基于牛頓冷卻定律研究回焊爐材料的爐溫曲線
2021-12-30 08:01:42張德順
物理實驗 2021年12期
關(guān)鍵詞:區(qū)域
尹 碩,張德順
(石河子大學(xué) 理學(xué)院,新疆 石河子 832000)
在集成電路板等電子產(chǎn)品生產(chǎn)中,需要將安裝有各種電子元件的印刷電路板放置在回焊爐中,通過加熱,將電子元件自動焊接到電路板上. 在生產(chǎn)過程中,讓回焊爐的各部分保持工藝要求的溫度,對產(chǎn)品質(zhì)量至關(guān)重要. 目前,這方面的許多工作通過實驗測試的方法來進行控制和調(diào)整. 此物理背景為2020年高教杯全國大學(xué)生數(shù)學(xué)建模競賽試題[1],旨在通過構(gòu)建機理模型來進行分析研究,利用牛頓冷卻定律建立焊點與環(huán)境之間的熱交換模型[2-5],在求解回焊爐內(nèi)部焊點溫度隨時間變化的爐溫曲線中有參考意義.
1 模型背景
回焊爐內(nèi)部設(shè)置若干個小溫區(qū),從功能上可分成4個大溫區(qū):預(yù)熱區(qū)、恒溫區(qū)、回流區(qū)、冷卻區(qū). 電路板兩側(cè)搭在傳送帶上勻速進入爐內(nèi)進行加熱焊接. 回焊爐內(nèi)一般有11個小溫區(qū)及爐前區(qū)域和爐后區(qū)域,每個小溫區(qū)長度為30.5 cm,相鄰小溫區(qū)之間有5.0 cm的間隙,爐前區(qū)域和爐后區(qū)域長度均為25.0 cm. 回焊爐啟動后,爐內(nèi)空氣溫度會在短時間內(nèi)達(dá)到穩(wěn)定,穩(wěn)定后,回焊爐方可進行焊接工作. 爐前區(qū)域、爐后區(qū)域以及小溫區(qū)之間的間隙無特殊的溫度控制,其溫度與相鄰溫區(qū)的溫度有關(guān),各溫區(qū)邊界附近的溫度也可能受到相鄰溫區(qū)溫度的影響[6-7]. 另外,生產(chǎn)車間的溫度保持在25 ℃.
在設(shè)定各溫區(qū)的溫度和傳送帶的過爐速度后,可以通過溫度傳感器測試某些位置上焊接區(qū)域中心的溫度,稱之為爐溫曲線(即焊接區(qū)域中心的溫度曲線). 各溫區(qū)設(shè)定的溫度分別為175 ℃(小溫區(qū)1~5)、195 ℃(小溫區(qū)6)、235 ℃(小溫區(qū)7)、255 ℃(小溫區(qū)8~9)及25 ℃(小溫區(qū)10~11);傳送帶的過爐速度為70 cm/min;焊接區(qū)域的厚度為0.15 mm. 溫度傳感器在焊接區(qū)域中心的溫度達(dá)到30 ℃時開始工作,電路板進入回焊爐時開始計時.
2 模型建立
現(xiàn)討論熱傳導(dǎo)的相關(guān)數(shù)學(xué)模型如圖1所示,已知溫度值u是關(guān)于電路板在傳送帶上的位置x與時間t的二元函數(shù),選取爐前區(qū)域的起始點為坐標(biāo)原點.現(xiàn)使用熱傳導(dǎo)原理推導(dǎo)回焊爐內(nèi)相鄰溫區(qū)間隙的溫度u關(guān)于位置x的函數(shù)關(guān)系[8],根據(jù)能量守恒定律可得
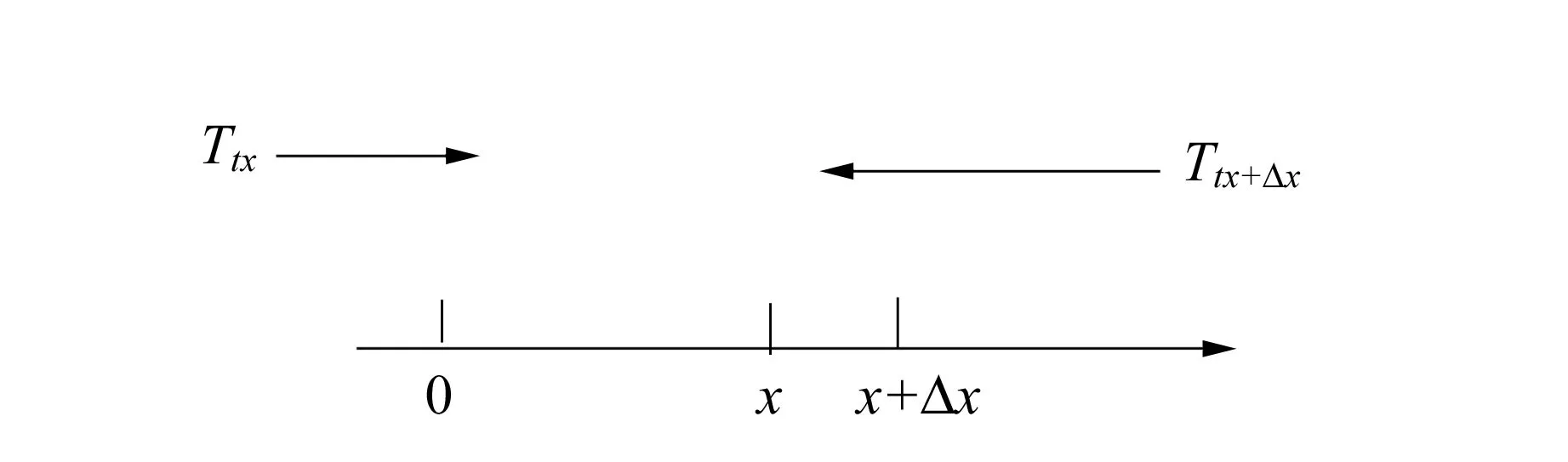
圖1 一維空間下熱傳導(dǎo)坐標(biāo)圖

(1)
其中C為物質(zhì)比熱容,ρ為物質(zhì)密度,k為熱傳導(dǎo)系數(shù),u為爐內(nèi)有溫度變化縫隙區(qū)域的溫度值.
初始時刻t=0時各處溫度值為τ0,任一時刻在原點位置處的溫度值為τ1,在位置l處的溫度值為τ2.一維空間中,回焊爐中電路板的泛定方程和定解條件為:
(2)
解得溫度值為
(3)
其中Cn為常量,an為本征值,l為縫隙區(qū)域長度.
若使回焊爐內(nèi)各個部分區(qū)域溫度穩(wěn)定,就要使回焊爐啟動足夠長的時間.假定回焊爐已經(jīng)開啟足夠長時間,則式(3)中t→∞,分析可得溫度函數(shù)是關(guān)于電路板位置坐標(biāo)的線性函數(shù),與圖像的擬合程度很好.
通過實際擬合情況推知,在爐前區(qū)域的溫度變化圖像符合指數(shù)增長趨勢;在預(yù)熱區(qū)、恒溫區(qū)、回流區(qū)和冷卻區(qū)之間縫隙的溫度變化圖像符合線性增長趨勢.由此得出溫度分布函數(shù)及其圖像如圖2所示.在爐前區(qū)環(huán)境溫度隨電路板位置呈指數(shù)關(guān)系上升,在保溫區(qū)保持穩(wěn)定,在回流區(qū)出現(xiàn)穩(wěn)定和線性函數(shù)關(guān)系,在冷卻區(qū)呈現(xiàn)固定的溫度.圖2中環(huán)境溫度隨電路板位置x變化的函數(shù)為
(4)
焊接區(qū)域的中心溫度在預(yù)熱區(qū)先呈指數(shù)函數(shù)上升;到達(dá)保溫區(qū),溫度以較小斜率上升;在小溫區(qū)3中點處,焊接中心的溫度為168.19 ℃;在小溫區(qū)6中點處,焊接中心的溫度為168.19 ℃;在小溫區(qū)7中點處,焊接中心的溫度為188.19 ℃;在小溫區(qū)8結(jié)束處,焊接中心溫度為214.97 ℃. 焊接區(qū)域的中心溫度變化情況可以通過以時間為自變量,以中心溫度為因變量做預(yù)測爐溫曲線,如圖3所示.
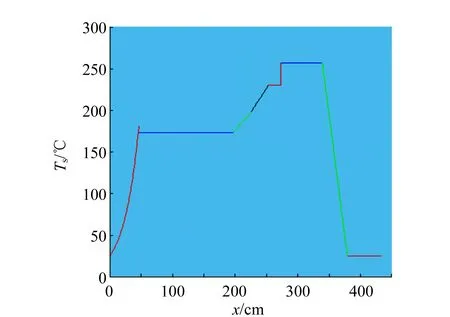
圖2 環(huán)境溫度隨電路板位置變化的坐標(biāo)函數(shù)圖像
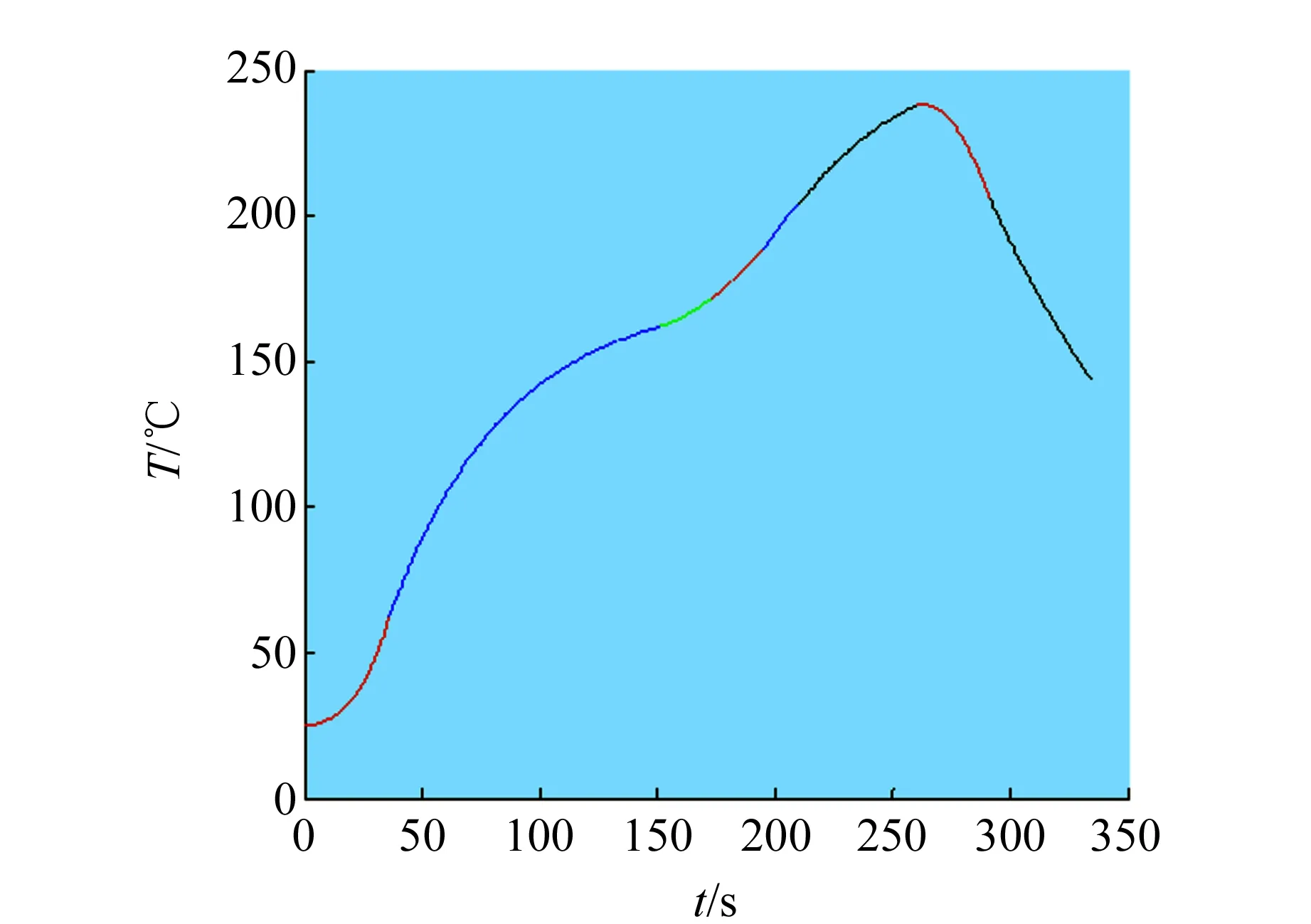
圖3 爐溫曲線變化情況
為方便建立數(shù)學(xué)模型,統(tǒng)計得到傳送帶上8個節(jié)點距離原點的距離,如表1所示.
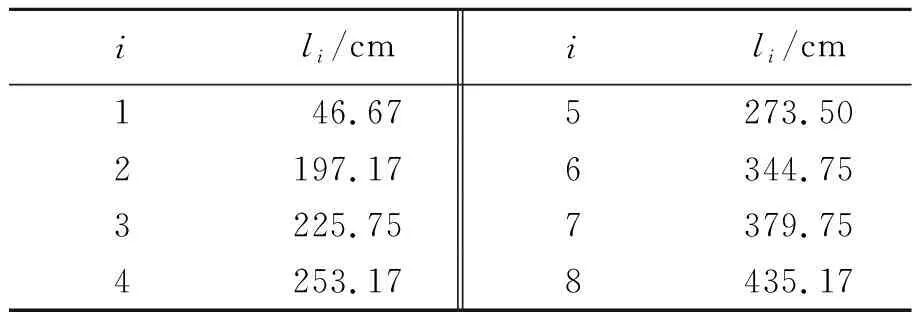
表1 節(jié)點距原點的距離
設(shè)Tn(n=1,2,…,8)表示電路板在各個分段區(qū)間上末端溫度的最大值,通過建立焊接溫度的最大值與各個溫區(qū)傳送帶速率的函數(shù)關(guān)系,計算、整理得:
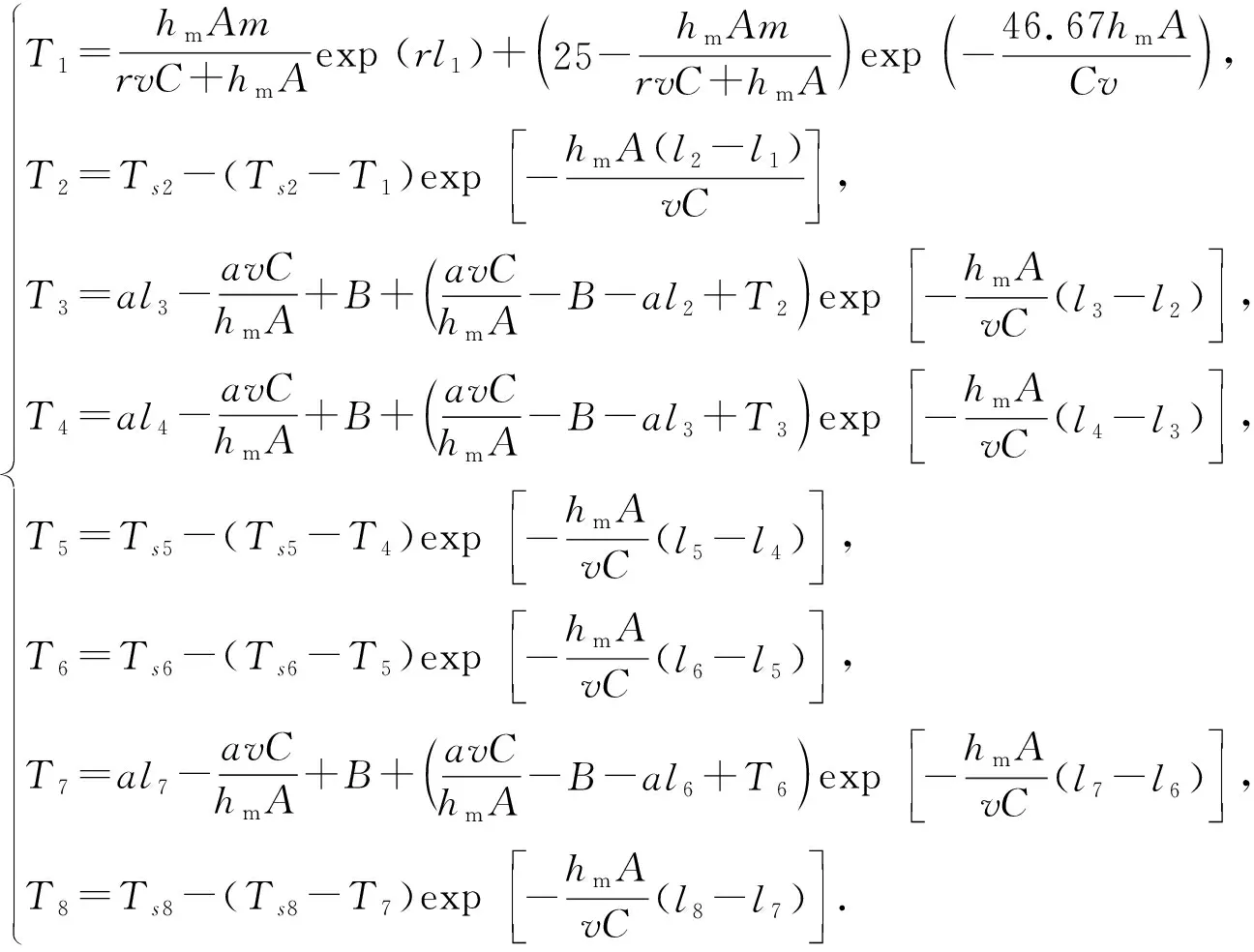
(5)
其中,hm為平均對流換熱系數(shù),v為傳送帶速度(cm/s),A,m,r,a,B均為常數(shù).通過將已知參量代入式(5)中,經(jīng)計算得出結(jié)論:將參量代入T6函數(shù),可知大約在第9溫區(qū)的末端位置時的傳送帶移動速度最大.
3 模型計算與檢驗
為了方便判斷焊接中心所在位置隨時間的變化,通過Java計算出焊接中心進入各溫度區(qū)的時間以及出溫度區(qū)的時間,如表2所示.
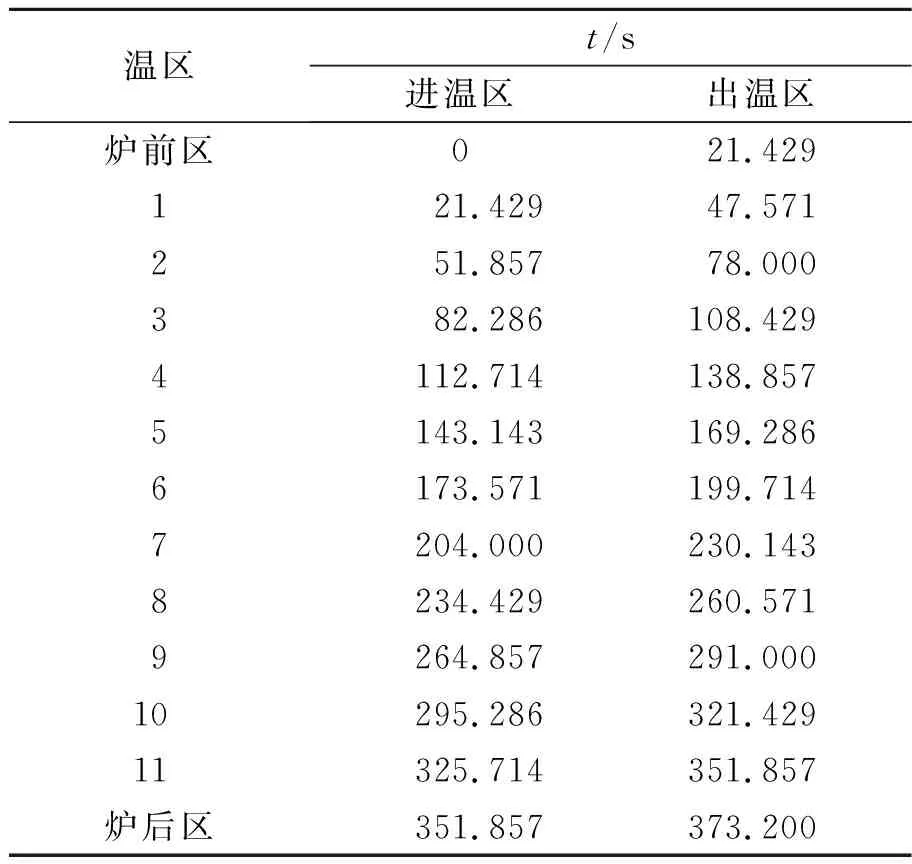
表2 材料焊接中心的進出溫區(qū)時間情況
現(xiàn)應(yīng)用建立的數(shù)學(xué)模型對實際情況進行分析擬合,并檢驗該模型的正確性與可行性.
通過對數(shù)據(jù)的分析,發(fā)現(xiàn)在1~5區(qū)之間存在環(huán)境溫度保持不變的區(qū)間,在圖2中很明顯地看出終端處于150.0~175.0 ℃之間,左邊曲線斜率增長緩慢,右邊曲線斜率增長迅速,同樣可推測出1區(qū)中的溫度并不是都相等,而受到外界環(huán)境溫度的影響,通過Matlab工具箱精確測出符合第1部分的區(qū)間為40.0~169.0s,其函數(shù)模擬曲線如圖4所示.

圖4 40.0~169.0 s的焊爐曲線模擬圖
在曲線模擬過程中,可以求得模擬曲線函數(shù)為:
T=64.75+(175-64.75)·
(6)
此函數(shù)所得到的圖像與實際圖像幾乎重合(R2=0.999 9),說明在這一時間內(nèi)符合推理,記錄時間的起止時間為40.0~169.0 s. 繼續(xù)使用Matlab擬合數(shù)據(jù),試圖尋找是否還存在環(huán)境溫度保持不變的情況,最終得到如下的擬合結(jié)果:在217.0~234.5 s,234.5~291.0 s,325.5~373.2 s內(nèi),環(huán)境溫度均保持恒定,曲線擬合圖分別為圖5~7所示.
對圖5進行曲線模擬,可以求得模擬曲線函數(shù)為
T=193.76+(235-193.76)·
(7)
此函數(shù)所得到的圖像與實際圖像幾乎重合(R2=0.999 8),說明在這一時間內(nèi)同樣符合上述公式推理,記錄起止時間為217.0~234.5 s.
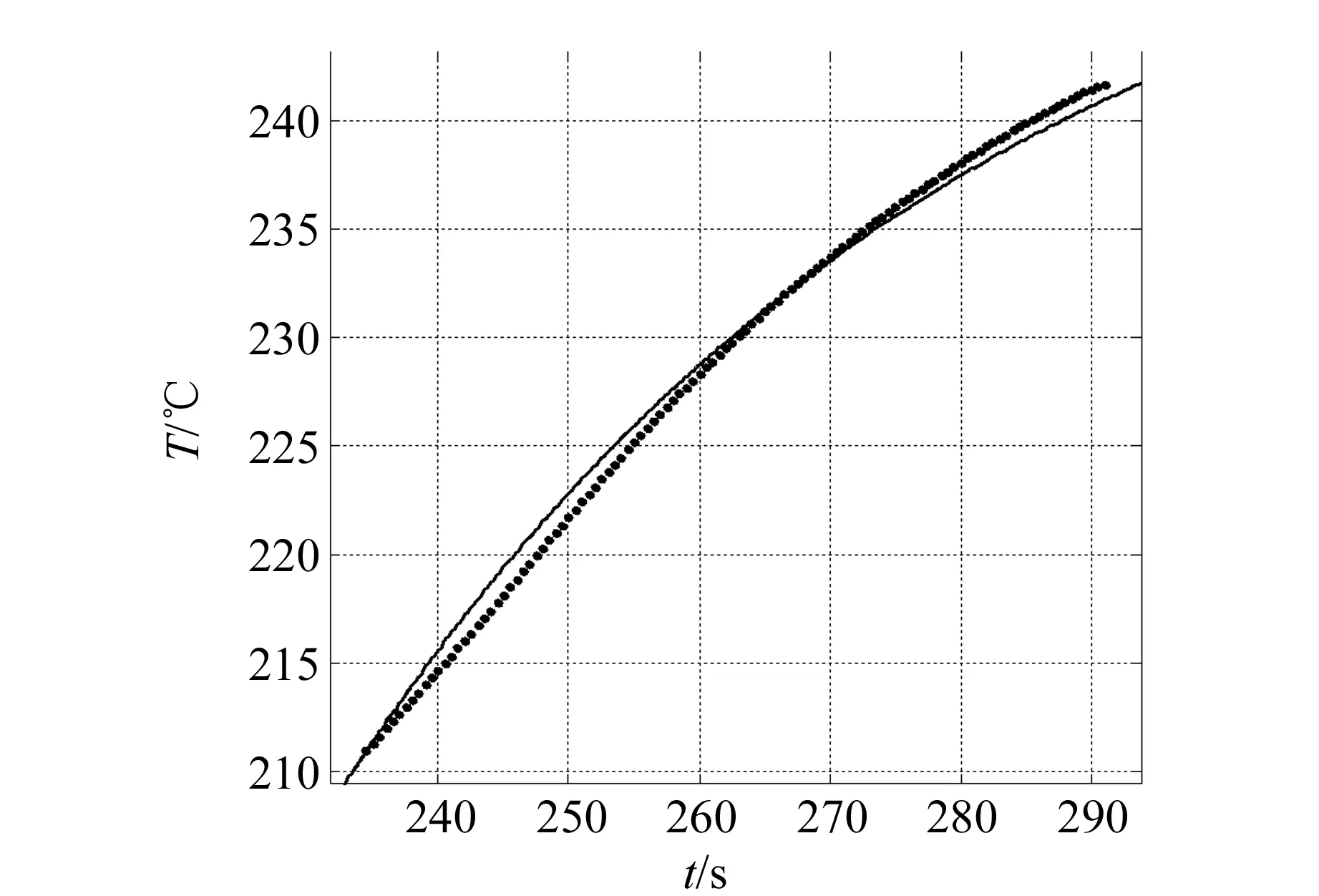
圖5 217.0~234.5 s的焊爐曲線擬合圖
對圖6進行曲線模擬,可以求得模擬曲線函數(shù)為:
T=210.91+(255-210.91)·
(8)
此函數(shù)所得到的圖像與實際圖像重合較好(R2=0.993 9),說明在這一時間內(nèi)同樣符合上述公式推理,記錄起止時間為234.5~291.0 s.

圖6 234.5~291.0 s的焊爐曲線擬合圖像
對圖7進行曲線模擬,可以求得模擬曲線函數(shù)為
T=214.97+(25-214.97)·
(9)
此函數(shù)所得到的圖像與實際圖像重合較好(R2=0.999 6),說明在這一時間內(nèi)符合上述公式推導(dǎo),記錄起止時間為325.5~373.2 s.
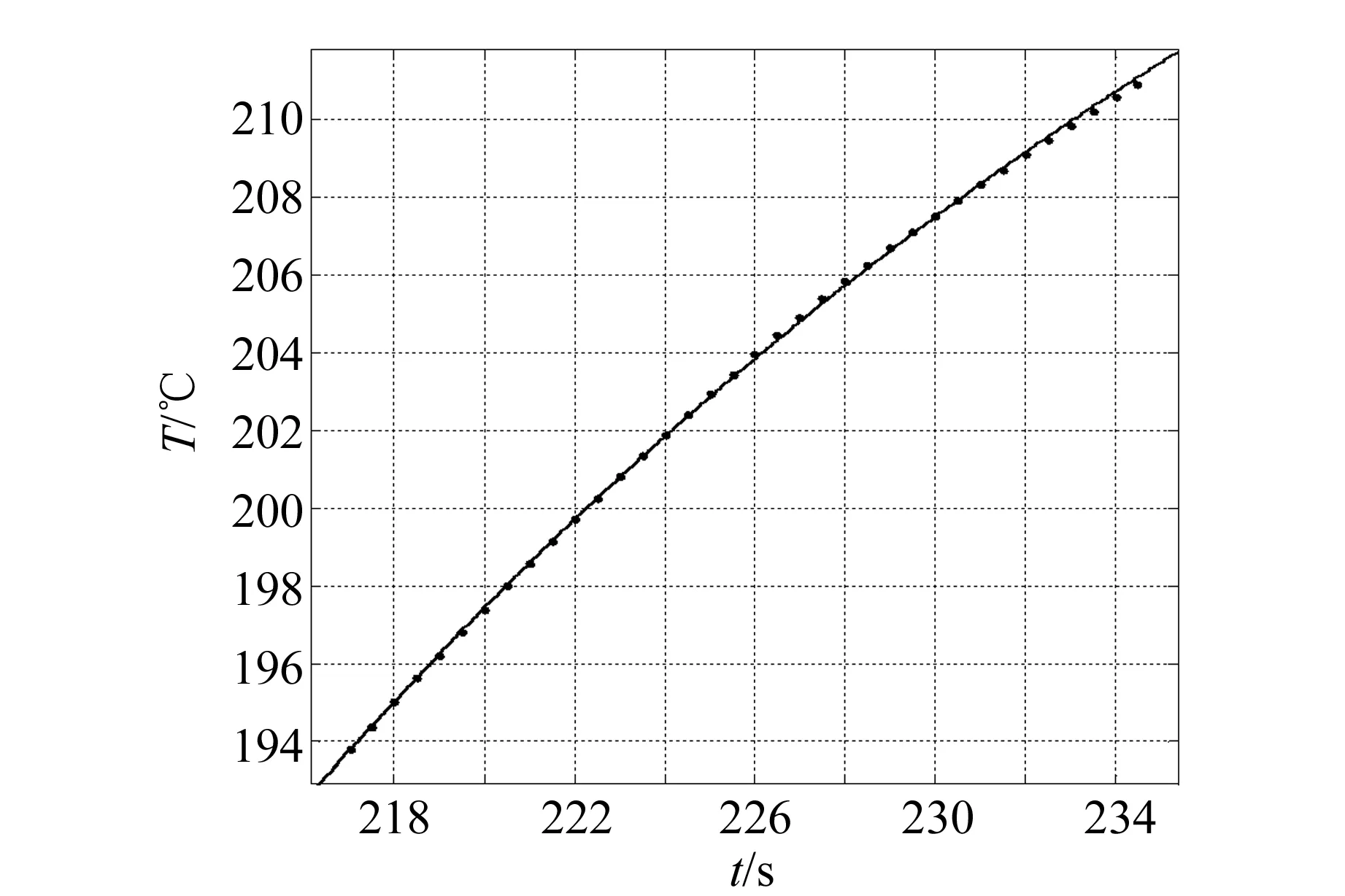
圖7 325.5~373.2 s的焊爐曲線擬合圖像
利用上述方程組擬合其他溫度變化縫隙的爐溫曲線,發(fā)現(xiàn)擬合程度較好,其函數(shù)圖像與工業(yè)實際生產(chǎn)線情況基本吻合,可證明函數(shù)關(guān)系的正確性和合理性.
4 結(jié)束語
本文研究了多溫區(qū)回溫爐的各溫區(qū)設(shè)定的溫度及其傳送速度的設(shè)定對焊爐曲線函數(shù)的影響,查找分析現(xiàn)有資料得知回焊爐與電路板之間主要通過熱對流的方式傳導(dǎo)熱量,通過對爐溫曲線問題的求解,利用牛頓冷卻定律得到了焊點溫度與環(huán)境溫度之間的常微分方程,求解該方程得到了焊接區(qū)域與環(huán)境之間的熱交換模型,通過分段擬合的方式發(fā)現(xiàn)此模型僅在加熱區(qū)與實際溫度符合得較好并給出了環(huán)境溫度隨時間呈線性變化的關(guān)系以及對應(yīng)的熱交換模型,至于環(huán)境溫度與時間為非線性關(guān)系時的分析亦可與以上討論相類比[9]. 通過此理論模型求解出的預(yù)測爐溫曲線與實際爐溫曲線擬合程度較好,具有較高的可信度.
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財經(jīng)大學(xué)學(xué)報(2015年3期)2015-12-10 03:49:15
