較厚塊狀物品枕式包裝封口部件集成設計
2022-01-04 00:26:20晏祖根孫智慧
輕工機械 2021年6期
晏祖根,朱 迪,李 鵬,孫智慧,孟 爽
(哈爾濱商業大學 輕工學院,黑龍江 哈爾濱 150028)
我國的包裝機械行業加強了自主創新與技術集成,技術水平得到快速發展,我國已成為世界包裝機械制造大國。但與美、德、日等國的包裝機械所處的先進水平相比,我國的包裝機械在質量、速度及精度等方面依然落后,包裝機械從“中國制造”轉變為“中國智造”刻不容緩[1]。
隨著經濟發展和消費方式的改變,個性化的包裝形式逐年增加,適合不同細分領域的包裝機械層出不窮。枕式包裝機作為包裝機的一種主要類型,廣泛應用在食品、日化和醫藥等行業。為提高包裝機的封口切斷性能,孟康[2]和萬乾程[3]等開展了枕式包裝機封口機構的研究;鄭兆啟等[4]開展了凸輪連桿式切斷機構與超薄自粘膜橫封裝置的研究;李文方等[5]開展了橫封切斷機構的速度控制研究;為提高包裝機效率,郝友莉等[6]開展了包裝機密實輸送螺桿研究;邢亞飛等[7]開展了新型粉末包裝機往復式橫封機構的設計,以提高包裝執行機構的包裝速度與包裝的穩定性。針對傳統枕式包裝機通用性差、自動化程度低等問題,Gao等[8]提出一種3伺服枕式包裝機控制系統以提高包裝機的平穩性。張震宇等[9]開展了粉粒及塊狀物料包裝流水線自動封口機的設計,實現了物料包裝流水線自灌裝到封口流程的全程自動化運行。面向行業對5連包方便面等厚度較大塊狀物品的包裝需求,研發高性能枕式包裝袋封口部件及包裝機,具有很好的工程應用背景。
1 較厚塊狀物品枕式包裝封口工藝
產品包裝取決于包裝物料與包裝材料的物性、制袋封口方法及使用要求等。根據包裝機的設計要求,確定加厚塊狀物品枕式包裝袋的封口工藝:
1)縱封輥相向旋轉,將已充填物料的筒狀包裝薄膜中縫封口,移送到橫封工位;
2)前、后折膜機構相向運動,將包裝筒前、后折膜,形成包裝袋的2層疊封;
3)上封口切斷機構和下封口機構相向動作,橫封切斷包裝膜,形成枕式包裝袋成品。
加厚枕式包裝袋封口工藝如圖1所示。
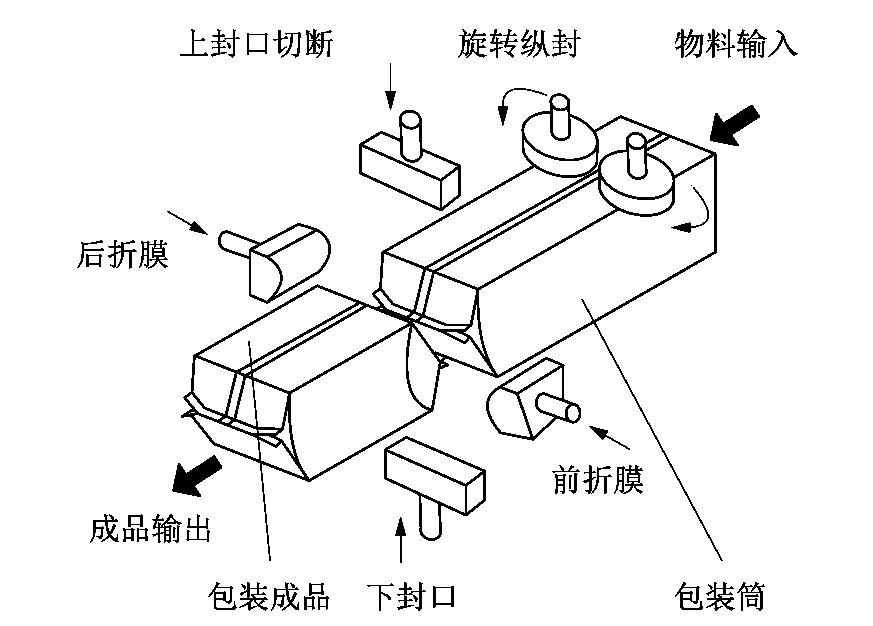
圖1 加厚枕式包裝袋封口工藝Figure 1 Sealing process for thicker pillow packaging bag
2 新型封口部件工作原理
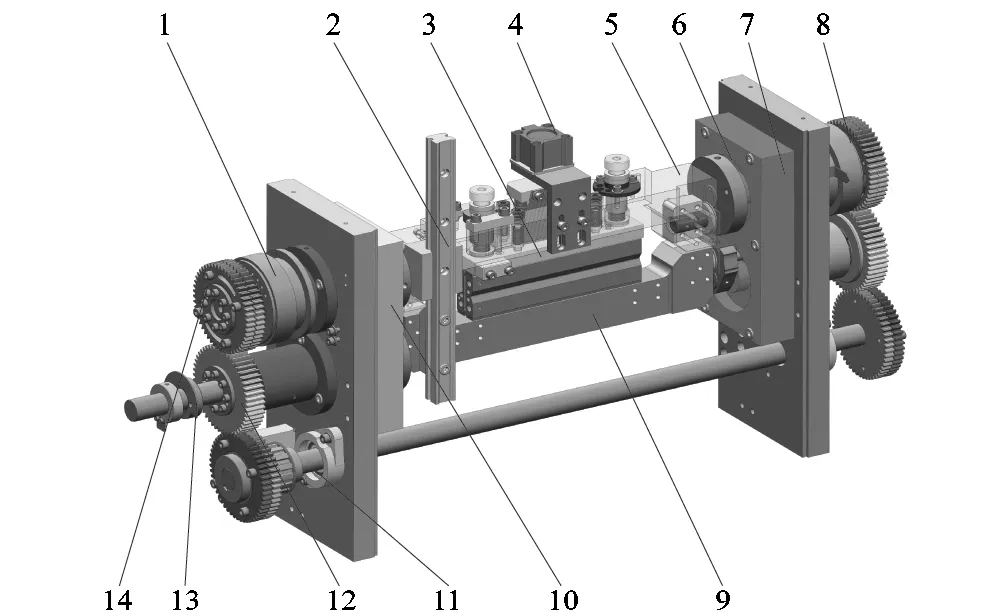
封口部件是枕式包裝機的重要組成,直接影響包裝機的性能。基于大塊物品的包裝封口工藝分析,利用SolidWorks,建立加厚枕式包裝袋的封口部件模型,如圖2所示。圖中部件主要由縱封、整理輸送、橫封和成品輸出等部件組成。充填塊狀物品的筒狀包裝薄膜在成型器折疊成型,順序通過縱封、整理輸送及橫封等部件,自動完成加厚枕式包裝袋的縱封、橫封和切斷等工序動作;經過廢品剔除部件的揀選,由成品輸出部件將包裝成品輸出。
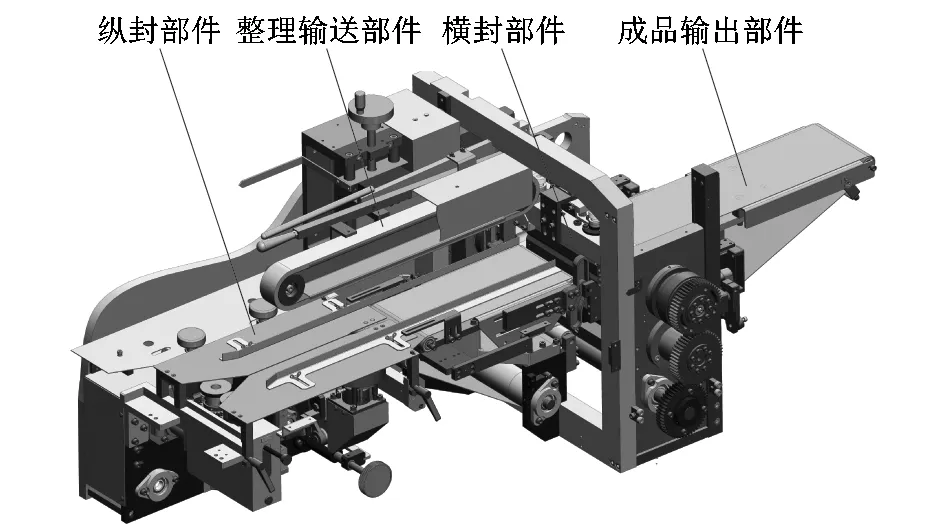
圖2 枕式包裝封口部件Figure 2 Sealing parts of pillow packaging machine
3 縱封部件結構設計
包裝袋縱封部件如圖3所示,主要由拉膜機構、預熱機構、縱封機構、物料托板以及縱封基座等組成,實現枕式包裝袋的拉膜、預熱與中縫的連續輥式封口。
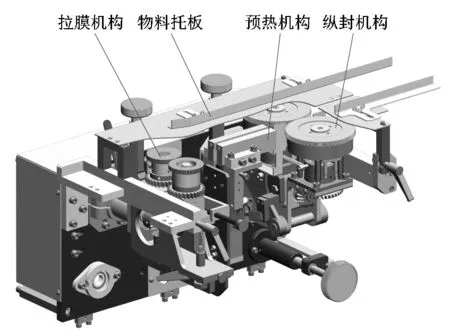
圖3 包裝袋縱封部件Figure 3 Longitudinal sealing parts of packaging machine
縱封部件拉膜機構如圖4所示。一個拉膜輥固定安裝,另一個拉膜輥安裝在擺動平臺上。在壓緊彈簧作用下,2個拉膜輥保持緊密接觸以實現包裝膜的穩定輸送,同時根據工況要求還可以用微調機構來調整薄膜壓緊力。如出現故障或更換包裝膜時,通過開合機構末端的偏心凸輪使2個拉膜輥脫開一定距離,方便包裝薄膜通過。拉膜輥的直徑為112 mm,輥面為網紋狀;拉膜齒輪模數為2,齒數為28;輸入同步帶輪為T5齒形,齒數為32;錐齒輪模數為2,齒數為28。
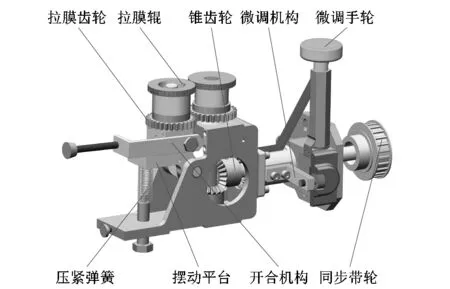
圖4 縱封部件的拉膜機構Figure 4 Packaging film supply mechanism of longitudinal sealing parts
縱封部件的預熱機構如圖5所示,采用預熱板預熱包裝袋的中縫部位。氣缸和連桿機構的共同作用可以調整2塊預熱板的相對位置;同時協同溫控儀,保證包裝薄膜的預熱效果。如出現故障或更換包裝膜時,氣缸復位;在拉緊彈簧的作用下,2塊預熱板脫開一定距離,避免包裝薄膜長時間預熱。
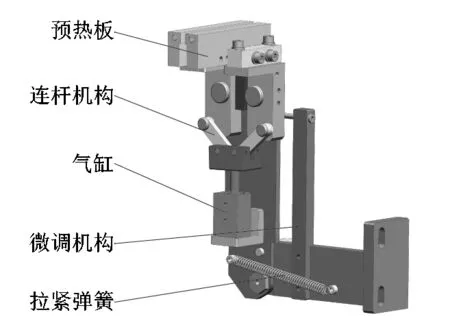
圖5 縱封部件的預熱機構Figure 5 Preheat mechanism of longitudinal sealing parts
縱封部件的縱封機構如圖6所示。2個縱封輥中的一個安裝在基座上,另一個安裝在動平臺上。在拉伸彈簧作用下,2個縱封輥保持緊密接觸。輸入同步帶輪和齒輪的傳動帶動2個縱封輥作旋轉運動,2個縱封輥運動時夾持枕式包裝袋的中縫,完成包裝袋的縱封。如出現故障或更換包裝膜時,開合氣缸動作使2個縱封輥脫開一定的距離,避免包裝薄膜粘連在縱封輥上,同時也方便包裝薄膜的導出。
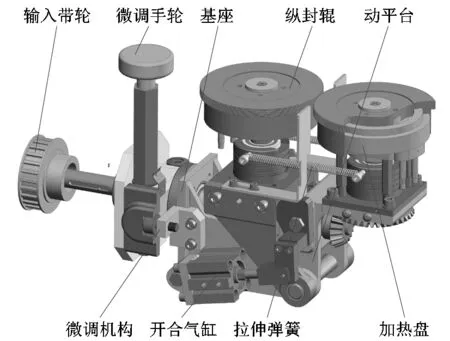
圖6 縱封部件的縱封機構Figure 6 Vertical sealing mechanism of longitudinal sealing parts
縱封輥直徑為112 mm,輥面按包材厚度、性能和封接要求,制成不同形狀的網紋;輥內安裝加熱盤,可通過溫控儀調整加熱溫度。這些結構和儀表可以保證包裝膜之間有足夠的結合力,保證包裝袋的密封性和美觀度。輸入同步帶輪為T5齒形,齒數為32;錐齒輪模數為2,齒數分別為18和36。
4 旋轉往復式橫封器設計
4.1 橫封器工作原理
厚度較小的扁平塊狀物品,可選用扁平枕式袋。對5連包方便面等較厚的塊狀物品,如采用常規的旋轉式橫封器,封口處容易出現褶皺,如采用往復式橫封器,則封口速度較慢[10]。基于加厚枕式包裝袋封口工藝,結合旋轉式和往復式橫封器的特點,設計一種新型的旋轉往復復合式橫封器,如圖7所示。橫封器主要由進料部件、橫封器組件、折膜機構和成品輸出部件等組成。經縱封部件完成中縫封接的包裝袋,通過進料部件的皮帶輸入橫封工位;橫封器組件與前折膜機構、后折膜機構協同動作,完成包裝袋中縫的橫封封口與切斷,輸出包裝成品[11]。
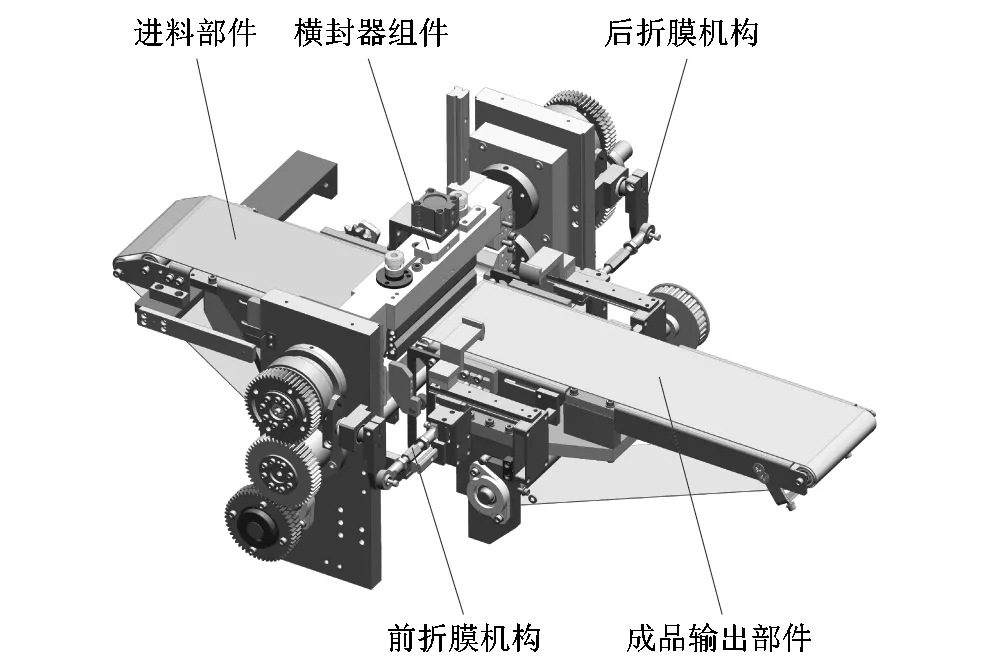
圖7 旋轉往復式橫封器總成Figure 7 Rotary reciprocating horizontal sealing parts
為避免較厚包裝袋封口過程的干涉問題,設計了進料部件和成品輸出部件的隨動機構如圖8所示。進料部件進料皮帶的主動帶輪F1和從動帶輪F4固定在基座上,帶輪F2和F3安裝在進料連接板上,進料凸輪也安裝在進料連接板上。安裝在下熱封器上的桿端軸承按溝槽凸輪的輪廓軌跡運動,驅使帶輪F2和F3作相應的平動動作;在保證進料皮帶長度不變的情況下,使得包裝袋及內含包裝物與橫封機構保持適當空間,實現包裝袋橫封的穩定封接。成品輸出部件同理設計,保證包裝袋橫封的穩定封接和包裝成品的快速脫離與輸出。相比于常規橫封器,新型橫封器的上、下封頭采用平行熱封板、實現板式面接觸的熱封,具有封合質量好、封口速度快和封合厚度較厚的特點,但結構比較復雜、制造成本較高。
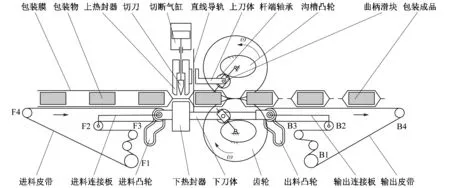
圖8 橫封部件機構簡化模型Figure 8 Simplified mechanism model of horizontal sealing parts
4.2 橫封器組件
橫封器組件是橫封部件的重要組成部分,主要由上熱封器、下熱封器、直線導軌、齒輪組和端封基座等組成,如圖9所示。
1—前折膜凸輪;2—導軌;3—封口器;4—切斷氣缸;5—上刀體;6—回轉腕;7—封口溝槽凸輪;8—后折膜凸輪;9—下刀體;10—端封座;11—輸入同步帶輪;12—齒輪組;13—檢測擋片;14—機械鎖。圖9 橫封器組件Figure 9 Model of horizontal sealing components
圖9中,電機驅動輸入端同步帶輪轉動,同步帶輪順序地通過齒輪組驅動上、下回轉腕作等速旋轉;安裝在上、下刀體上的桿端軸承,分別跟隨上、下封口溝槽凸輪運動;上、下封口器分別安裝在上、下刀體上,由于直線導軌的限制,當回轉腕旋轉時,上、下刀體只能沿溝槽凸輪的輪廓軌跡做復合往復平動,帶動上、下封口器也作相應的復合往復平動,實現包裝袋端縫的熱封接與切斷。
為提高橫封機構的剛度、封接速度和運動同步性,橫封器組件采用對稱布置的形式,在兩側端封座上安裝同配置的傳動機構與執行機構。為簡化機構設計,將包裝袋切斷裝置與橫封器進行集成設計。切斷裝置采用氣缸驅動,安裝在上熱封器上,隨上熱封器一起平動。當上熱封器往復移動到相應位置時,切斷氣缸動作,帶動上熱封器內的切刀動作,將已橫封的包裝袋端縫切斷。為消除傳動間隙、提高傳動精度,傳動齒輪組采取雙齒輪結構,通過機械鎖調整齒輪傳動的傳動間隙,提高橫封器的運動平穩性和兩側齒輪傳動的同步性。
4.3 包裝袋折膜機構
枕式包裝袋較厚,必須先折膜再封口。包裝袋折膜機構如圖10所示,包括前折膜機構、后折摸機構兩部分。下刀體作復合往復移動的同時,驅動折膜板跟隨下熱封器及包裝袋作往復平動。同時,折膜凸輪旋轉,通過軸承、折膜連桿機構,驅動折膜動平臺沿橫向導軌作往復的折膜動作。前后折膜機構協調運動,實現包裝膜橫封之前的折膜動作。
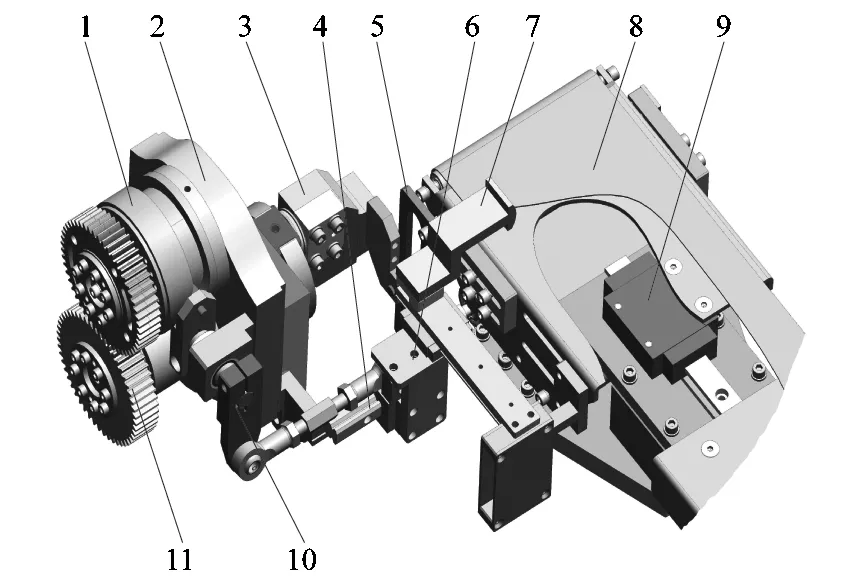
1—折膜凸輪;2—端封座;3—下刀體;4—橫向導軌;5—出料凸輪;6—折膜動平臺;7—折膜板;8—輸出皮帶;9—輸出導軌;10—折膜連桿機構;11—齒輪組。圖10 單端包裝袋折膜機構Figure 10 Folding film mechanism of horizontal sealing component
4.4 橫封工藝階段設計
對較厚枕式包裝袋的橫向封口,必須使包裝袋與橫封機構在封口的過程中保持適當距離,以保證包裝袋端封的穩定封接和包裝成品的快速脫離。根據封口動作和封口工藝要求,可將橫封工藝分成3個階段,如圖11所示。圖中僅繪制下半部分橫封機構,點A,B和C對應溝槽凸輪的3個位置。
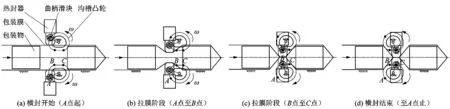
圖11 枕式包裝橫封工藝階段Figure 11 Horizontal sealing process stage
1)第1階段(從A到B)。上、下熱封器做旋轉往復式平動,上、下熱封器在A點開始和包裝膜接觸,包裝膜包裹在上、下熱封器的外表面,跟隨熱封器運動,直至上、下熱封器運動至B點位置時開始接觸。
2)第2階段(從B到C)。上、下熱封器夾持著包裝膜繼續平動,完成包裝袋的熱封接與切斷。
3)第3階段(從C到A)。上、下熱封器運動至C點位置時脫離接觸,繼續回轉到A點。在此過程中,輸出皮帶帶著包裝成品快速脫離,同時,牽引包裝膜筒及內包裝物繼續前行,直至下一個包裝物移動到橫封工位。
4.5 橫封機構運動分析
基于橫封工藝原理,建立端封機構運動分析模型如圖12所示。上、下熱封器采用對稱運動機構,為分析簡便,僅繪制下熱封器的運動機構。圖12中:O為回轉腕曲柄的回轉中心;P為滾子軸承的中心,滾子軸承沿溝槽凸輪的輪廓曲線運動;D,E為下熱封器封口面的2個角點;G,H為內包裝物的下角點;M為封橫進料凸輪內的滾子軸承中心;N為成品出料凸輪內的滾子軸承中心。
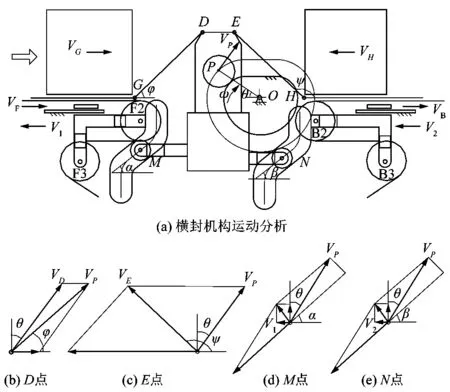
圖12 橫封機構運動分析原理圖Figure 12 Horizontal sealing mechanism motion schematic diagram
滾子軸承的回轉中心、滾子軸承與溝槽凸輪內輪廓接觸點、曲柄回轉中心為三角關系,為簡化設計模型,此處忽略滾子軸承的半徑對機構運動學分析的影響。基于橫封機構運動分析模型,有:
VP=ωR。
(1)
式中:VP為滾子軸承的瞬時速度;R為凸輪輪廓的瞬時半徑,與凸輪輪廓的位置有關,R=f(θ);θ為回轉腕曲柄的旋轉角度,對下熱封器順時針為正向旋轉方向。
橫封器拉膜的過程中,包裝膜與熱封器的封口表面不能有相對滑動,且有:
VG=VF-V1;
(2)
VH=VB-V2。
(3)
式中:VG為包裝膜及內包裝物的進料速度;VH為單端封口包裝袋的回推速度;VF為進料皮帶速度;VB為成品輸出皮帶速度;V1為進料皮帶移動帶輪F2的移動速度;V2為成品輸出皮帶的移動帶輪B2的移動速度。
因為包裝膜與熱封器無相對移動,則有:
(4)
(5)
式中:VD為成品輸出皮帶速度;φ為熱封器拉膜過程中進料包裝膜與水平面的夾角,與封合位置有關;Ψ為熱封器拉膜過程中出料包裝膜與水平面的夾角,與封合位置有關。
V1=VPcos (α+θ)sinα;
(6)
V2=VPcos (β+θ)sinβ。
(7)
式中:α為進料溝槽凸輪的輪廓曲線角度,與滾子軸承中心位置有關;β為成品輸出溝槽凸輪的輪廓曲線角度,與滾子軸承中心位置有關。
5 封口執行機構工作循環圖
枕式包裝機需通過多凸輪、連桿機構的協同動作,實現枕式包裝袋的進料、折膜、橫封、切斷以及成品輸出。基于前述工藝分析與執行部件的設計,設計封口部件執行機構的工作循環圖[12]如圖13所示。
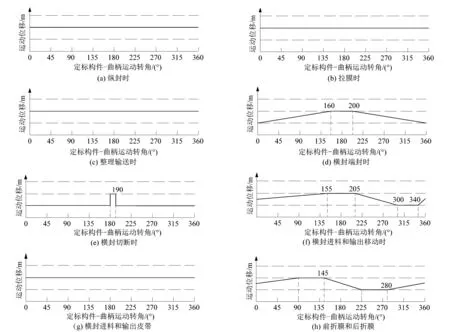
圖13 橫封器執行機構工作循環圖Figure 13 Working cycle diagram of horizontal sealing mechanism
主動電機通過同步帶和齒輪傳動,驅動包裝袋的拉膜、整理輸送與縱封機構做連續等速轉動;橫封機構通過溝槽凸輪和曲柄滑塊機構,實現上、下熱封器的旋轉往復平動封口動作;通過PLC控制切斷氣缸動作,實現包裝袋端縫的實時切斷;通過進料溝槽凸輪、輸出溝槽凸輪,實現進料、輸出皮帶機構的往復移動;通過前、后折膜凸輪及折膜連桿機構實現包裝袋的前、后折膜動作。基于封口執行機構的工作循環圖,可指導溝槽凸輪等機械控制元件的設計,也為整機的PLC控制提供技術支持。
6 結語
課題組根據行業內對較厚塊狀物品的枕式包裝需求,基于常規枕式包裝機封口部件的分析,設計了較厚塊狀物品的包裝工藝;基于凸輪與PLC的協同控制理念,建立了旋轉往復式橫封運動學模型;設計了旋轉往復式橫封器與縱封器,以及多機構協同控制的工作循環圖。課題組研發的新型封口部件已在企業的枕式包裝機上應用,相比于常規封口部件,具有適用包裝尺寸大、封合質量好及封口速度快等優點。后續還需優化各凸輪的輪廓曲線與PLC協同控制程序,提高枕式包裝機的包裝速度與可靠性。