基于隨機過程的釬焊金剛石磨拋盤磨損可靠性
2022-01-08 04:00:16鄭明亮李文霞楊德云
焊接 2021年9期
鄭明亮,李文霞,楊德云
(無錫太湖學院,江蘇 無錫 214064)
0 前言
釬焊金剛石磨具作為一種常見磨削超硬磨料工具,由于其高效、環保、安全等優點,已經在諸多工業領域中如高強度鋼、陶瓷和石材等廣泛應用[1]。釬焊金剛石磨具磨拋的機械摩擦過程中,由于熱固耦合相互動應力作用,磨頭金剛石顆粒會發生沖蝕、熱腐蝕和疲勞磨損,甚至完全脫落失效,它與許多因素(如金剛石品質、結合劑性能、磨拋工藝參數匹配等)密切相關[2-4]。磨粒磨損是制約磨具磨拋效率和加工材料表面粗糙度精度的最主要問題,因此研究釬焊金剛石磨具磨粒在多物理場作用下的磨損行為、形態及壽命預測是十分必要的。目前,針對釬焊金剛石磨具磨損特性分析主要是運用試驗方法如三維視頻顯微鏡和掃描電鏡對金剛石磨粒的磨損狀態進行跟蹤、觀察和統計分析[5-7],而在磨具磨損壽命數理模型研究方面還十分欠缺。同時,現有研究大都集中在磨削磨具磨損的數值模擬及試驗驗證上[8-11],研究結果認為磨具磨損量為某一確定量,但再實際工藝環境的隨機效應下,磨具磨損應具有一定的概率分散性,因此充分考慮隨機因素,用概設計方法,在設計階段就能準確掌握釬焊金剛石磨具的可靠性指標,這對最大化利用材料資源和提高磨削系統性能有著重要的理論和實際價值。
鄭明亮等人[12]將隨機過程理論運用到旋流器壁面磨損可靠性研究中,得到了材料磨損失效的壽命曲線,這為釬焊金剛石磨具磨損壽命計算提供了很好的思路借鑒。文中在赫茲接觸理論基礎上得到磨拋材料去除函數解析模型,在傳統磨損過程中加入白色噪聲,得到考慮磨削力動態隨機性的釬焊金剛石磨拋盤磨粒磨損模型。磨具壽命可靠度計算的極限方程是磨粒厚度磨損量和容許磨損量之差,磨具壽命動態可靠度函數是利用維納過程性質解析求出,可靠度函數中的待定參數用極大似然法估計。最后對某特定型號的釬焊金剛石磨拋盤進行了具體的壽命可靠性計算。
1 釬焊金剛石磨拋盤磨拋磨損機理分析
1.1 磨具磨拋軌跡分析
釬焊金剛石磨拋盤的實體結構如圖1所示[13],由超硬金剛石磨粒、合金焊料(粘結劑)和基體(載體)3部分組成。基體的結構外型截面形狀為圖2所示,其中:D0為外徑;D1為中心孔徑;D2為底面直徑;L1為斜面長度;θ為斜面角度;L2為上平面長度;T為厚度;R0為邊緣倒角;H為高度;R1為彎角。

圖1 釬焊金剛石磨拋盤實體圖
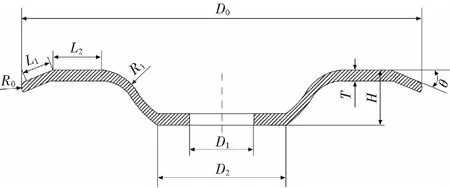
圖2 釬焊金剛石磨拋盤基體截面形狀
磨具磨拋時金剛石磨粒刃口的運動類似切削刃的刨削過程,磨具上磨粒大小與分布是隨機的,但出露高度一致,磨粒振動磨削的過程由磨具的直線運動、磨具旋轉運動和磨具回彈振動3個運動合成,單顆金剛石磨粒P在接觸材料時的運動軌跡如圖3所示。
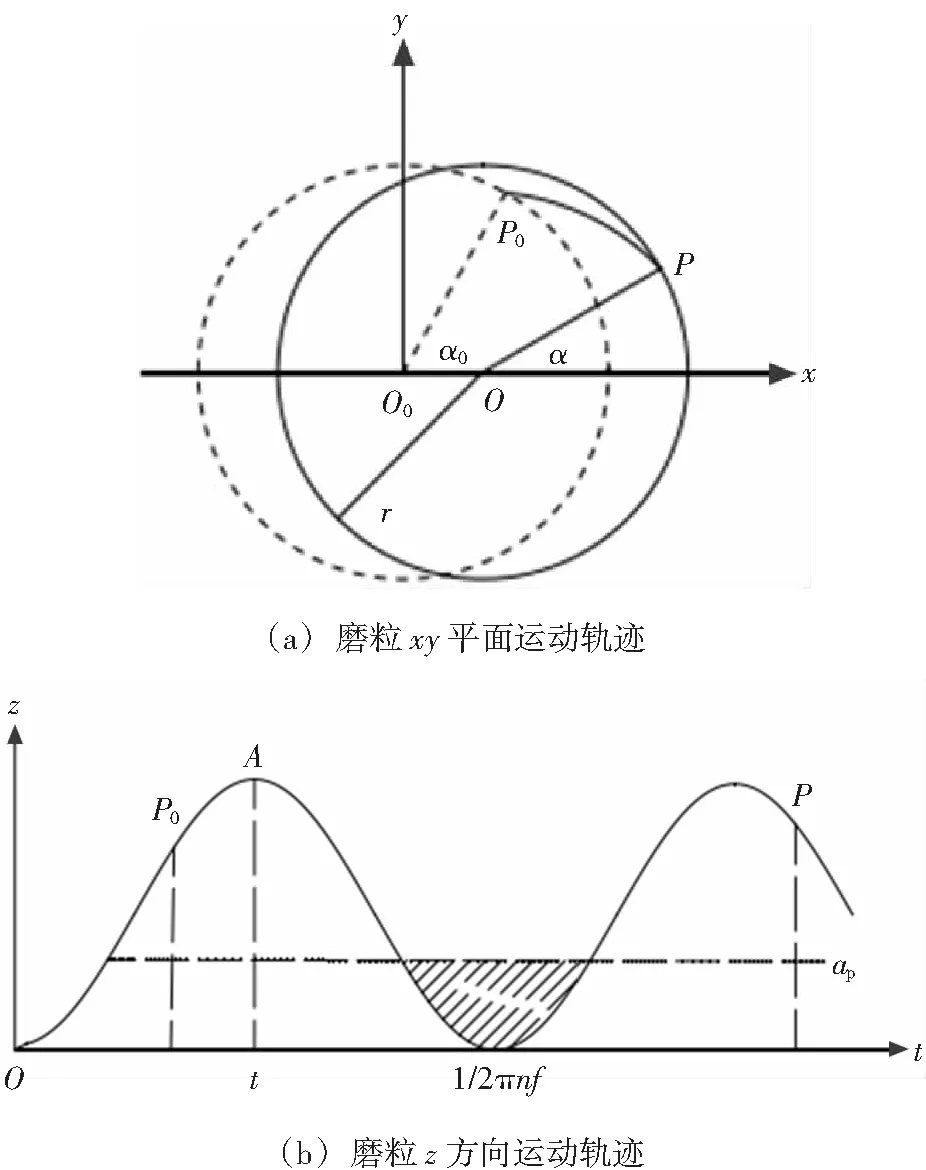
圖3 接觸區磨粒運動軌跡
設磨具旋轉速度為n,進給速度為vw,忽略磨粒振動與磨盤軌跡耦合,則磨粒的三維運動方程為:
(1)
式中:θ為磨具初始位置與x軸夾角;α為P點與x軸負軸方向夾角;A為磨粒振幅;f為磨粒振動頻率。進一步磨拋軌跡弧長公式為:
(2)
1.2 磨具磨拋材料去除函數
工件材料去除函數與磨拋接觸區域特征相關,結合赫茲接觸理論,可將磨拋過程視為彈性球體與剛性柱體的接觸問題[14],接觸面為橢圓形狀,接觸面的正應力為:
(3)
式中:Fn為磨削接觸力,與磨具切深近似線性正比關系;a,b為橢圓長短半軸長。
將接觸區域劃分為無數平行于工件軸向的微小區域,利用材料去除Preston經驗方程,則單位接觸軌跡長度材料去除深度為:
(4)
式中:ks為相關系數,由磨粒尺寸、硬度和工件硬度等因素決定。
在接觸區域上積分,得到去除率函數式為:
(5)
式(5)表明工件表面材料去除率是由磨具旋轉速度、進給速度、磨具設定切深和磨具粒度決定。
1.3 釬焊金剛石磨拋盤磨損模型
釬焊金剛石磨拋盤磨拋硬脆性材料的磨損是一個復雜的過程,主要發生摩擦磨損和沖擊磨損,摩擦使金剛石鋒利的刃口磨損鈍化,失去原有硬度,加劇摩擦溫度,可導致磨粒脫落;工件沖擊作用使金剛石磨粒承受交變的沖擊應力,可導致疲勞裂紋的擴展。磨具的磨損與磨粒受力情況直接相關,其中切向磨削力、法向進給力及彈性與振動帶來的沖擊力為主要的載荷,但由于對于磨具非規則工作型面(圖2),上述力的求取是十分困難的,為此,不直接從磨粒的受力推導磨損量,而是利用工件材料去除率函數去判斷磨具磨損壽命。
釬焊金剛石磨拋盤以磨粒磨損為主要失效模式,按照文獻[13]的介紹,可認為磨具磨損壽命為降低到同規格中等樹脂砂輪片90%材料去除率時所用的時間。即:
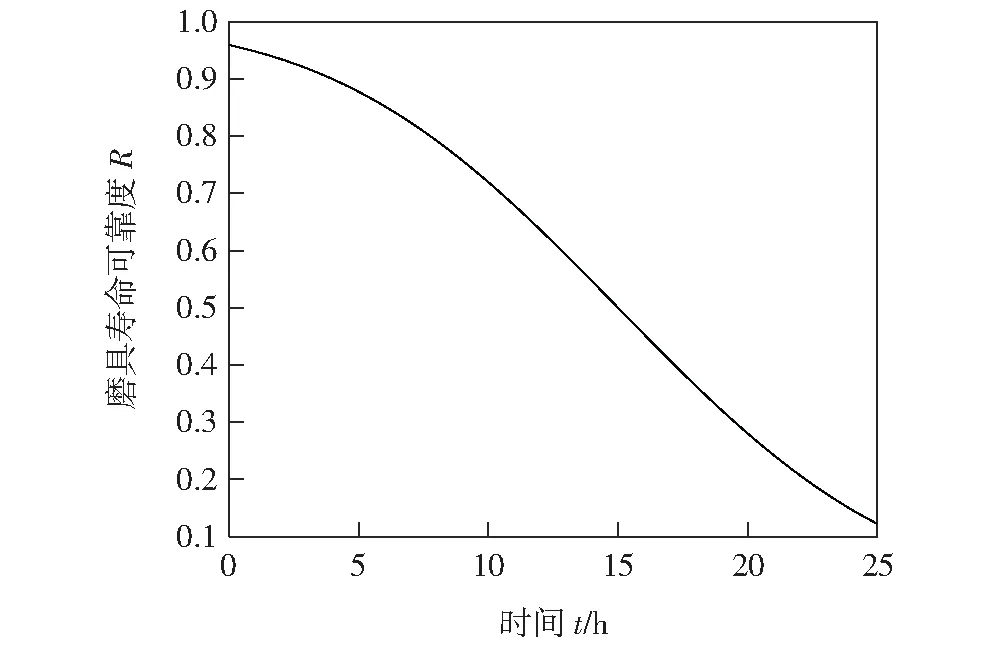
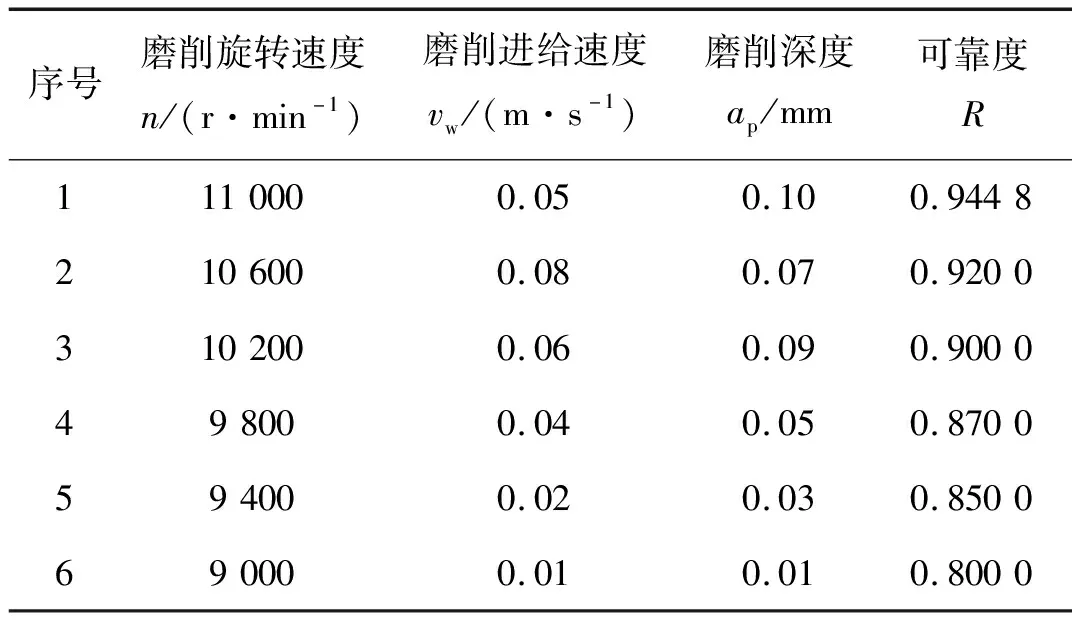
R(Wmax|t)=P(W (6) 式中:W為時間t時的累積磨損量;Wmax為許用磨損量;G為同規格中等樹脂砂輪片的重量。式(6)表明磨具磨損量不僅受到磨具表明材料(如金剛石斷裂韌度、硬度)和工件種類的影響,而且還與磨拋的加工工藝參數(如磨削深度、進給速度、主軸旋轉速度和磨拋方式)密切相關。工件材料表面的去除率實際上與磨粒的磨損率具有等價關系。 摩擦學[14]將材料的磨損過程一般分為磨合磨損階段、穩定磨損階段和急劇磨損階段,一般磨合磨損和急劇磨損階段往往呈現無規律性,因此穩定磨損階段是壽命特征的主要體現。由于磨具表面形貌的隨機性和工況條件的不確性,穩定階段磨粒的運動具有隨機特性,因此磨粒磨損率應為一隨機過程: (7) 式中:ε(t)為隨機白色噪聲項。 維納過程[15]是一類典型的隨機過程,自然界中很多的隨機過程都符合維納過程的特點,它的主要特征是具有獨立平穩增量,即增量的分布是獨立的,都服從正態分布,且方差隨時間線性增加。基于維納過程的累積磨損隨機過程概率密度函數f(W,t)可由帶邊界條件的福克一普朗克一柯爾莫哥洛夫方程(FPK)確定[16]為: (8) 則磨具耐磨損可靠度可表述為: (9) 磨損壽命T的失效平均壽命為: (10) 選用Ni-Cr合金釬料高溫真空釬焊方法制備的金剛石磨拋盤對船體用高強度鋼AH32碳素鋼的磨損消耗為對象,進行基于隨機過程的可靠性預測,磨拋參數選用見表1。 表1 磨拋參數 文獻[18]研究指出影響材料去除率的主要參數為磨削速度vw、磨削深度ap、磨粒粒徑rp,三者與材料去除率成正比關系,進一步由公式(5)可得: (11) 式中:ρ為AH32碳素鋼密度;S為接觸橢圓區面積;NS為單位面積動態;C為有效磨粒數切屑寬度與切屑厚度之比。 考慮材料、幾何、工藝的隨機性影響,可設磨具的磨削速度、磨削深度、磨粒粒徑和工件密度均服從正態分布,將磨拋參數代入公式(11)得到材料去除速率的恒定均值為7.5 g/min,過程強度為1/36,金剛石磨頭最大允許磨損量為18 g,對應材料去除量的最大值為13 500 g,則基于維納隨機過程的磨拋盤磨損可靠性函數為: (12) 可靠度變化曲線如圖4所示。由圖4可以看出,金剛石磨具可靠度下降比較快的大致區間為(5~20 h),此磨具連續磨拋平均壽命為15 h。考慮到生產裝置基本上連續磨拋1 h就可以達到需要的表面形貌效果,即以磨具工作運行60 min計算,則其可靠度為0.948 2,可見該釬焊金剛石磨拋盤材料結構的可靠性良好。文獻[19]通過試驗發現釬焊金剛石磨具的壽命分布近似正態分布,其連續磨拋1 h的可靠度為0.95,兩者十分接近。 圖4 基于磨損隨機過程的可靠性預測動態變化曲線 對比在同樣工藝參數下,同規格的樹脂砂輪片的磨拋壽命,同樣按照公式(11),可以得到材料去除速率的恒定均值為3.75 g/min,約是釬焊金剛石的一半,則磨具工作運行60 min計算,其磨拋率急劇下降,磨具磨耗加快,則其可靠度為0.89,其平均壽命為80 min,可以看出,釬焊金剛石磨拋壽命約比樹脂砂輪片提高11倍以上。 表2為不同工藝參數下,釬焊金剛石磨拋盤連續磨拋60 min時的可靠度。由表2可知:序號1下,磨具具有較好的可靠度,磨力磨損量小,金剛石磨具的可靠度值隨著材料去除率的增大而增大,而材料去除率又隨著工藝參數的變化而變化,與磨削旋轉速度、磨削進給速度和磨削深度乘積大小呈正比關系,但又單一與磨削旋轉速度呈正比關系,而與磨削進給速度和磨削深度并沒有單一的正反比關系。 表2 釬焊金剛石磨拋盤可靠度表 (1)釬焊金剛石的磨粒磨損最大磨損發生在斜面接觸區中心點處。釬焊金剛石磨拋盤的可靠性函數呈先緩慢下降后劇烈下降再緩慢下降的變換趨勢,其存在劇烈磨損區間,這與常規材料穩定階段磨損表現出的“浴盤曲線”特征是一致的,連續磨拋下其平均壽命可達到15 h以上,基本符合生產要求。 (2)磨拋速度高、磨削深度大、磨粒粒徑大,材料去除率高,磨具磨耗慢。釬焊金剛石磨盤材磨拋平均壽命比同規格樹脂砂輪片達11倍以上。 (3)在高性能釬焊金剛石磨具設計過程中引進結構概率設計方法將有利與提高磨具的壽命。2 釬焊金剛石磨具磨損動態可靠性模型

3 實例計算與分析

4 結論