線束生產現狀及智能制造發展趨勢研究
2021-12-30 05:37:48王亮
汽車零部件 2021年12期
王亮
(季華科技有限公司,廣東佛山 528000)
0 引言
線束是汽車必不可少的零部件之一,承擔著傳輸電力和電信號的作用,可謂是汽車的中樞神經系統。線束主要由導線、端子、連接器、防水塞、號碼管等零件裝配而成,一臺整車的線束總長可達到5 000 m。近年來隨著新能源汽車的逐步上市普及和無人駕駛技術的市場化推廣應用,汽車行業正處于一場前所未有的電動化、智能化、網聯化產業革命當中。而相應地,汽車上所用到的傳感器、控制器越來越多,汽車線束也變得越來越復雜,其重要性也比以往更加突出。據線束中國整理的數據,2018年中國汽車線束的市場規模約為818.9億元,且中國已經連續4年成為全球最大的新能源汽車生產大國。但是國內線束生產企業多達上千家,行業分散,且技術水平參差不齊,屬于典型的勞動密集型行業,競爭比較激烈。
文中分析了線束標準化、輕量化及集成化發展趨勢,并提出了線束生產環節智能制造的三大方向。
1 線束生產現狀
1.1 原材料型號繁多
整車線束涉及的原材料種類并不多,但是原材料本身如導線型號(顏色、線徑不同)、端子型號、連接器型號繁多,組合方式各異,每家車企、每款車型的線束零件選型也不一樣,標準化程度極低,而且車型的更新換代周期也比較短。
如表1所示,以某款乘用車為例,列出了儀表線束、前艙線束、地板線束、右前門線束等等11種線束的導線型號、端子型號、連接器型號、防水栓型號及盲堵型號的種類。其中三大主線束(儀表線束、前艙線束、地板線束)所用到的導線型號、端子型號均超過或接近百種。
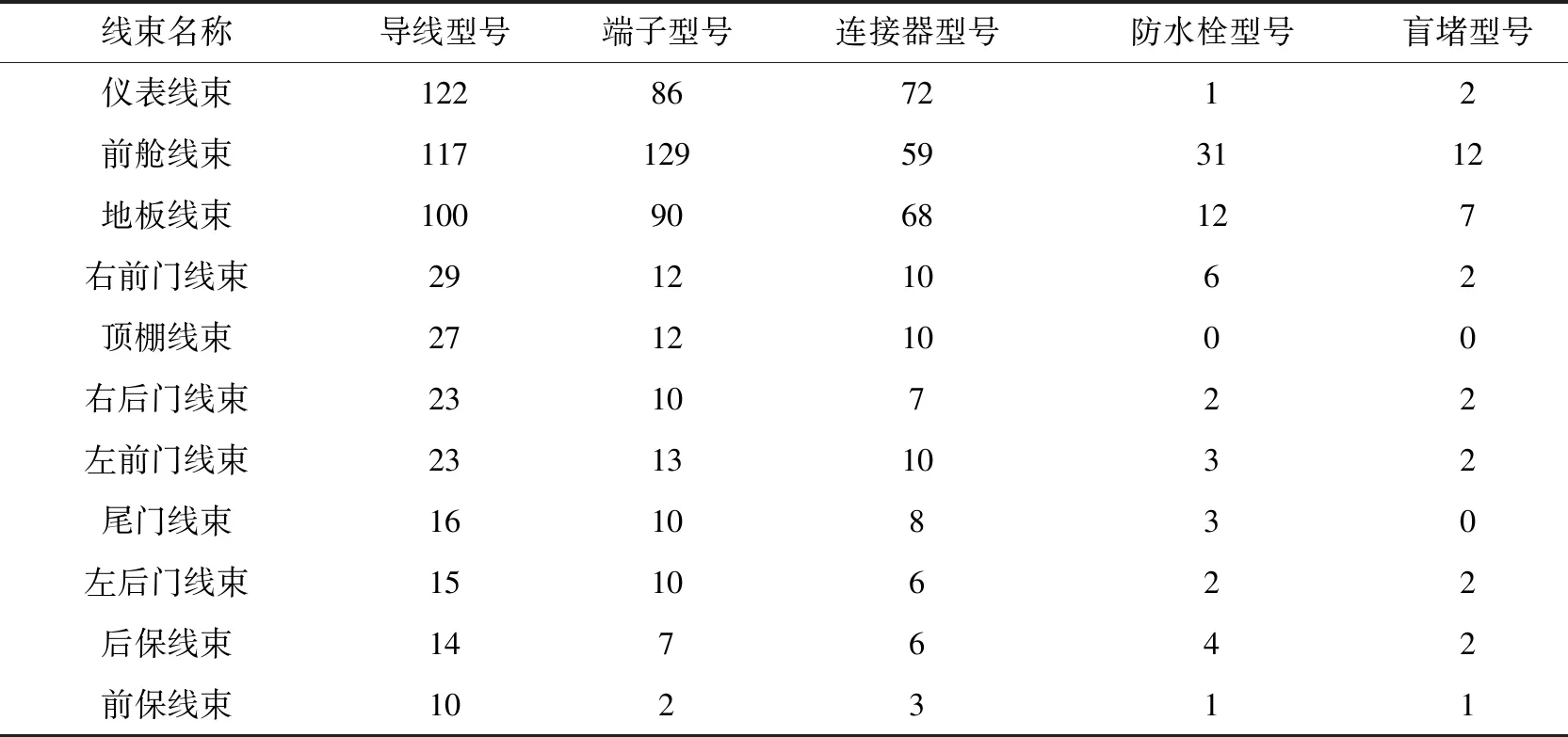
表1 某款乘用車線束組成
1.2 勞動力密集
線束的生產可分為開線、預裝、總裝、檢測4個環節。這4個環節是相互割裂的,在不同的車間區域由不同的生產線和不同的產線工人分別完成,屬于單機孤島式的生產方式。開線環節有相對比較成熟的單機自動化設備,可分別實現導線的裁切、剝皮、壓端子、穿防水栓等工序,但后續的預裝、總裝、檢測環節則基本靠人工來實現。
原材料種類繁多,線纜的柔性以及長度范圍跨度大等因素導致了當前線束生產難以自動化、智能化,絕大部分環節只能靠人工來完成,導致企業的營業成本中直接人工占比明顯高于其他行業。以同屬于汽車零部件制造行業的幾家上市企業作對比,如表2所示,汽車線束生產企業(滬光股份和永鼎股份)的直接人工占營業成本比例高達15%以上,而另外幾家汽車零部件制造企業的直接人工占營業成本比例則在3%~9%之間。由此可見汽車線束生產的自動化、智能化提升還有較大的空間。
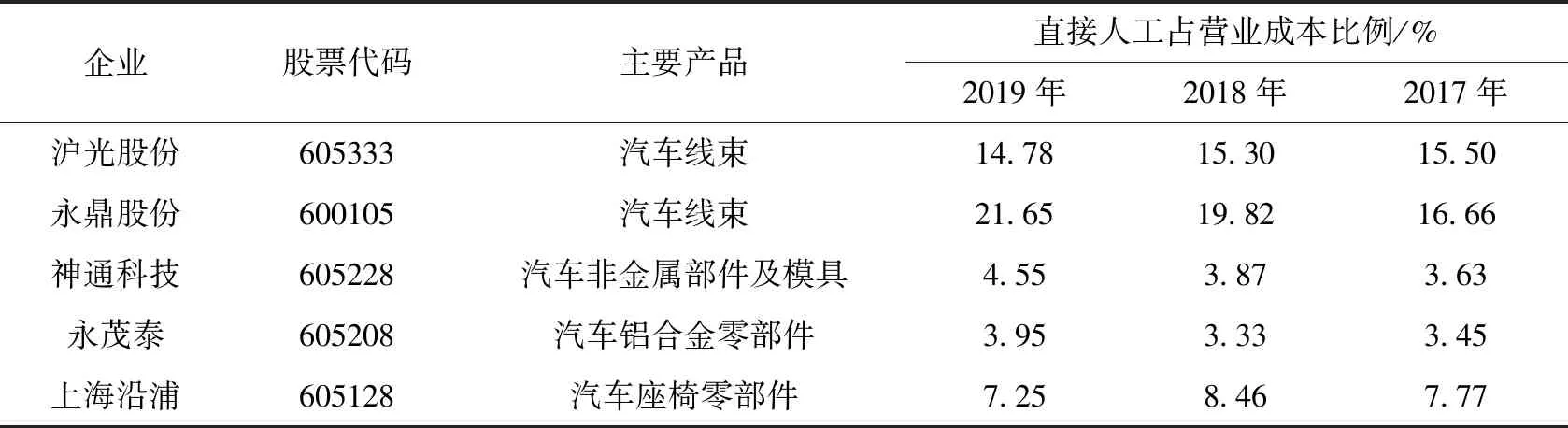
表2 幾家上市公司直接人工占營業成本比例對比
1.3 信息化程度低
目前絕大部分線束生產企業主要還是依賴紙質數據來傳遞信息。由于上述的單機孤島式生產方式,物料及半成品需要依賴人工在多個區域流轉和儲存,相關的生產信息也需要在多人多區域之間傳遞,這樣協同效率不高,信息傳遞不暢,容易產生庫存浪費、等待浪費、搬運浪費和管理浪費[1],使得生產波動大、物料損耗大、數據難追溯,最終導致生產效率低下、產品品質不高。
2 線束發展趨勢
2.1 標準化設計
上文提及的線束原材料如導線、端子、連接器型號繁多,一方面是車企考慮安裝、維修的便利;另一方面則是因為目前線束制造主要依賴人工,而人需要依賴顏色、線徑、形狀等特征快速地分辨出所需使用的不同物料,以提高生產效率。而隨著自動化設備的導入,機器是不需要依賴表面或形狀特征來識別物料的,同一個系列的所有車型甚至同一家車企相同品牌下的所有車系均可盡可能減少導線、端子、連接器等物料的品種,以降低線束生產的復雜性。例如,廣汽集團通過平臺化和標準化設計,公司的連接器數量由312類減少至208類,平臺化率達到67%[2]。線束標準化設計的趨勢降低了線束智能制造的難度。
2.2 輕量化設計
整車線束從功能上大致分為3種,分別為信號線、供電線和搭鐵線,線束占整車質量的5%左右,線徑則一般為0.35 mm2或以上。輕量化意味著行駛里程的增加,每減少5 kg的質量可增加1 km行駛里程,因此各品牌車企正在推廣使用更小線徑的導線或更小的接插件,如采用0.13 mm2或0.08 mm2的合金導線,同步配套采用更小型化的端子。目前在寶馬、奔馳、大眾、通用等品牌主機廠均有不同程度的使用[3]。另外,為了進一步減少質量,對于相同電力或信號的傳遞可以采用結合線的方式,以減少導線的使用量。所謂結合線,是指導線端部通過壓接或焊接的方式實現一分二或一分多。如表3所示,以某款乘用車型為例,部分線束中的結合線占比甚至高達70%以上。導線線徑變小、端子小型化或結合線的增加使得加工精度、制造過程的復雜程度都提高了,因此線束輕量化設計的趨勢提高了線束智能制造的難度。
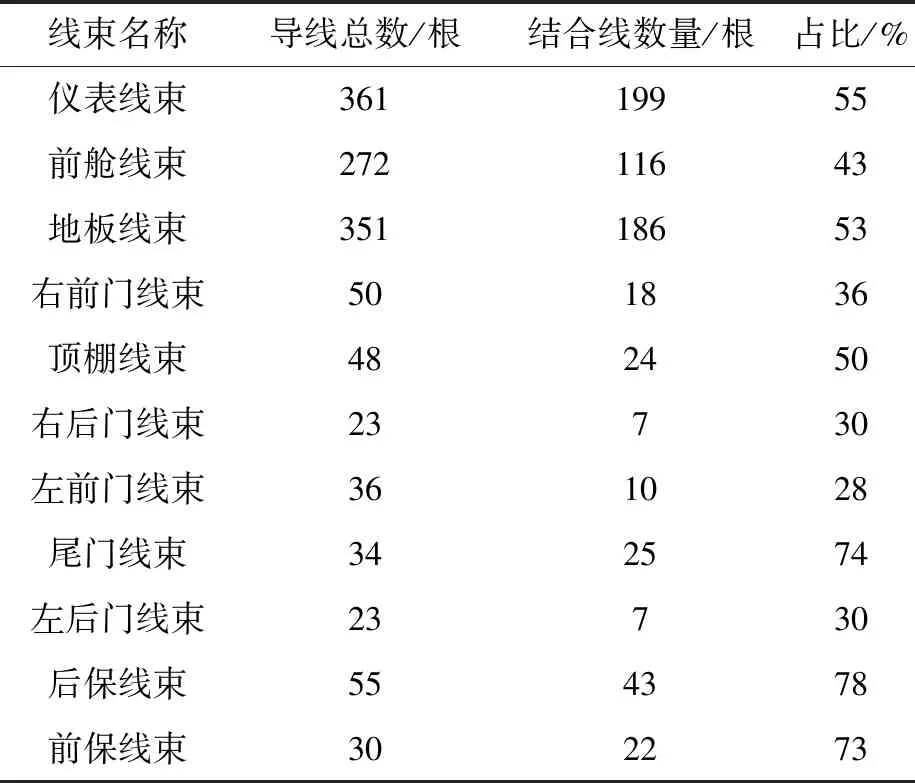
表3 某款乘用車整車線束中結合線的使用情況
2.3 集成化設計
在可預期的未來,汽車的智能化會不斷提升。所謂集成化設計是指通過電器件的集成,將控制器區域化,控制器與控制器之間、控制器與汽車中央計算機之間通過總線通信的方式來傳遞信息。通過增加控制器的數量可以大幅降低導線的用量,以特斯拉Model Y車型為例,采用區域控制器的方案,其整車導線總長度只有2 400 m,相比傳統車型,導線用量降低1/2。隨著越來越多的電氣設備安裝到汽車之中,抗外界干擾的能力要求也越來越高,這必將導致雙絞線或屏蔽線的使用會越來越多。表4為某款傳統乘用車整車線束中雙絞線、屏蔽線的使用情況。無論是雙絞線還是屏蔽線,均屬于多芯線纜,涉及二次剝皮的過程,其加工和裝配難度較大。因此,集成化設計的趨勢雖然減少了導線的用量,但提高了線束智能制造的難度。
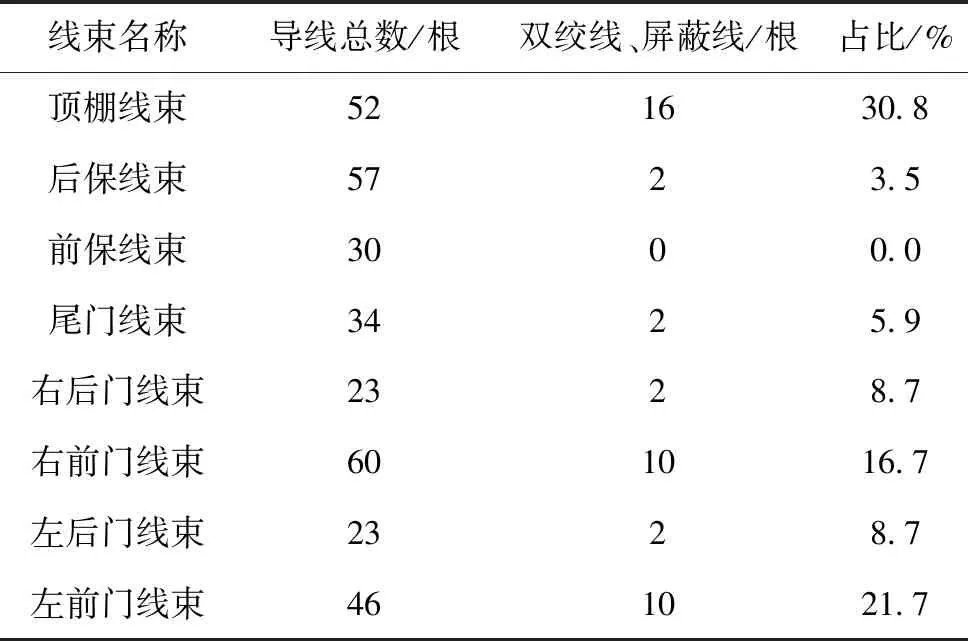
表4 某款乘用車整車線束中雙絞線、屏蔽線的使用情況
3 線束智能制造發展趨勢
3.1 縱向一體化生產
由于單機孤島式生產存在物料損耗大、生產效率低、品質管控難等缺陷,因此實現線束從導線下料、裁切、剝皮、穿防水塞、壓端子到插植、電測試、包扎等工藝的一體化連續性生產便成為線束智能制造的發展趨勢之一。相關企業在此方向正在進行相應的研發,并向市場推出了相應的設備,如Komax公司的Omega 740/750機臺。該設備實現了從開線、端子壓接到插植的一體化連續性生產,也實現了連接器的自動上料、導線剝皮質量檢測和端子壓接缺陷檢測,并通過線纜末端存儲的方式解決了導線按序插入連接器存在交叉干涉的問題,其技術參數如表5所示。當前此類設備的局限性在于單次擺放連接器的數量非常有限,僅能滿足部分小線束的分支預裝,且后續仍然需要依靠人工來實現整個線束的總裝。通過機械手完成導線在工裝板上的布線、插植等動作,是可以實現導線加工、預裝、總裝一體化生產的,也是當前的技術研究方向之一,且若能同時實施雙絞線/屏蔽線、結合線的加工,則汽車線束的智能制造水平將得到大幅提升,帶來的是生產效率和產品品質的大幅提高。

表5 Komax Omega 740/750技術參數
3.2 橫向一體化互聯
另一個解決單機孤島式生產的方式是通過加工設備間的互聯實現生產信息的共享和加工指令的統一協調,從而提高設備的稼動率。線束規模化生產需要大量單機設備,以昆山滬光為例,該公司擁有194臺全/半自動壓接機、23臺剝皮機、12臺切剝機、36臺絞線機、46臺超聲波焊接機、251臺檢測設備等[4]。這些設備相互獨立,彼此間不關聯。盡管MES系統可以進行生產任務的調度管控,但是最終每項生產任務落實到具體的設備、每臺設備當前的工作狀態均需要人工進行統計和維護,存在信息傳遞的時間差、狀態信息的滯后等問題。目前部分線束加工設備制造商預留了設備的數字化接口,可以將生產參數、實時生產量、異常信息等通過通信方式傳遞給車間的信息化管理系統,問題在于一家線束企業使用的設備品牌較多,各家的通信標準不統一且較為封閉。若能實施車間智能化改造,電子化集中管控所有設備的運行狀態,實現生產任務的實時調度,并對設備進行預測性維護,則可以大幅提高設備的使用效率,同時減少相應的現場管理人員。
3.3 物料自動化儲運
線束生產涉及的物料種類非常多,隨著線束企業業務量的增加,如果單純依靠人工的話,從倉庫查找并提取原材料或半成品的效率非常低下,造成生產現場停工等料的現象頻繁發生。可采用倉儲信息化系統、物料自動化輸送系統,再輔以立體倉庫提升空間利用率、AGV小車配送物料,從而實現現場一鍵叫料、實時自動送料。在可預期的未來,這種自動化儲運系統將是線束企業智能制造升級優先推行的技術方案。
4 結束語
隨著人力成本的不斷上升和下游主機廠的利潤空間壓縮,線束企業要提高競爭力,自動化、智能化升級迫在眉睫。文中提出了縱向一體化生產、橫向一體化互聯、物料自動化儲運三大智能制造升級的方向,希望能為線束行業發展提供一些有益的探索。這需要全行業上下游產業鏈之間的協同,尤其是線束的標準化設計還有很大的提升空間,需要主機廠從設計源頭進行優化。當然線束智能制造還有很多的課題和細節值得深入研究。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中國軍轉民(2017年6期)2018-01-31 02:22:28
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
