高強鋼/碳纖維增強復合材料熱沖壓-連接一體化工藝可行性及試樣彎曲性能研究
2021-12-31 01:19:40張宜生
中國機械工程 2021年24期
朱 彬 劉 旺 田 豐 劉 勇 張宜生
1.華中科技大學材料科學與工程學院,武漢,4300742.華中科技大學材料成形與模具技術國家重點實驗室,武漢,430074
0 引言
為減少汽車的燃油消耗以及增強電動汽車的續航能力,汽車輕量化迫在眉睫。一方面,汽車車身的質量占整車質量的40%以上,通過減小車身質量可以更好地實現汽車輕量化[1-4];另一方面,在減小汽車質量的同時,也要考慮汽車的安全性(高強度和耐撞性)。為同時達到輕量化和高耐撞性的目標,結構件需采用具有高比強度和高能量吸收能力的先進輕質材料進行整體或局部增強[5]。
碳纖維增強復合材料(carbon fiber reinforced polymer,CFRP)是現代工業中廣泛應用的一種新型輕質材料,具有比強度高、抗疲勞、比模量高、耐腐蝕、可設計性強和便于整體成形等特點,這些優異的性能可使材料在減小質量的同時最大限度地提高承載能力和吸能性能[6-8]。但是CFRP具有成本高、加工困難、制造周期長等缺點[9],難以單獨制作成零件,實現大批量自動化生產。使用熱沖壓高強鋼制造的汽車零部件具有超高的強度,但不能有效吸收碰撞過程中的能量[10]。而汽車零部件中的部分產品使用高強鋼/碳纖維復合材料復合的多材料部件可利用整體系統中鋼的高強度維護司乘安全,利用CFRP層減小系統質量和增強系統吸能性能[11]。
碳纖維復合材料通常是以成束的單向碳纖維或者平面機織碳纖維作為增強體,浸潤在熱固性或熱塑性樹脂基體中制得的。環氧樹脂是分子中包含兩個或者兩個以上的環氧基團的有機高分子化合物,它的主要成分是氨基樹脂、酚醛樹脂和不飽和聚酯樹脂等[12]。環氧樹脂與碳纖維或鋼板之間界面形成的過程可以分為兩個步驟:①碳纖維和鋼板在樹脂基體中接觸和浸潤;②樹脂基體在合適的溫度下發生交聯反應(固化),將鋼板和碳纖維結合成一個整體[13]。
傳統的高強鋼/CFRP多材料零件制造工藝主要通過膠粘[14]或者機械自鎖實現。使用黏結劑使得材料形成多材料零件的工藝,需首先分別制造鋼零件與CRPP零件,然后再使用黏結劑進行黏結。該工藝需要兩種部件在單獨的工藝中制造,既不能保證兩個零件的尺寸精度要求,也很難保證配合關系,同時工藝路線復雜,難以實現自動化生產[15-16]。機械連接主要是通過標準緊固件將兩個或多個零部件連接在一起[17],該工藝需要對材料進行穿孔,其機械性能受到的影響因素很多,如幾何特征、模具壓力、夾緊力、熱處理程度、零件材料等,并且穿孔處容易形成應力集中,產生缺陷。另外機械連接增加了整體零件結構的質量,并且材料密封性差[18]。因此本文采用熱沖壓工藝對高強鋼和CFRP預浸料進行連接并成形的工藝方法,該方法利用高強鋼模具淬火后的余熱對預浸料中的樹脂進行加熱,并使用沖壓方法進行高強鋼與CFRP預浸料的連接與成形。
1 試驗
1.1 材料與設備
本試驗中使用的鋼材為國內某鋼廠生產的熱成形高強鋼板22MnB5,板料厚度為1.5 mm。使用直讀光譜儀(PDA-1000)測得鋼板的主要成分如表1所示。采用的CFRP材料為威海光威復合材料股份有限公司生產的單向環氧樹脂基碳纖維預浸料,供應商提供的碳纖維原絲力學性能和預浸料參數分別如表2和表3所示。

表1 試驗用鋼板的主要化學成分(質量分數)

表2 碳纖維原絲性能參數
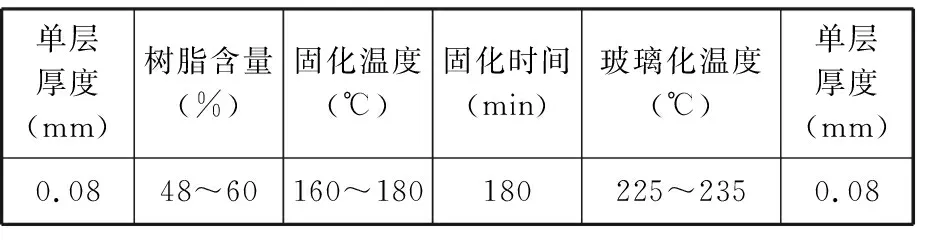
表3 碳纖維預浸料材料參數
試驗使用的伺服壓力機及模具如圖1所示,壓力機的保壓壓力和保壓時間可調整。圖中模具為分塊模具,左側模具安裝加熱棒,模具最高可加熱到400 ℃,右側為冷模。
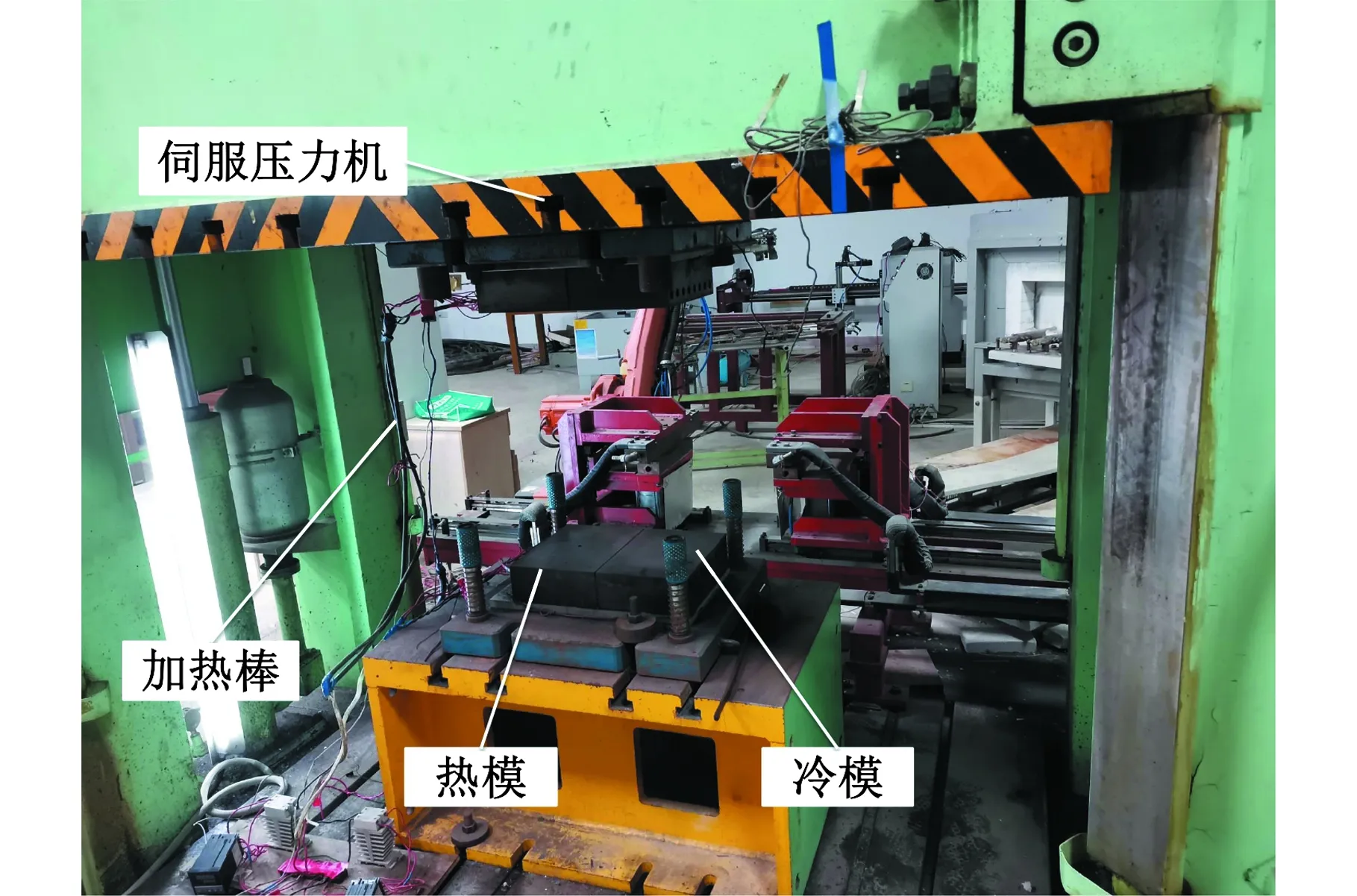
圖1 壓力機和模具及其加熱系統Fig.1 Servo press and tools with heating system
1.2 多材料試樣制備
本文提出的使用熱沖壓工藝制備高強鋼/CFRP多材料零件的加工工藝方法如下文所示,其中鋼板和CFRP溫度變化如圖2所示。
(1)用120號砂紙打磨鋼材表面,直到鋼材表面出現明顯紋路,以此增大鋼材表面粗糙度和鋼材表面與CFRP預浸料的接觸面積[11],同時除掉一些雜質。
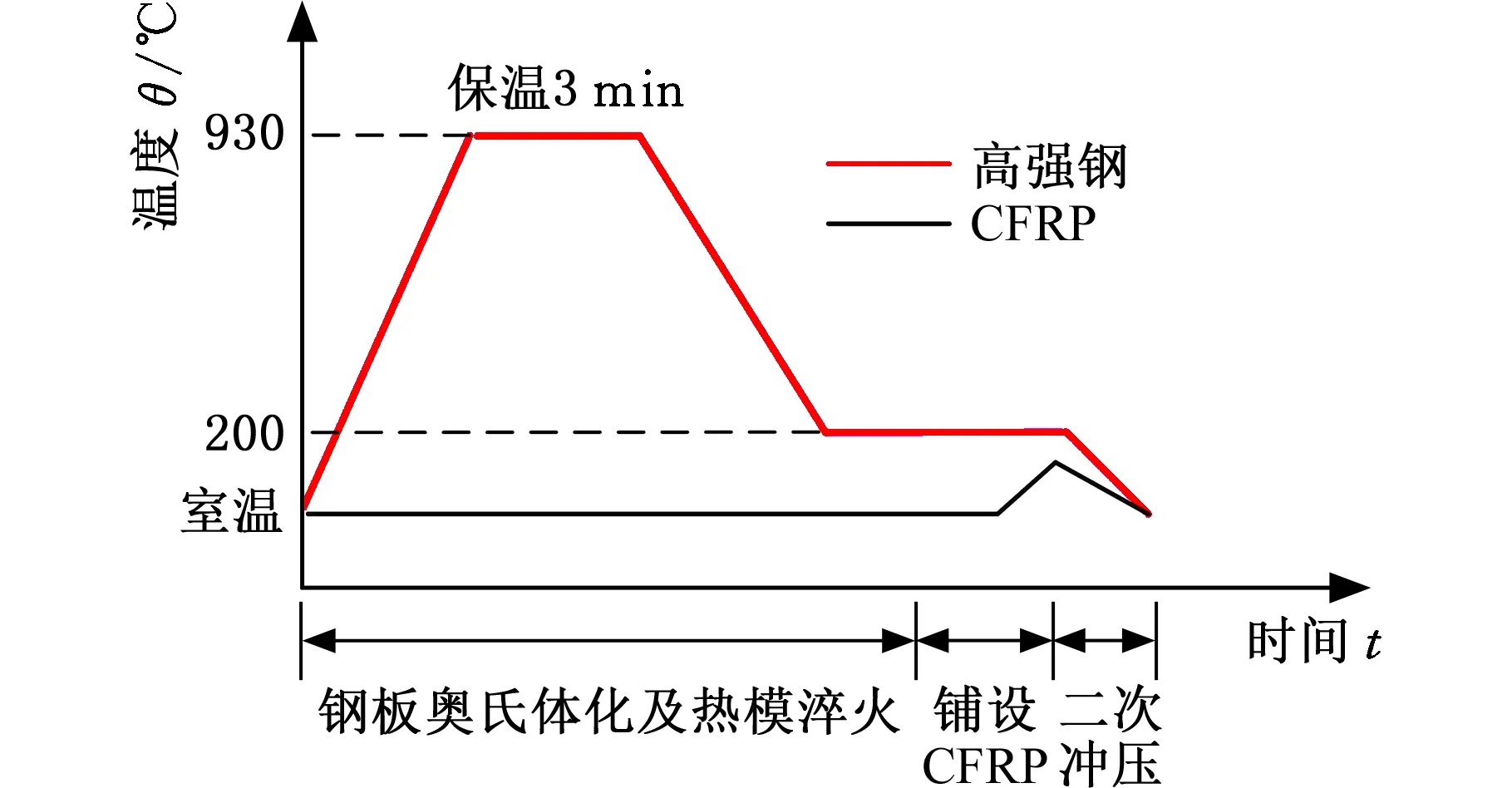
圖2 高強鋼板和CFRP溫度變化圖Fig.2 Temperature history of high-strength steeland CFRP
(2)將打磨后的鋼材試樣放入箱式加熱爐中加熱至930 ℃,保溫3 min,使其奧氏體化。
(3)將加熱好的試樣迅速轉移至平模熱模部分,壓力機下行進行淬火和保壓,保壓時間為20 s。為驗證淬火溫度即預浸料預熱溫度對彎曲性能的影響,選取上下模溫度分別為190 ℃、200 ℃、210 ℃、220 ℃進行試驗。
(4)淬火保壓完畢后,伺服壓力機上行,迅速鋪設合適尺寸的CFRP預浸料,移動到冷模進行二次沖壓,保壓時間為30 s。二次沖壓的目的是為了將CFRP預浸料與鋼板表面緊密結合并成形,形成整體的高強鋼/CFRP板料。試驗使用單向碳纖維材料,鋪設層數分別為2層和4層,鋪設方向為[0°,90°]交叉鋪設,0°表示碳纖維方向與鋼板軋制方向平行。
(5)將制備好的高強鋼/CFRP復合板置于熱風爐中固化,固化溫度為180 ℃,時間為60 min。
1.3 三點彎曲試驗
三點彎曲試驗是檢測汽車零件抗彎性能以及吸能性能的主要方法。在三點彎曲試樣中,試樣的受力非常復雜,主要為壓縮、拉伸、剪切、彎曲四種模式[19]。根據金屬材料彎曲試驗方法標準GB/T232—2010規定,支輥間距離計算如下:
l=(d+3a)±0.5a
式中,a為試樣厚度或直徑,a=1.5 mm;d為彎曲壓頭直徑,d=23.5 mm;l為跨距,計算可得l=23.5 mm。
使用Zwick/Roell Z020型萬能拉伸試驗機對鋪設2層CFRP和4層CFRP的多材料復合板進行三點彎曲試驗,試驗過程如圖3所示。試樣總長為180 mm,寬度為10 mm。試驗中碳纖維材料主要受到拉應力,因此碳纖維層朝下進行彎曲試驗。測試時壓頭位移速度為4 mm/min。
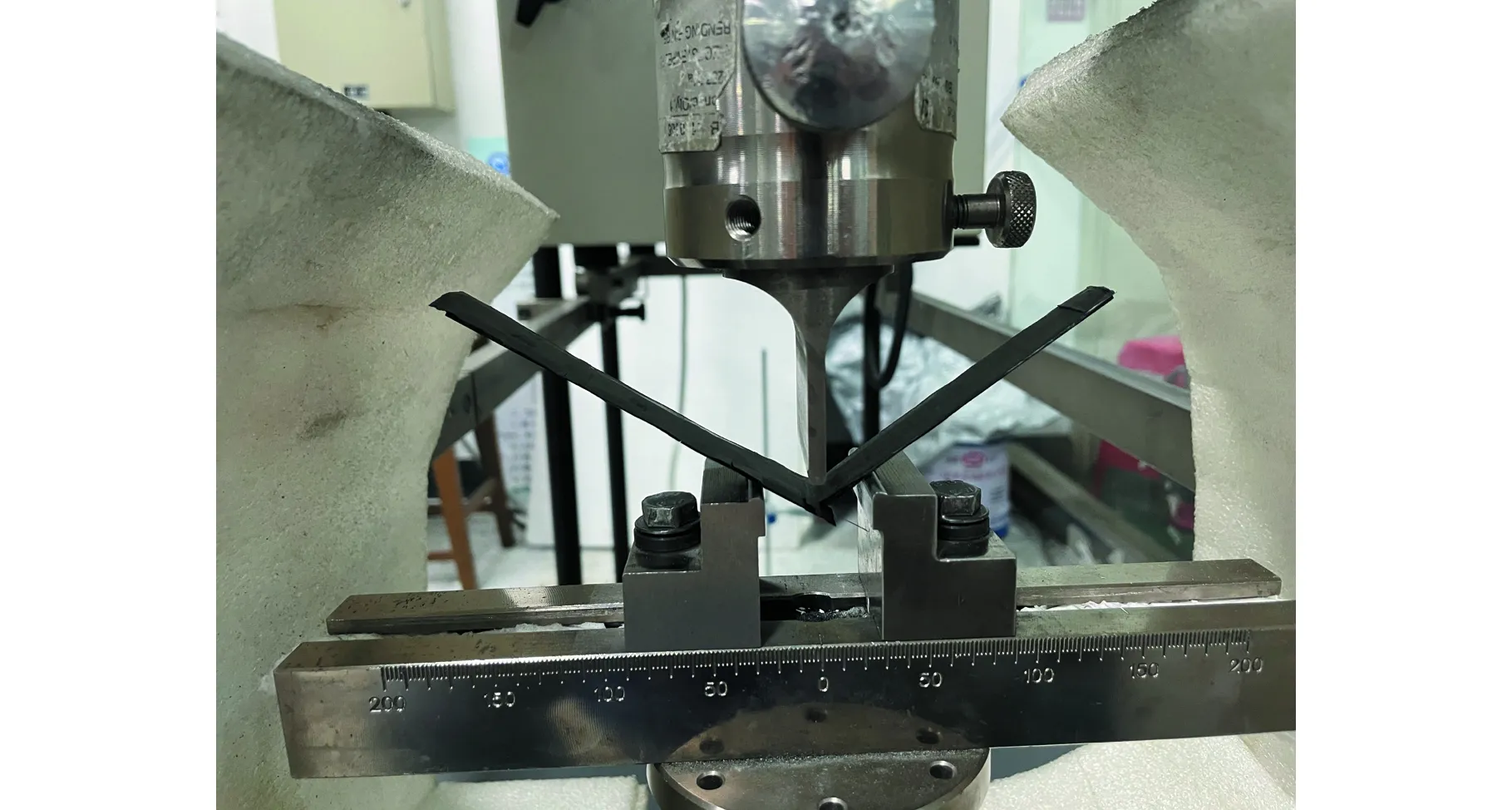
圖3 三點彎曲試驗Fig.3 Three-point bending test
2 試驗結果與討論
2.1 淬火保壓時間對試樣的影響
圖4所示是不同淬火溫度條件下制備的多材料試件。當上下模溫度為190 ℃時(圖4a),CFRP與鋼板之間結合不完全,說明在該溫度下,預浸料中的環氧樹脂流動性較差,導致黏結效果差,發生開裂。當上下模溫度為220℃時(圖4d),制備出的高強鋼/CFRP多材料試樣表面的CFRP發生破壞,這是由于溫度過高造成CFRP層失效。其余溫度下上下模試樣黏結良好(圖4b和圖4c)。使用掃描電子顯微鏡(SEM)觀察試樣的組織,結果如圖5所示。試驗中上下模溫度低于馬氏體轉變終了溫度,因此材料試樣中鋼板為全馬氏體組織。這與DEMES等[20]研究中得出熱沖壓過程在高溫下中斷,金屬板的最終力學性能不會受到影響的結論一致。說明本文所提出的工藝方法具有合理性,熱沖壓工藝實現連接的過程不會影響鋼板的性能。
(a)θ=190 ℃ (b)θ=200 ℃
(c)θ=210 ℃ (d)θ=220 ℃圖4 不同結合溫度下高強鋼/CFRP多材料復合板制備情況Fig.4 High-strength steel/CFRP multi-materialcomposite sheet under different bonding temperatures
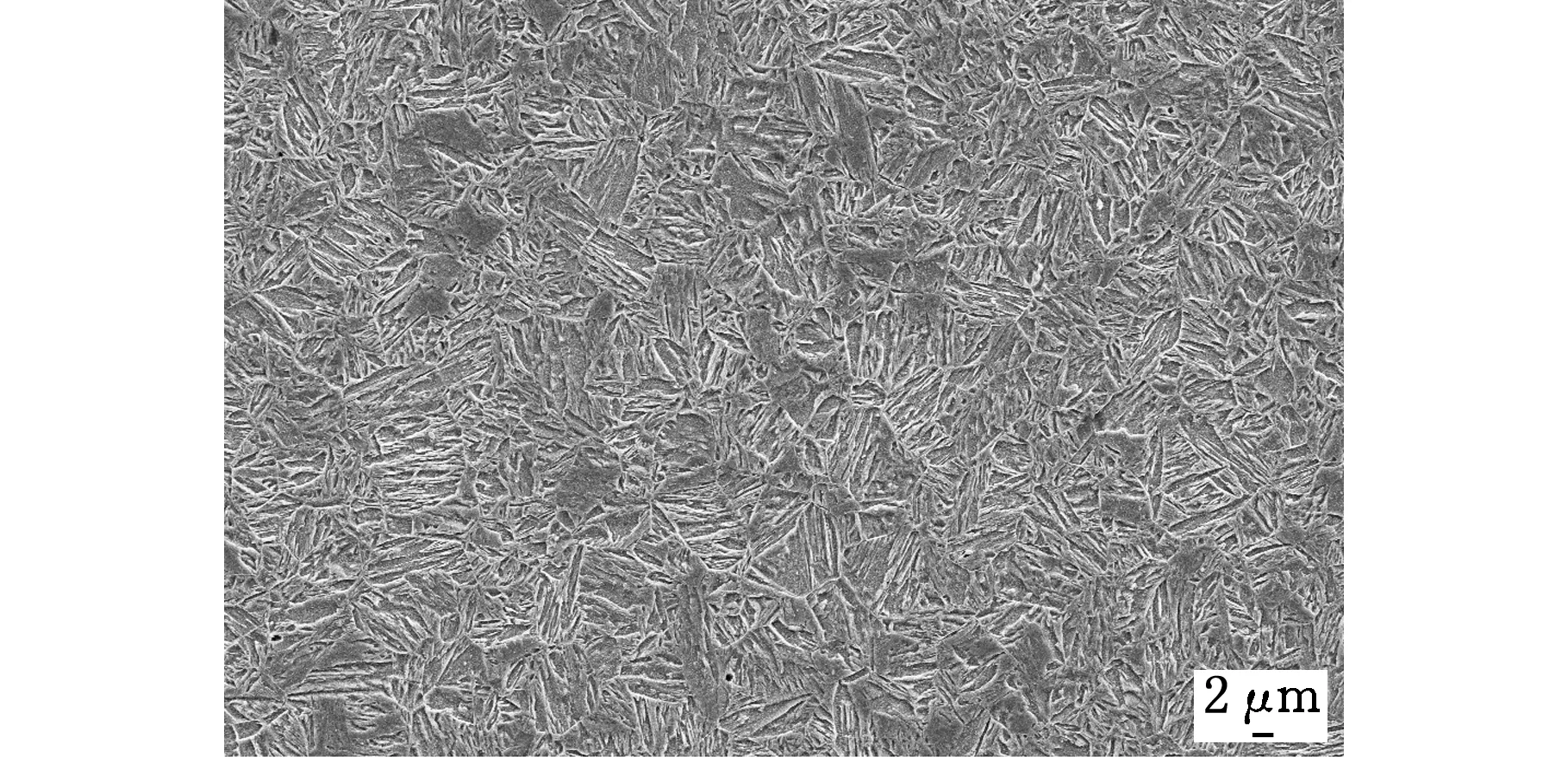
圖5 多材料復合板中高強鋼板的SEM顯微組織Fig.5 SEM image of steel in high-strengthsteel/CFRP sheet
2.2 CFRP層數不同的三點彎曲試驗結果
表4所示是鋪設不同層數CFRP的多材料復合件三點彎曲試驗結果,圖6為相應的載荷-位移曲線圖。由圖6可知,在施加載荷初期,三組試樣的載荷-位移均成線性關系[21]。沒有鋪設CFRP的試樣,當載荷達到750 N,位移為1.31 mm時,載荷-位移曲線開始彎曲。鋪設2層CFRP的試樣與鋪設4層CFRP的試樣變化基本一致,當載荷達到900 N,位移為1.62 mm時,載荷-位移曲線開始彎曲。由表4及圖6可知,未鋪設CFRP試樣、鋪設2層CFRP和鋪設4層CFRP的試樣最大載荷分別為1085 N、1136 N和1184 N。相對于未鋪設CFRP試樣的試樣,鋪設2層的CFRP試樣和鋪設4層的CFRP試樣最大載荷分別增大4.7%和9.12%。未鋪設CFRP試樣、鋪設2層的CFRP試樣和鋪設4層的CFRP試樣最大位移分別為2.9 mm、3.3 mm和3.7 mm。相比未鋪設CFRP的鋼板,鋪設2層CFRP試樣和鋪設4層CFRP試樣最大位移分別增大了13.79%和27.58%。三點彎曲試驗結果表明,CFRP的粘貼層數大于2時,試件的抗彎能力增大不明顯,但可以增大斷裂破壞時的最大位移。
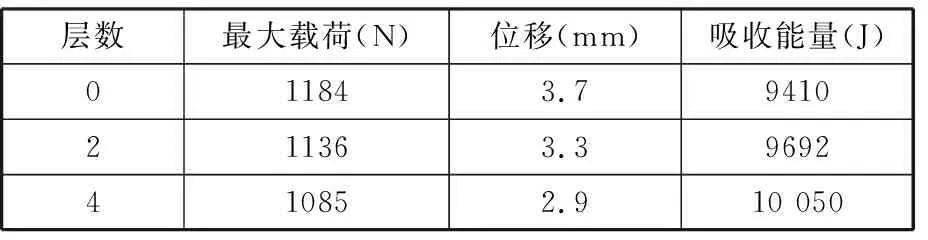
表4 不同CFRP鋪設層數三點彎曲試驗結果
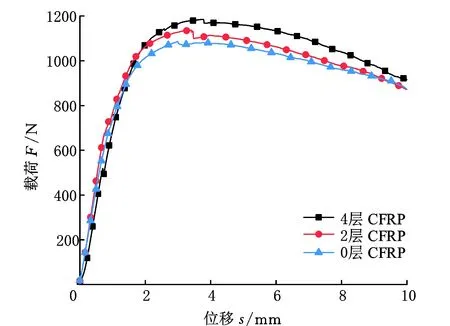
圖6 不同CFRP鋪設層數的載荷-位移曲線Fig.6 Load-displacement curves with differentlayers of CFRP
另外對圖6中三種情況下的力-位移曲線進行積分,所得曲線與橫軸圍成的面積為三點彎曲試驗下材料吸收的能量[22],結果如表4所示。未鋪設CFRP試樣、鋪設2層CFRP試樣和鋪設4層CFRP試樣的能量吸收量分別為9410 J、9692 J和10 050 J。試驗表明,鋪設2層CFRP的試樣和鋪設4層CFRP的試樣相比于未鋪設CFRP的試樣,能量吸收量分別增大2.9%和6.8%。試驗結果說明,使用CFRP材料可以增強整體系統的能量吸收能力。
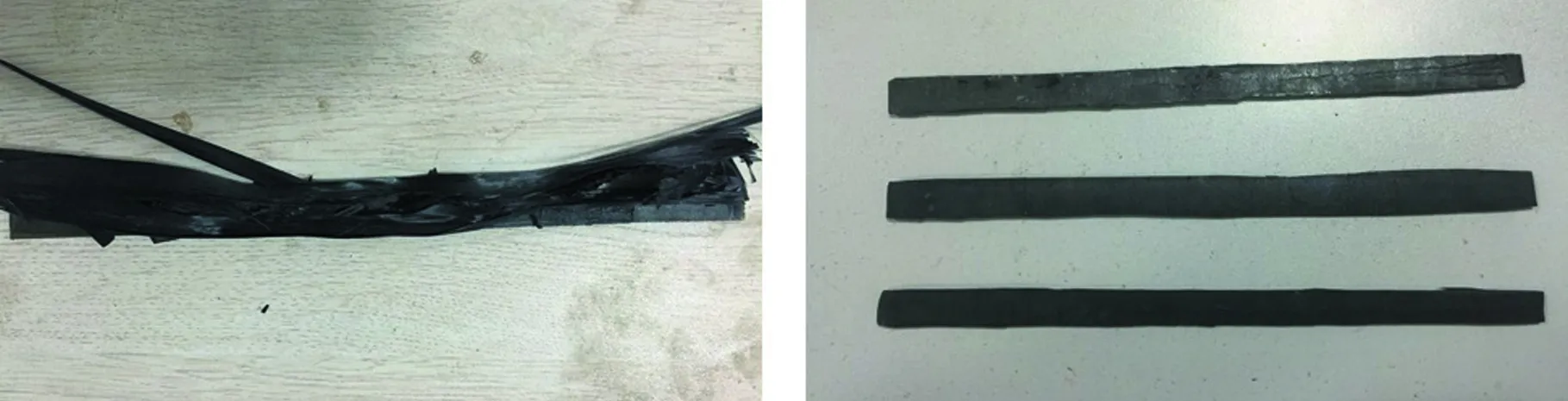
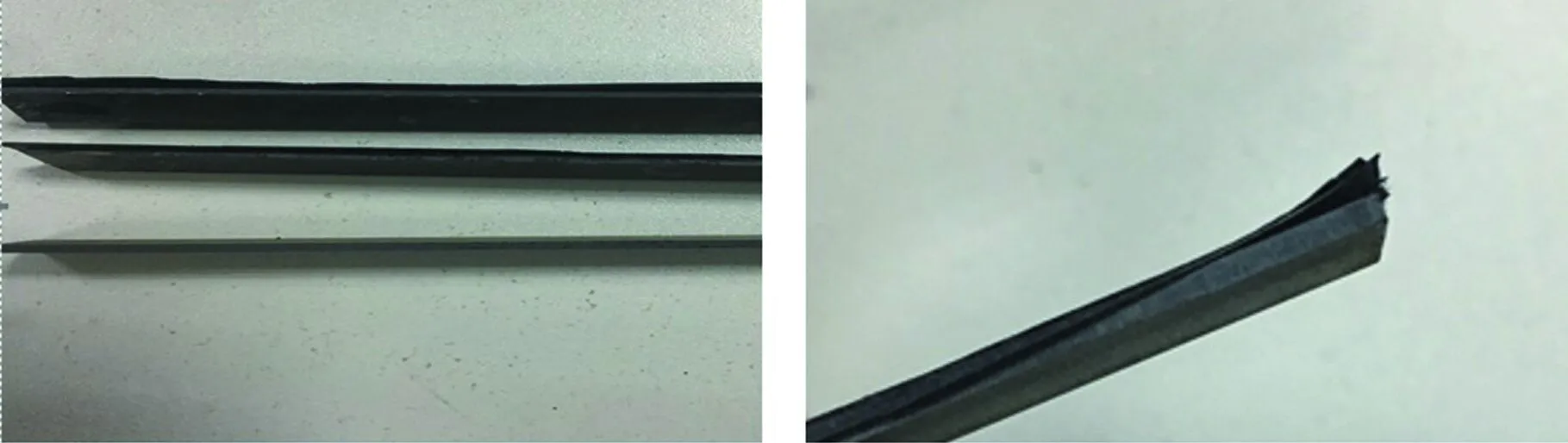
圖7是三組試樣三點彎曲試驗彎曲角的對比圖。圖7a中從下到上分別為未鋪設CFRP、鋪設2層CFRP和鋪設4層CFRP的試樣。未鋪設CFRP試樣、鋪設2層CFRP試樣和鋪設4層CFRP試樣的彎曲角度分別為130°、110°和104°。隨著CFRP鋪設層數的增加,彎曲角明顯減小。鋪設2層CFRP和4層CFRP相比于未鋪設CFRP的鋼板,彎曲角分別減小15.38%和20.00%。彎曲角越小,表示變形區域越小,彎曲強度越大,說明CFRP能夠有效增強整體系統的彎曲力學性能。
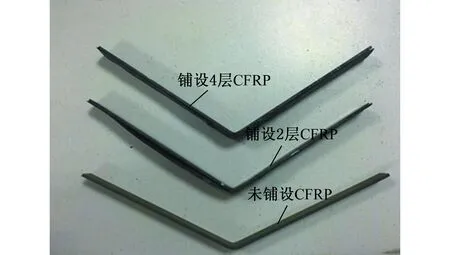
(a)實物圖
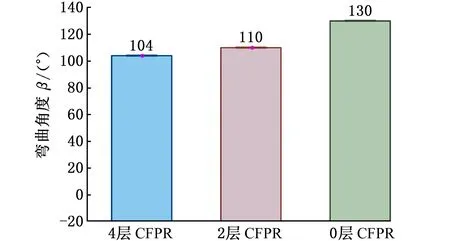
(b)彎曲情況圖7 不同CFRP鋪設層數的彎曲情況Fig.7 Bending of the samples with differentlayers of CFRP
3 展望與結論
汽車輕量化是國內外研究熱點,使用輕質材料制造汽車零件實現減重仍面臨一些挑戰。未來研究主要在于使用本文所提出的工藝,利用CFRP等輕質材料實現汽車零件的整體或局部的增強。由于淬火后鋼板的強度增大,故目前本文提出的工藝僅適合成形比較簡單的零件,如制造更復雜的零件,需要進一步改善工藝。但通過本文研究,仍可得到以下結論:
(1)在190~220 ℃范圍內改變高強鋼熱沖壓的模具溫度,可控制淬火溫度和兩種材料黏結時的溫度,最終淬火鋼板為全馬氏體組織,表明利用熱沖壓工藝實現鋼板與CFRP材料連接工藝是可行的,不會降低或者大幅降低鋼板的強度。
(2)增加CFRP層數,對高強鋼/CFRP的多材料系統最大抗彎能力影響不大,但隨著CFRP層數的增加,增大了整體系統斷裂破壞時的最大位移。
(3)三點彎曲試驗表明,鋪設2層CFRP和4層CFRP相比于未鋪設CFRP的鋼板,彎曲角分別減小15.38%和20.00%,能量吸收性能分別提高2.9%和6.8%,說明鋪設CFRP對整體系統的彎曲性能和吸能性能有較高的提升。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52