1E0778材料行星齒輪熱處理工藝研究
2022-01-06 02:51:28崔鼎,楊揚,廖成
熱處理技術與裝備 2021年6期
崔 鼎,楊 揚,廖 成
(西安法士特汽車傳動有限公司,陜西 西安 710119)
行星齒輪在傳遞動力時可進行功率分流,且輸入軸和輸出軸處在同一水平線上,因此行星齒輪傳動被廣泛應用于各種機械傳動系統中的減速器、增速器和變速裝置。本文研究了一種重型挖掘機減速器中的行星齒輪,材料為1E0778。由于1E0778低碳合金鋼不含合金元素Ni,因此該材料的齒輪在滲碳、淬火過程中形成的晶間氧化物和表層貝氏體比SAE8620H材料及20CrMnTiH材料的齒輪要嚴重的多,從而容易導致滲碳齒輪的早期磨損[1]。本文對1E0778低碳滲碳齒輪鋼的熱處理工藝進行了研究,不僅滿足圖紙要求,而且利用冷加工滾齒、剃齒工藝代替滾齒、磨齒工藝,降低了行星輪的生產成本。
1 原材料及熱處理技術要求
1.1 齒輪外形尺寸
齒輪的外形和尺寸如圖l所示。各參數分別為:齒數z=23,模數m=5.08,壓力角d=20°,齒輪精度等級為9級。其工藝路線為:下料→鍛造→正火→精粗車→滾齒→剃齒→熱處理→磨內孔→清洗→涂油包裝。
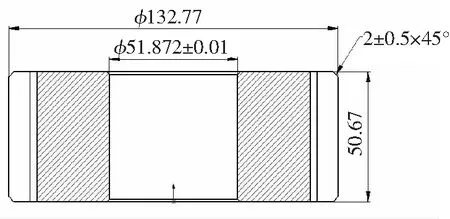
圖1 行星齒輪簡圖Fig.1 The sketch of planetary gear
1.2 材料成分、淬透性及熱處理要求
根據標準GB/T 4336采用化學法測得1E0778材料的主要化學成分見表1。表2為根據企業標準要求所檢測的此批材料的淬透性。熱處理要求:滲碳淬火,節圓處硬化層深1.2~1.9 mm,表面硬度最小59 HRC,組織不大于4級,節圓處表層貝氏體1級,齒根處表層貝氏體不大于7級,心部硬度最小30 HRC,在層深2.8 mm處最小35 HRC。內孔層深最小1.05 mm,在層深1.95 mm處最小30 HRC。

表1 1E0778材料化學成分(質量分數,%)
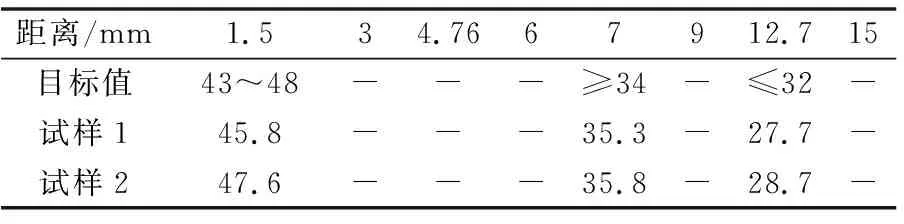
表2 1E0778材料的淬透性
國外對行星齒輪技術條件的要求比我國更細化,如我國對齒根的晶間氧化物(IGO)的深度有一定要求;而國外工程機械標準除此要求外,對不同深度的晶間氧化物進行等級劃分,而且要求對齒根和節圓處表層貝氏體進行評級,評級依據表層貝氏體連成片的趨勢,而非貝氏體的深度。這種貝氏體在滲碳淬火件表層中表現為連續或不連續的網狀或塊狀的黑色組織,已被公認是由于晶界內氧化與合金元素貧化綜合作用的結果,也被稱為非馬氏體組織,一旦形成此類組織,會降低零件的表面硬度、耐磨性以及疲勞極限[2]。
另外,我國對齒輪的節圓和齒根圓角處有層深要求,但對齒底的層深并沒有要求;而國外工程機械對齒底和齒根層深要求一樣均為不低于節圓處下限的60%。
2 試驗方法
試驗設備采用1.5 t AICHELIN箱式多用爐生產線,由滲碳淬火爐、清洗機、回火爐組成。滲碳爐工藝由程序自動控制,爐溫均勻性≤10 ℃,碳勢控制精度為±0.05%;滲碳爐的熱處理氣氛采用氮甲醇作為載氣,丙酮為富化氣。
采用Tukon-2100B型維式顯微硬度計測量滲碳淬火后的硬度曲線和有效硬化層深;采用GX71型金相顯微鏡進行金相檢驗;采用HR-150A洛氏硬度計測量熱處理后零件的表面硬度及心部硬度;采用鋼箔尺寸30 mm×12.5 mm ×0.02 mm;采用德國MESA定碳儀測量爐內碳勢。
滲碳工藝如圖2所示,采用了強滲和擴散兩個階段的滲碳方式,熱處理總時間為9 h。其中強滲階段碳勢為1.15%,滲碳時間為7 h;高溫擴散階段碳勢為0.90%,時間為2 h;淬火前850 ℃保溫1 h,碳勢0.80%。淬火油分別為好富頓K2000淬火油和好富頓G油。K2000淬火油和G油都是快速光亮淬火油,其中K2000淬火油是好富頓油品種冷速最快的淬火油[3]。
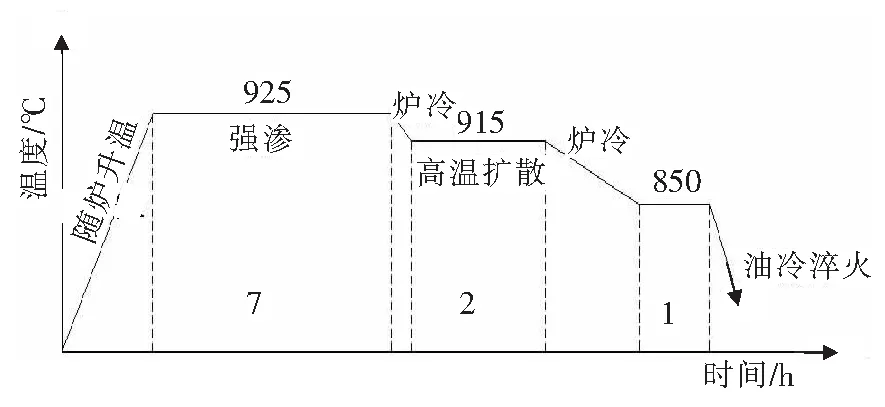
圖2 熱處理工藝曲線Fig.2 Heat treatment process curve
3 試驗結果及分析
1E0778材料行星齒輪滲碳后采用好富頓G油和K2000淬火油淬火,分別為快速攪拌850 r/min和慢速攪拌750 r/min。零件檢測結果見表3。

表3 不同淬火油零件檢測結果
節圓、齒根處晶間氧化物和貝氏體結果如圖3和圖4所示。從圖中可以看出,在相同滲碳工藝下,采用K2000淬火油淬火的零件節圓和齒根處的表層貝氏體明顯少于G油,但晶間氧化物的深度差別不大。

(a)節圓處表層貝氏體;(b)節圓處晶間氧化物;(c)齒根處表層貝氏體;(d)齒根處晶間氧化物圖3 G淬火油淬火后零件金相組織(a)surface bainite at the pitch circle;(b)IGO at the pitch circle;(c)surface bainite at the root; (d)IGO at the rootFig.3 Microstructure of parts with G quenching oil
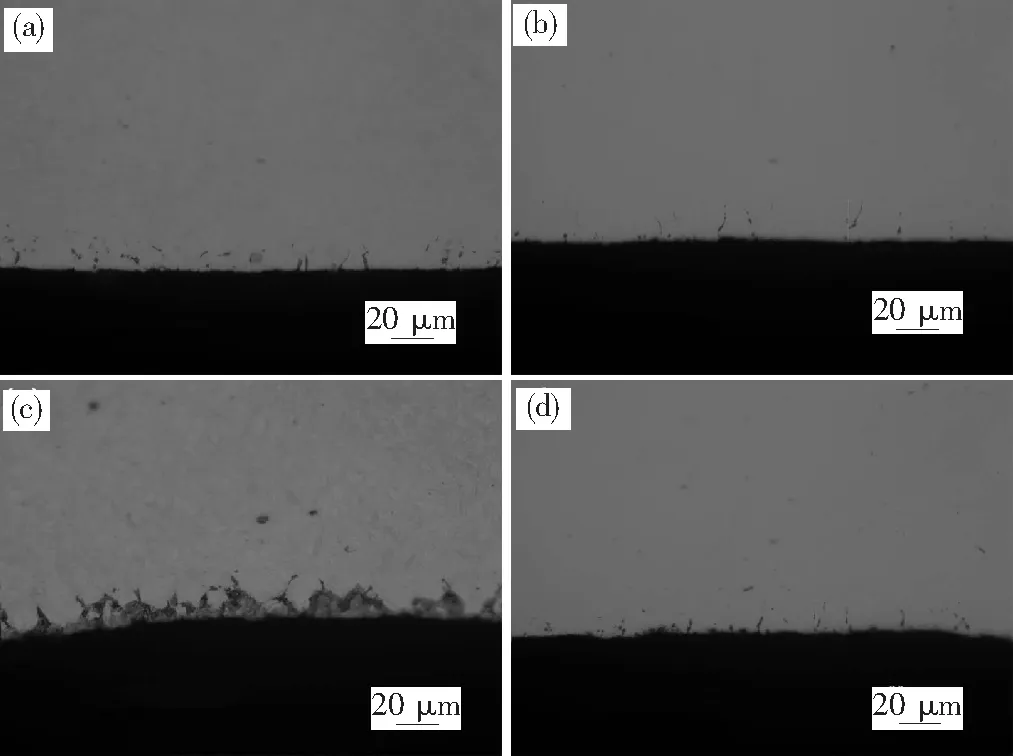
(a)節圓處表層貝氏體;(b)節圓處晶間氧化物;(c)齒根處表層貝氏體;(d)齒根處晶間氧化物圖4 K2000淬火油淬火后零件金相組織(a)surface bainite at the pitch circle;(b)IGO at the pitch circle;(c)surface bainite at the root; (d)IGO at the rootFig.4 Microstructure of parts with K2000 quenching oil
使用IVF冷卻曲線測定儀測得G淬火油和K2000淬火油的冷卻特性曲線如圖5所示。從圖5中可以看出,在蒸汽膜階段兩種淬火油的冷速基本重合,這是因為工件周圍形成一層蒸汽膜,主要是通過輻射傳熱,穿過蒸汽膜來完成,傳熱速度慢。從特性溫度開始,熱傳遞速度逐步增大,此階段主要依靠核/泡的形成及破裂而傳熱,并且與熱工件直接接觸,冷速達到最大。最大冷速對應溫度以下為非馬組織轉變區,此時K2000淬火油的冷速明顯大于G油,有效抑制了非馬氏體的產生[4]。冷速大相對于使過冷奧氏體等溫轉變曲線右移,從而抑制了貝氏體組織的產生。而晶間氧化物是在整個滲碳過程中產生的,所以使用不同淬火油對1E0778材料晶間氧化物長度差別不大。由于節圓處的氣氛循環優于齒根處,所以此材料節圓處晶間氧化物長度比齒根處大。但是表層的貝氏體組織和淬火時冷速有很大關系。滲碳后施行劇烈的淬火冷卻可有效減少非馬氏體組織,在不導致開裂和產生嚴重畸變的前提下,盡量采取冷卻快的淬火介質對減少非馬氏體組織有利[5]。節圓處的冷卻狀態比齒根好,所以節圓表層貝氏體趨勢明顯好于齒根處。
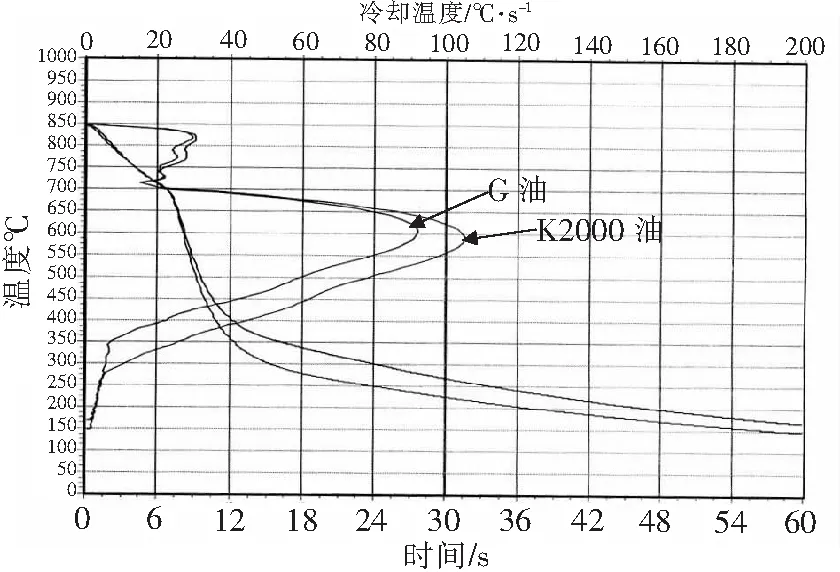
圖5 淬火油冷卻特性曲線Fig.5 Quenching oil characteristic curve
4 結論
本文對1E0778材料行星齒輪的熱處理工藝進行了試驗研究。試驗結果表明,在相同滲碳工藝下,采用好富頓K2000淬火油解決了表層貝氏體的問題,各項熱處理指標滿足圖紙要求。避免了增加熱后磨齒工序,降低了齒輪的生產成本。