某核電穩(wěn)壓器電加熱器元件焊接質(zhì)量問題分析與改進應(yīng)用
2021-12-28 23:45:13黃亞純高俊根劉開理
電焊機 2021年11期
關(guān)鍵詞:改進
黃亞純 高俊根 劉開理

摘要:核電穩(wěn)壓器電加熱器元件焊縫為壓水堆核電站一回路承壓邊界,其焊接技術(shù)難度大。某項目核電穩(wěn)壓器電加熱器元件焊接中多次出現(xiàn)根部未焊透和外凹尺寸超標(biāo)的質(zhì)量問題。本文對穩(wěn)壓器電加熱器元件焊接質(zhì)量問題進行分析、研究,找出缺陷產(chǎn)生原因,從而改進焊接工藝或控制措施,解決和避免了類似質(zhì)量問題的再次發(fā)生,保障了產(chǎn)品質(zhì)量。
關(guān)鍵詞:穩(wěn)壓器;電加熱器元件;焊接缺陷;改進
中圖分類號:TG444+.74? ? ? 文獻標(biāo)志碼:A? ? ? ? ?文章編號:1001-2003(2021)11-0110-04
DOI:10.7512/j.issn.1001-2303.2021.11.20
0? ? 前言
核電穩(wěn)壓器(簡稱PRZ)是一回路壓力控制和超壓保護的重要設(shè)備,具有對回路壓力控制、壓力保護和補償反應(yīng)堆冷卻劑一回路系統(tǒng)(簡稱RCP系統(tǒng))水容積變化的重要功能[1],其在核電站一回路的位置示意如圖1所示。PRZ電加熱器元件焊縫為壓水堆核電站一回路承壓邊界,是防止放射性物質(zhì)泄漏、保護環(huán)境和公眾的重要屏障。電加熱器元件焊接技術(shù)難度大,早期某項目PRZ電加熱器元件焊接中多次出現(xiàn)根部未焊透和外凹尺寸超標(biāo)的質(zhì)量問題。文中對PRZ電加熱器元件焊接質(zhì)量問題進行分析、研究,找出缺陷產(chǎn)生原因,通過改進焊接工藝或控制措施,解決和避免了類似質(zhì)量問題的再次發(fā)生。
1 PRZ結(jié)構(gòu)和電加熱器元件焊接工藝
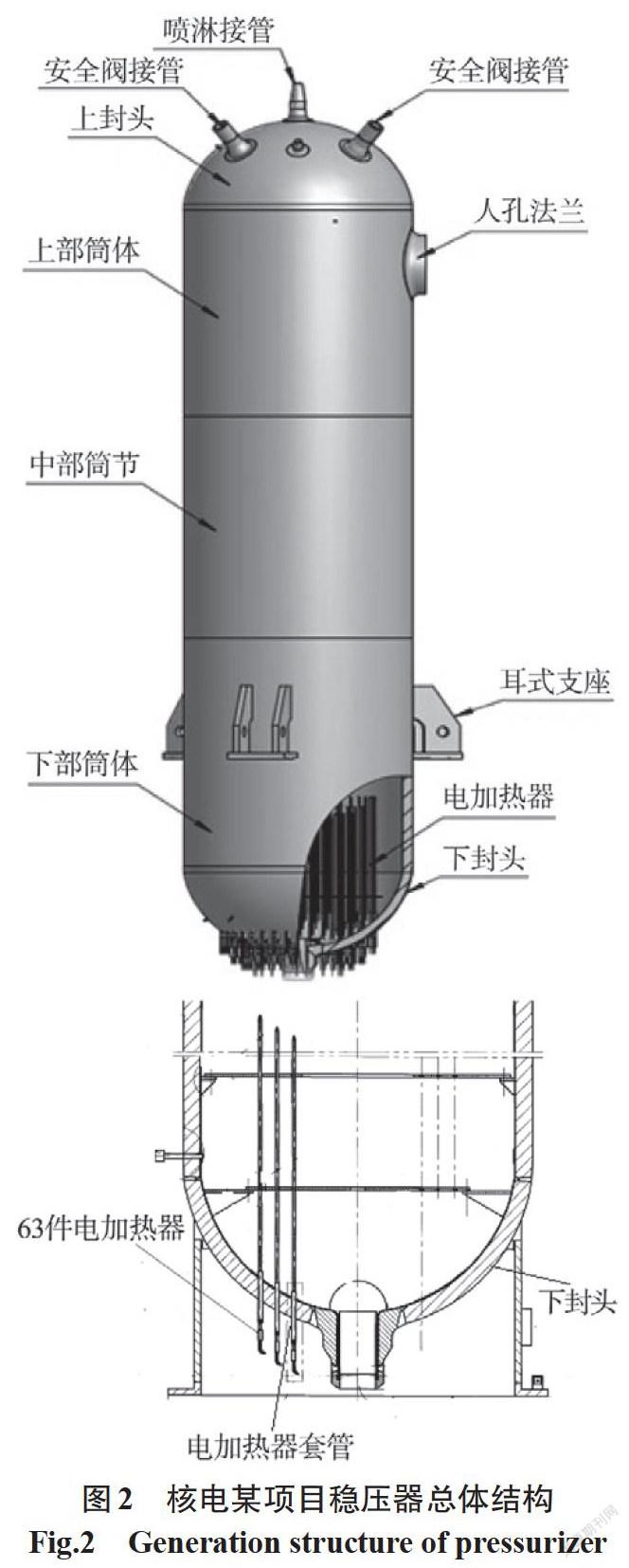
PRZ對一回路系統(tǒng)進行壓力和容積的調(diào)節(jié)和控制,對保證一回路系統(tǒng)壓力邊界完整性有非常重要的作用,其總體結(jié)構(gòu)為一個立式圓筒容器,下部有63/108根加熱器(前者為CPR1000項目,后者為華龍一號項目),如圖2所示。
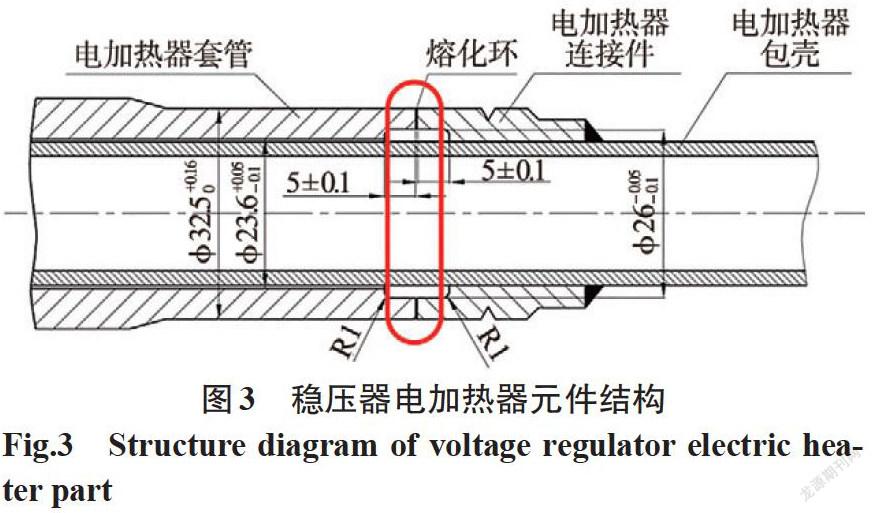
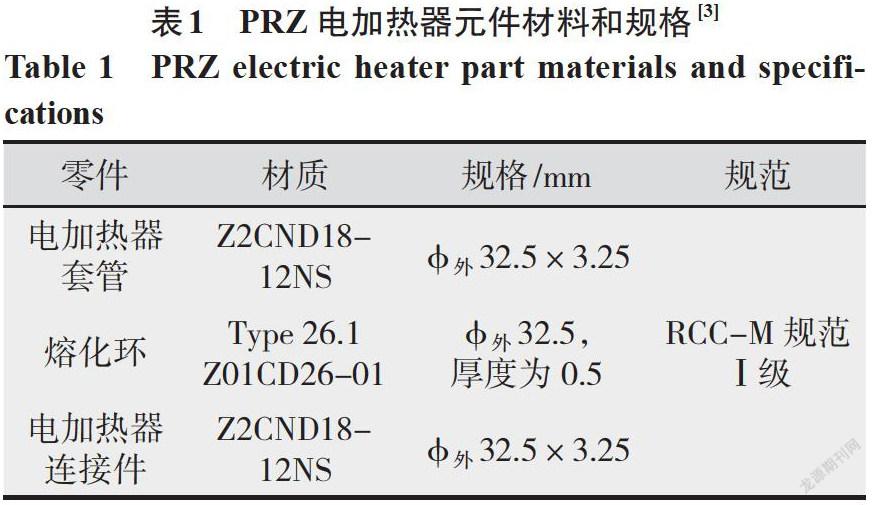
PRZ電加熱器元件結(jié)構(gòu)如圖3所示,其設(shè)計參數(shù)如表1所示。采用自動GTAW焊,焊接設(shè)備為POLYSOUDE TYPE 350 PC、焊接機頭MI38型,其機頭外形尺寸小,可在軸向和徑向空間受限的情況下使用。焊接電源為電腦編程控制,焊接過程中無需人工干預(yù),實現(xiàn)全自動焊接,該設(shè)備具有特殊的兩路氣自動切換功能,能通過機頭噴嘴實現(xiàn)預(yù)先通入背面保護氣,引弧后自動切換到正面保護氣體。
采用氬氣+氦氣的聯(lián)合保護方式,氬氣(99.999%純度)作為背面保護氣和引弧氣體,氦氣(99.995%純度)作為焊接時正面保護氣。通過采用評定合格的焊接參數(shù),獲得符合上游文件要求的焊縫成形和焊縫性能[2]。
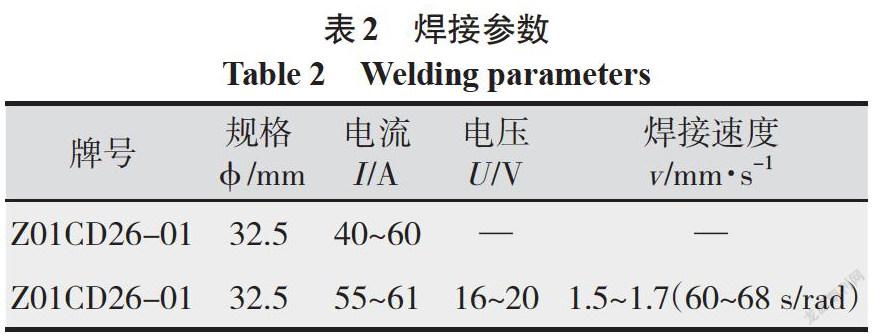
母材電加熱器套管、電加熱器連接件材質(zhì)為Z2CND18-12NS,焊材可熔環(huán)材料為Z1CD26-01,具體焊接參數(shù)如表2所示。
2 驗收準(zhǔn)則和質(zhì)量問題
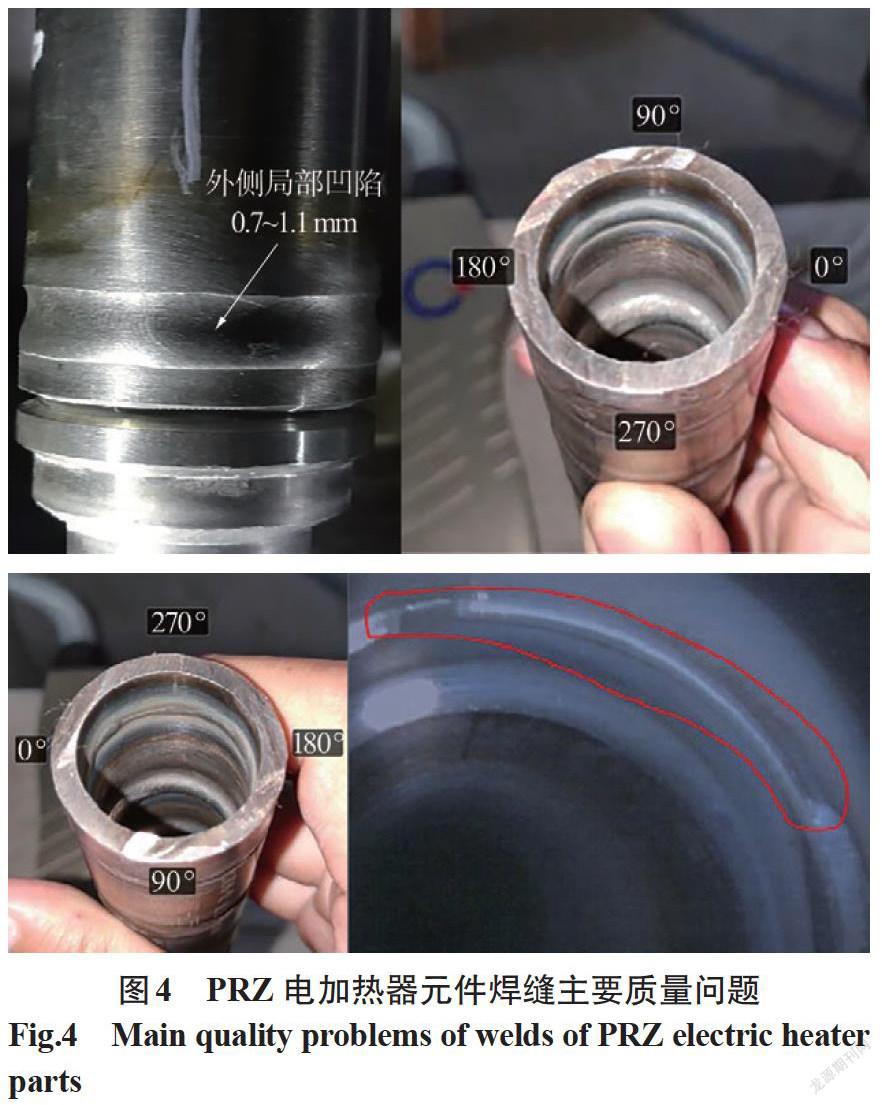
某核電項目PRZ電加熱器元件與連接件焊接驗收準(zhǔn)則為:①焊縫外表面凹陷不能超過0.5 mm,內(nèi)表面凸起不能超過1.5 mm;②焊縫經(jīng)100%射線檢測,結(jié)果不允許出現(xiàn)任何裂縫、裂紋、未熔合、未焊透、咬邊缺陷[3]。
PRZ設(shè)備制造過程中,曾在不同廠家多次發(fā)生如:焊縫的外凹尺寸超差、內(nèi)壁焊縫局部未熔合、RT不合格等焊縫質(zhì)量問題,如圖4所示,對設(shè)備質(zhì)量造成了較大影響。
3 調(diào)查與原因分析
3.1 熔化環(huán)
3.1.1 熔化環(huán)尺寸
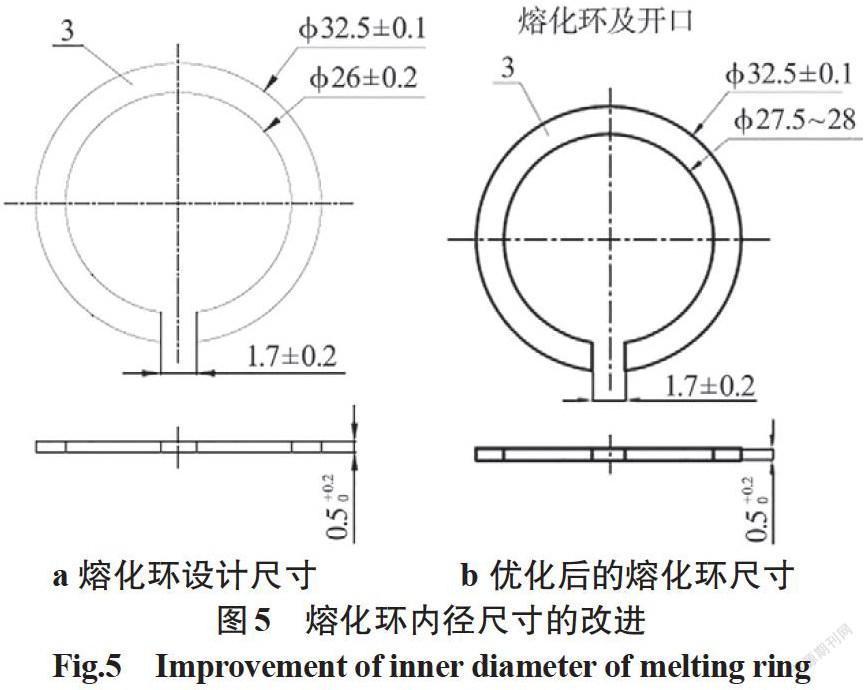
PRZ產(chǎn)品制造過程中,如果出現(xiàn)電加熱器元件套管與連接件焊縫背面未焊透缺陷,只有切管更換新的電加熱器進行重新焊接,因此保證背面焊透是保證焊接質(zhì)量的重點。為保證熔化環(huán)及其背面完全焊透,需采用較大的焊接熱輸入,能一定程度上解決焊縫焊透問題,但同時會帶來焊縫外部凹陷尺寸超標(biāo)的風(fēng)險。為了保證完全焊透及控制焊縫內(nèi)外表面成形,熔化環(huán)尺寸與兩側(cè)母材盡可能一致,設(shè)計尺寸為外徑φ32.5 mm,內(nèi)徑φ26 mm。如果內(nèi)徑尺寸過小,需要大電流才能保證焊透,但大電流不利于外側(cè)的成形,易造成外凹尺寸超標(biāo),探索增大熔化環(huán)內(nèi)直徑以適度降低焊接電流。
3.1.2 熔化環(huán)裝配
熔化環(huán)與電加熱器套管和電加熱器連接件裝配應(yīng)保證精確對中。同心度和錯邊量過大,易出現(xiàn)焊槍鎢極尖與工件距離的較大變化,在相同峰值電流下焊接電弧不穩(wěn)定,影響焊接熔深,增大了焊接接頭焊透的難度,影響焊縫成形。
3.2 鎢極
電加熱器焊接受焊接位置和焊槍限制,只能采用φ1.6 mm和φ2.4 mm的鎢極。通常鎢極直徑越大,能承載的電流越大,熱能量越大,有利于母材和熔化環(huán)的熔化,故選用較大直徑的鎢極(φ2.4 mm)。在鎢極直徑確定的情況下,分析鎢極參數(shù)對電加熱器焊接的影響,確定鎢極端部形狀、鎢極的更換頻率、鎢極尖與工件的距離、鎢極尖與焊縫中心距離是關(guān)鍵參數(shù)。
3.3 原材料
某些核電項目PRZ電加熱器焊接曾出現(xiàn)的根部未焊透和外凹尺寸超標(biāo)的質(zhì)量問題,經(jīng)對比公開發(fā)表的文獻和前期合格產(chǎn)品進行原因分析,該批次電加熱器套管材料化學(xué)成分硫含量偏低(0.000 6%),比以往批次低了一個數(shù)量級。因S元素含量會影響液態(tài)金屬表面張力和流動性,進而對焊縫成形有較大的影響,當(dāng)母材硫含量低于0.005%時,由于熔池中表面張力驅(qū)動對流不利于熔池的形成,自動GTAW焊接的熔深很小。當(dāng)硫含量太低時,熔池的表面張力隨溫度的升高而下降,使得電弧正下方最熱的金屬流向熔池邊緣而得到寬而淺的熔池形狀,熔滴會存在下淌,可焊性不好,造成未焊透、未熔合、焊道成形不良等缺陷的產(chǎn)生[4]。
4 改進措施
4.1 優(yōu)化熔化環(huán)內(nèi)徑尺寸及定位焊
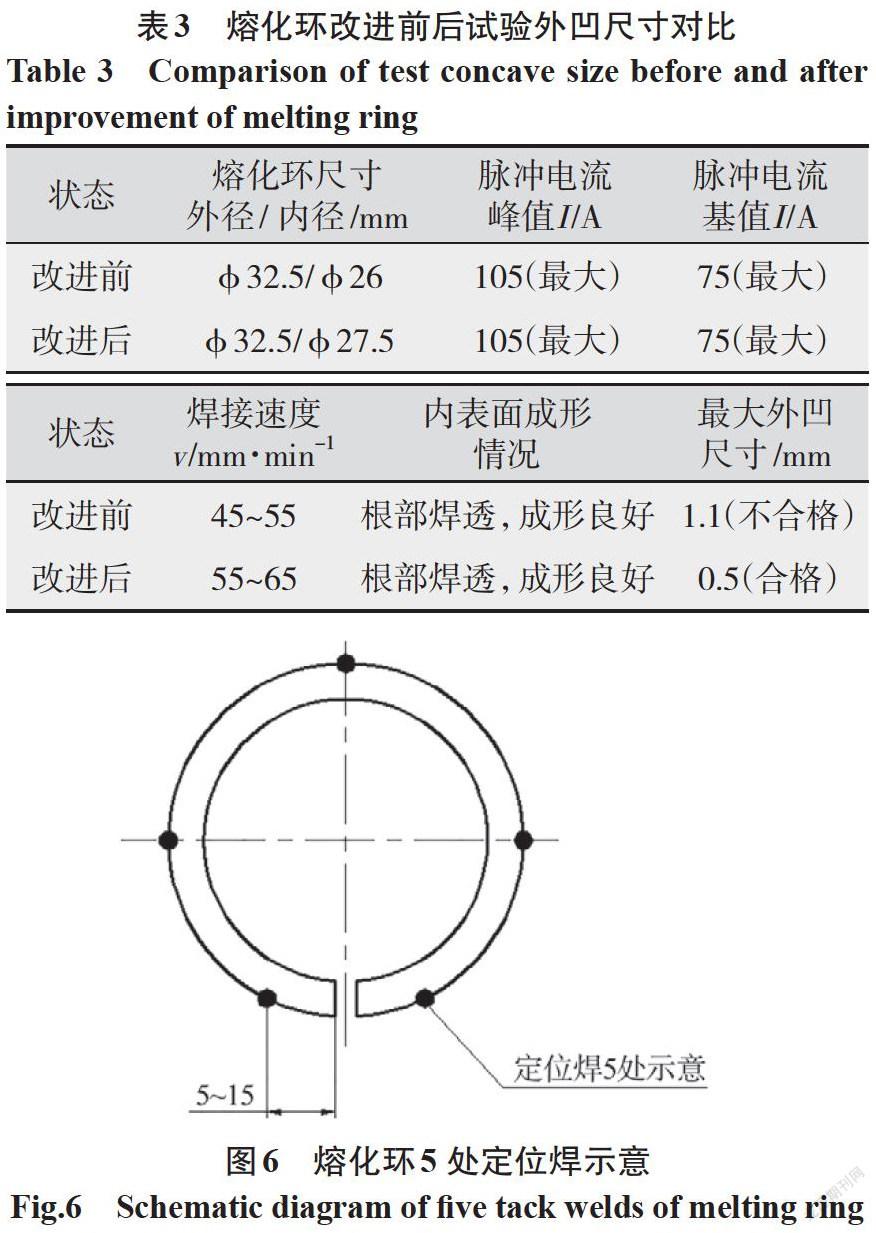
(1)優(yōu)化改進熔化環(huán)尺寸,將熔化環(huán)的內(nèi)徑加工去掉1.5~2 mm,由原來的尺寸φ26±0.2 mm變?yōu)棣?7.5~28 mm,如圖5所示,試驗結(jié)果如表3所示。
(2)熔化環(huán)點位焊改進措施:由原工藝3點定位焊改為5點定位焊,在熔化環(huán)開口邊緣增加2點定位焊,如圖6所示,確保錯邊量≤0.1 mm和同心度≤0.05 mm,檢查合格后才進行點焊。
4.2 優(yōu)化鎢極關(guān)鍵參數(shù)
4.2.1 鎢極端部形狀
TIG焊接的鎢極只起導(dǎo)電作用不熔化,但尖頭太尖或過鈍都會影響熔深,鎢極尖部過鈍,熔深小,焊不透;若鎢極太尖,容易燒損,影響電弧挺度,通過焊接試驗確定其尖部為φ0.2 mm最佳。對于直流正極性焊接,當(dāng)焊接電流在200 A以下時,鎢極尖的角度25°~30°為最佳角度區(qū)間。
4.2.2 鎢極更換頻率
由于鎢極使用后會有不同程度地?zé)龘p,避免鎢極重復(fù)使用時手工修磨鎢極尖導(dǎo)致角度變化,通過試驗確定:每焊接1次,應(yīng)更換新的鎢極。
4.2.3 鎢極尖與工件距離
在TIG焊接過程中,鎢極尖與工件間的距離變化會影響電弧長度,從而影響焊接電壓、熱輸入及焊縫成形。距離過大,熔深小,焊不透;距離過小,影響電弧挺度也容易導(dǎo)致停弧。通過工藝試驗發(fā)現(xiàn):鎢極尖與工件距離>1.3 mm,會出現(xiàn)局部焊接不透;鎢極尖與工件距離<0.8 mm,會出現(xiàn)表面凹陷>0.5 mm;鎢極尖與工件1.0~1.2 mm為最佳距離,目標(biāo)值1.1 mm,焊接電壓在16~21 V時,可獲得理想的焊縫成形。
4.3 套管原材料
在后續(xù)項目的采購活動中,控制套管硫含量的下限,避免因硫含量偏低,焊接熔池的表面張力變小,熔滴會存在下淌,可焊性不好,造成未焊透、未熔合、焊道成形不良等缺陷的產(chǎn)生。
5 改進后的應(yīng)用效果
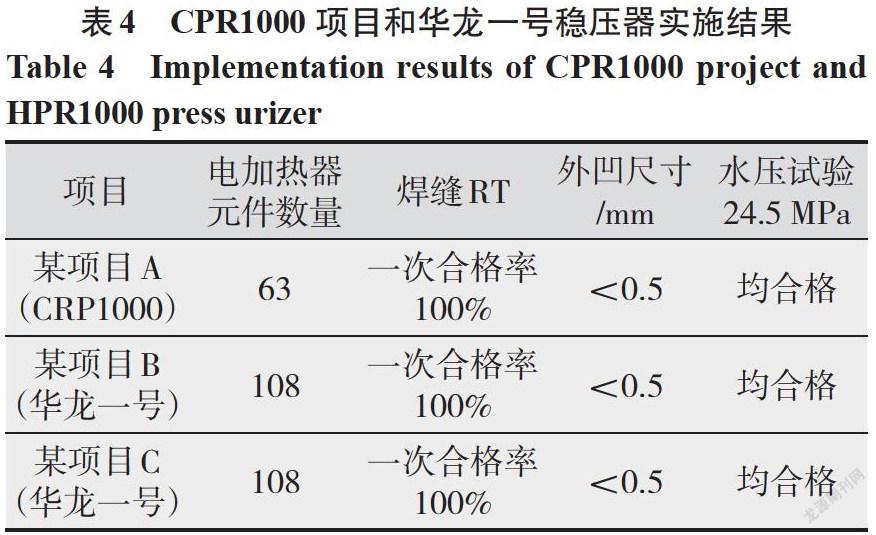
采用改進后的電加熱器焊接工藝,在不同項目不同機組PRZ電加熱器連接件與電加熱器套管進行焊接,焊接質(zhì)量穩(wěn)定可靠,目視檢查、外凹尺寸測量、無損檢測、焊接見證件(產(chǎn)品焊接前、倒班、產(chǎn)品焊接結(jié)束)理化性能指標(biāo)全部合格,如表4所示,電加熱器焊縫一次合格率達(dá)到100%,基本上解決了電加熱器焊縫根部焊透難,外凹尺寸超標(biāo)的焊接難點問題。
6 結(jié)論
此電加熱器焊接技術(shù)的改進,調(diào)查分析了穩(wěn)壓器電加熱器元件焊縫不合格事件,開展多因素分析,從熔化環(huán)內(nèi)直徑和定位焊、焊接保護氣體、鎢極等關(guān)鍵參數(shù)進行改進,基本解決了穩(wěn)壓器電加熱器焊接技術(shù)難度大及母材S含量超低等因素導(dǎo)致電加熱器焊接未焊透、外凹尺寸超標(biāo)的質(zhì)量問題;同時,通過大量焊接試驗,對電加熱器焊接從不同技術(shù)維度進行原因分析和研究,使焊接技術(shù)進一步優(yōu)化和提升,并應(yīng)用到不同項目不同機組的穩(wěn)壓器焊接,并取得成功。大幅提高了同類型穩(wěn)壓器電加熱器焊接的實體質(zhì)量,具有很高的工程實踐價值與意義。
參考文獻:
廣東核電培訓(xùn)中心. 900 MW 壓水堆核電站系統(tǒng)與設(shè)備[M]. 北京:原子能出版社,2005:110.
李樹輝.核電設(shè)備穩(wěn)壓器電加熱器元件套管與連接件焊接工藝[J].技術(shù)應(yīng)用,2019(9):98-99.
王保滿,張志強,王偉波,等. CPR1000核電穩(wěn)壓器電加熱元件焊接質(zhì)量控制[J]. 焊接技術(shù),2015,44(8):69-72.
John C. Lippold,Damian J. Kotecki.不銹鋼焊接冶金學(xué)及焊接性[M].北京:機械工業(yè)出版社,2005.
RCC-M.壓水堆核島機械設(shè)備設(shè)計和建造規(guī)則(2007版)[S].2007.
猜你喜歡
電腦知識與技術(shù)(2016年24期)2016-11-14 01:49:16
文理導(dǎo)航(2016年30期)2016-11-12 15:19:07
經(jīng)營者(2016年12期)2016-10-21 09:36:17
現(xiàn)代經(jīng)濟信息(2016年19期)2016-10-20 15:44:35
中國科技博覽(2016年18期)2016-10-19 07:16:43
商(2016年27期)2016-10-17 06:57:20
商(2016年27期)2016-10-17 05:02:12
大學(xué)教育(2016年9期)2016-10-09 08:09:53
科技視界(2016年20期)2016-09-29 13:36:14
企業(yè)導(dǎo)報(2016年8期)2016-05-31 18:48:53
