定樣本分布符合正態分布,則有:
(1)
式中:Cp—潛在工序能力指數;TU—工藝參數規范的上限值;TL—工藝參數規范的下限值;σ—工藝參數;s—標準差數據,所服從的正態分布的標準偏差,近似于標準差。
在實際生產中,由于不能保證工藝參數分布中心μ與工藝規范要求中心值T0=(TL+TU)/2相重合,在實際生產中必須對Cp進行“μ與T0之間偏移不大于1.5σ”的修正,以得到實際工序能力指數,即:
(2)
式中:Cpk—實際工序能力指數;Δ—μ關于T0的偏離度;T0—規范范圍中心值;k—修正系數。
工序能力指數數值越大,表明生產線加工狀況越能保證產品質量要求。
工序能力評估表如表4所示。
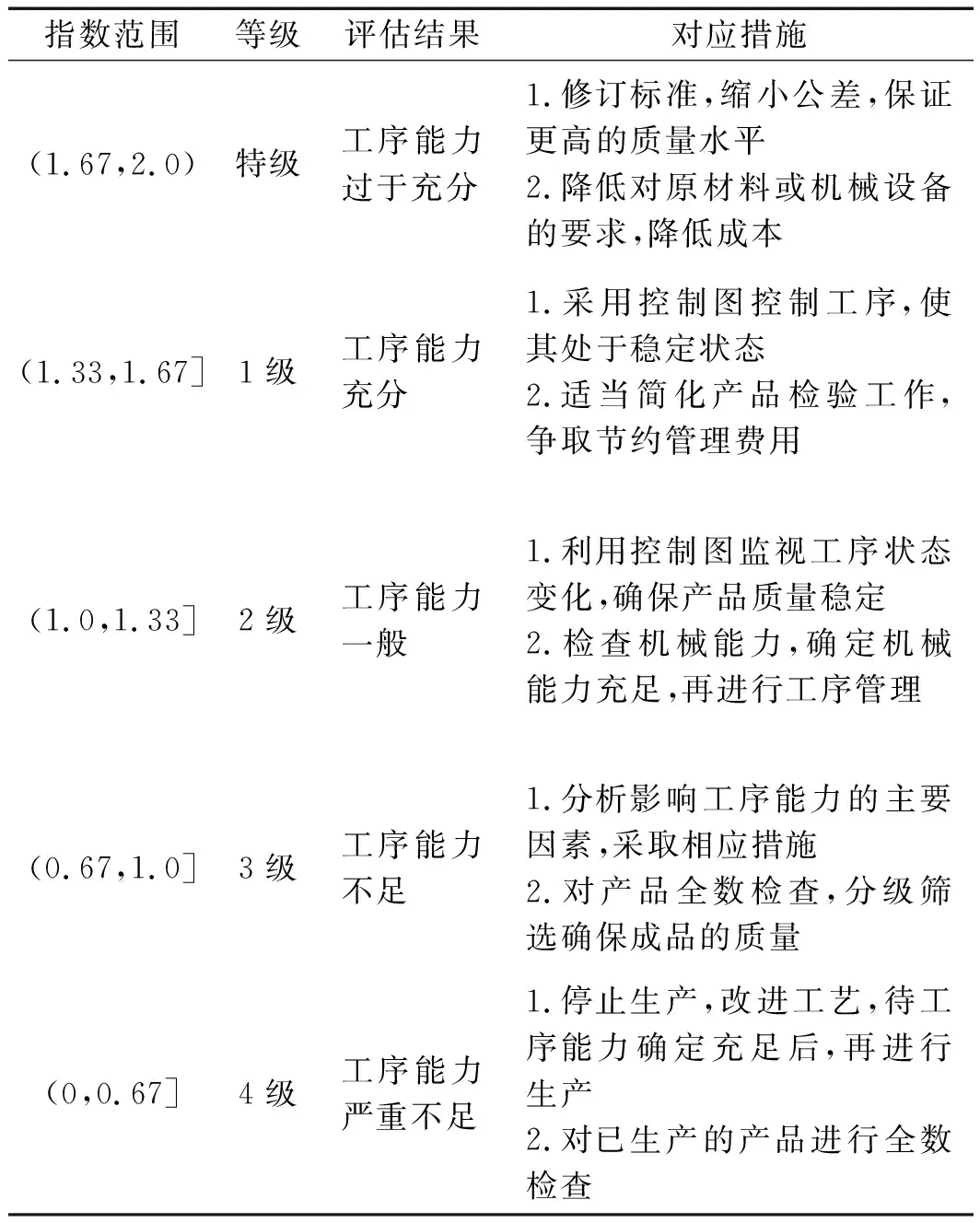
表4 工序能力評估表
根據工序能力指數的計算原理,監控平臺實時處理產品質量數據,通過箱體側面、導軌外側面、主軸安裝端面、滑塊安裝面、螺母座底面等生產數據,對整個生產線的質量進行評估。
3.2.2 工藝不合格品率
工序能力指數值直接反映了工藝成品率的高低。當質量數據服從正態分布時,其數值在(TL~TU)范圍內的質量數據均滿足加工要求,相應的產品為合格品,故產品工藝成品率為:
(3)
式中:η—工藝成品率;N—正態分布;μ—數學期望;σ2—標準方差。
結合公式(1,3),可以得到工序能力指數與工藝成品率η之間的關系為:
(4)
式中:φ—標準正態分布的函數。
則產品的工藝成品不合格率為:
P=(1-η)
(5)
式中:P—產品不合格率。
但實際中的Cpk存在偏離,因此,結合式(2),可得到實際工序能力指數與工藝成品率之間的關系為:
(6)
Cp指數范圍對應的成品率和不合格品率關系如表5所示。
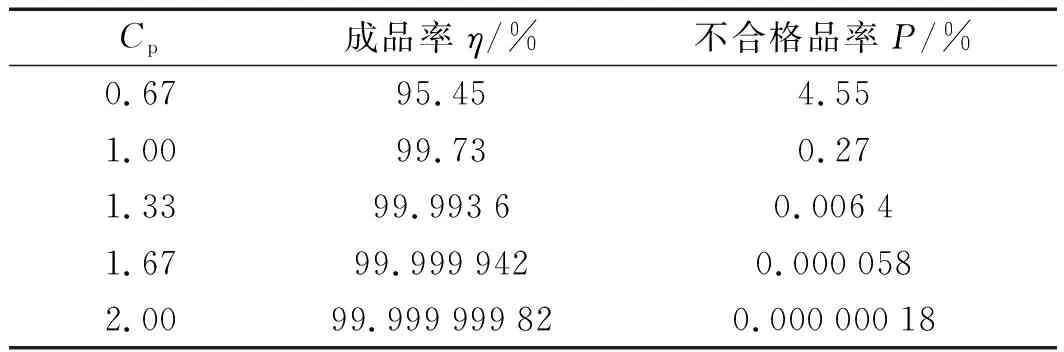
表5 Cp與成品率η和不合格品率P關系
在實際生產中,Cpk與Cp之間存在一定程度上的偏離;而且不合格品率對應的是實際工序能力指數Cpk,所以實際的成品率和不合格品率是經工序能力指數修正后得到的。
4 實驗與結果分析
此處,筆者以某制造企業的主軸箱柔性制造生產線為載體,搭建了該生產線的質量監控平臺。
該企業車間具備網絡架構、MES、FMS等平臺的搭建環境。目前已初步完成與該企業車間信息交互終端的部署。系統采用MySQL為后臺支撐數據庫,以node.js為開發環境;OPCServer為數據采集平臺。車間計劃通過MES系統下達后,零件和加工設備的所有信息將通過數據庫進行數據綁定,由工控機實時采集生產線設備的數據信息。

由千分尺測量工具得到的主軸安裝孔數據如表6所示。
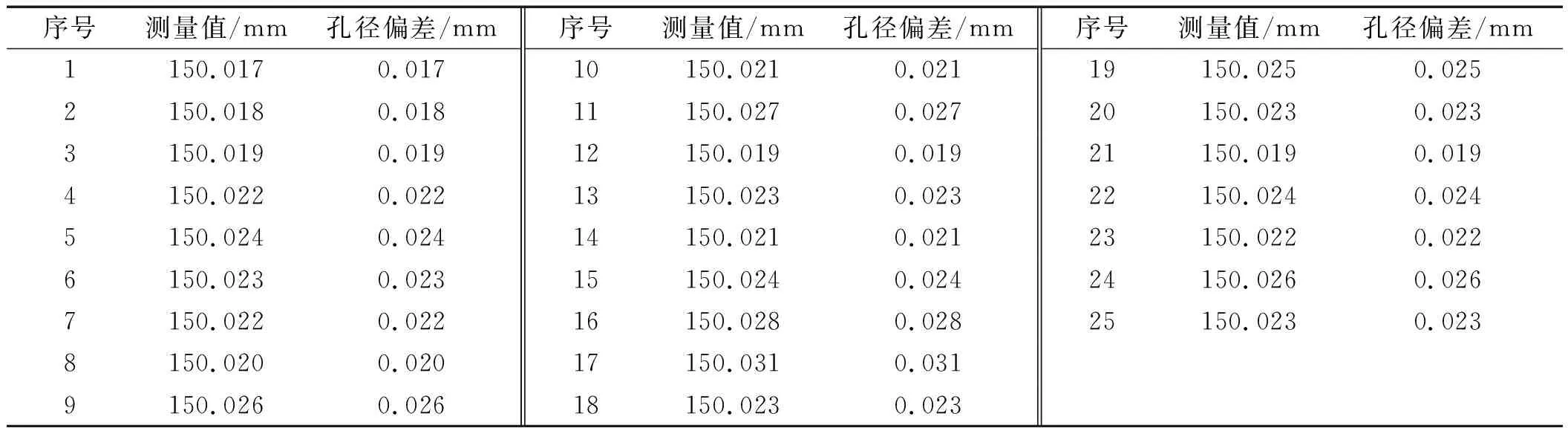
表6 主軸安裝孔測量數據
筆者根據主軸安裝孔的孔徑質量特征數據,利用Minitab平臺,繪制了其工序質量數據的SPC控制圖。
孔徑誤差控制圖如圖8所示。
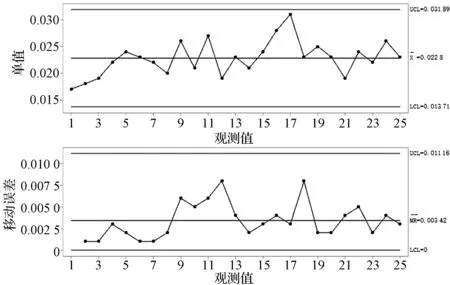
圖8 孔徑誤差控制圖
在實際數據樣本中,單值控制圖孔徑的誤差在控制的上、下限區域內,即預示沒有出現向失控的趨勢;而且誤差的移動誤差值也在可控的區域,這表明該加工工序穩定,且隨著加工的進行,不會出現生產失控的情況;也即表明,主軸安裝孔的加工工序質量在受控的范圍內,不存在生產質量問題,可繼續維持該生產狀態。
為了驗證質量數據是否符合工序能力指數計算的正態分布,筆者根據Anderson-Darling原理[18],檢驗主軸安裝孔數據是否處于正態分布。
檢驗結果(即孔徑誤差正態特性圖)如圖9所示。
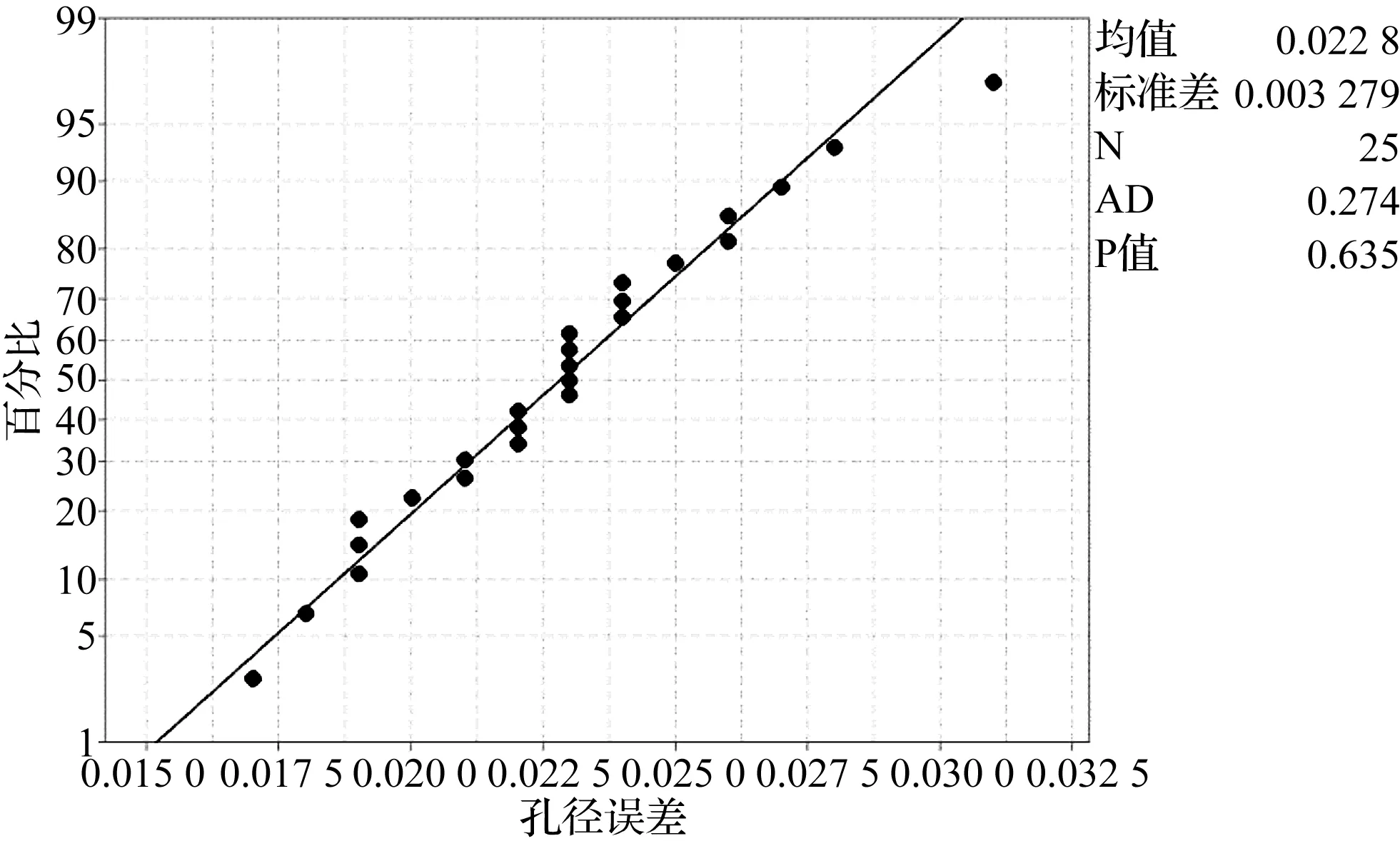
圖9 孔徑誤差正態特性圖
P=0.635>0.05,表示測量的主軸安裝孔數據服從工序評估要求的正態分布。
符合以上條件時,筆者根據公式(1,2)計算主軸安裝孔精鏜工序能力指數值大小,計算該潛在工序能力指數為Cp=1.271,經修正后實際Cpk=1.159。根據表1,評定生產線的加工工序能力一般需要注意控制當前生產加工狀況的變化,以防止出現不合格加工狀態。
工人通過電子看板查看當前生產線加工狀況,通過平臺實時觀測控制圖的變化,通過正態檢驗圖監控數據分布是否屬于正態分布等。
筆者對現場實際生產線進行監控。監控平臺現場調試圖如圖10所示。

圖10 監控平臺現場調試
該企業采用上述實驗中的方法,連續對主軸箱生產線中的零件進行加工工序質量的監控與預警。監控結果顯示:在相同的零件加工測試條件下,傳統加工狀態下主軸箱產品合格率僅為89%,而采用該實時監控平臺下的主軸箱生產線產品合格率則高達96%。
5 結束語
筆者介紹了主軸箱柔性生產線的工序質量監控平臺框架與數據結構模型,研究了通過采用SPC(統計過程控制)原理及工序能力指數對主軸箱生產線的工序質量的控制與作用,運用Minitab平臺對質量數據進行了正態特性分析,最后通過生產線實際監控測試數據,對監控平臺的作用進行了驗證。
研究結果表明:
(1)將多協議集成實時采集系統與WebSocket通訊協議相結合,解決了對生產線數據信息進行實時動態監控的問題;
(2)在監控平臺動態監控下,生產線產品的合格率高達96%。
在后續工作中,筆者將根據生產線質量數據,研究工序質量的預測控制模型,以對生產線的工序質量問題進行提前預防和控制。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
動漫星空(興趣百科)(2020年12期)2020-12-12 05:31:40
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
產品可靠性報告(2017年7期)2017-09-05 09:49:12
無人機(2017年10期)2017-07-06 03:04:36
汽車觀察(2016年3期)2016-02-28 13:16:26