齒輪減速機維護
2022-01-10 07:57:20魏長柏李濤
冶金設備 2021年6期
魏長柏 李濤
(河鋼集團承德鋼鐵分公司 河北承德067000)
1 前言
齒輪減速機(以下簡稱減速機)是機械傳動的重要組成部分,是一種封閉在箱體內的齒輪或蝸桿傳動所組成的獨立傳動裝置,通常應用于原動機和工作機之間,具有傳遞大扭矩和改變軸線之間相互關系的作用,因此被大量應用。作為傳動機構,減速機在現實中具有非常重要的作用,如其中一臺減速機出現故障,將造成停產并產生大量的故障時間,造成損失。因此,減速機的維護是設備維護工作重點[1],減速機的日常點檢、維修內容需要一些方法、以及很高的檢查標準以保證其檢修質量,確保減速機在使用周期內不出故障。
2 故障分析
在減速機使用過程中的故障檢測方法一般分為:聽音、測溫、測振、螺栓緊固、模型診斷[2]。在大多數的實際工作中,前四種方法被大量的應用。減速機的故障診斷是一個在現場的實際工作中逐步積累的過程,需要大量的工作經驗才能準確判斷故障原因。在故障原因被找到以后,減速機將利用檢修時間下線維修。立式軋機減速機如圖1所示。
圖1 某軋鋼廠立式軋機減速機
故障實例:在正常軋鋼速度下,無鋼坯通過時,減速機表現出不規則,間斷的異聲;當鋼坯通過時聲音變為明顯的、濃厚的嗡嗡聲;測量的速度振動值為4.4mm/s,數值超過正常范圍上限;各部位軸承溫度52℃,在規定的報警范圍內;各部位螺栓無松動現象。
故障原因:通過檢查發現,2段齒輪軸與傘齒輪接觸部位存在錯位現象。初步判斷故障原因為2段齒輪軸鍵槽磨損、連接件鍵磨損、傘齒輪鍵槽磨損。
修復過程及處理方法:減速機下線解體,更換2段齒輪軸一根、更換傘齒輪一對,其他附件根據測量結果進行更換。
3 故障判斷與維修
3.1 減速機下線
下線前檢查事項:電機與減速機的聯軸器是否脫開、減速機與底座連接螺栓是否松開、各介質管路是否脫開并保證無干涉、其余附屬工作準備到位[3]。同時有一個重要的事項,應在底座上焊接減速機箱體定位塊或者頂絲,有了定位塊和頂絲,在減速機修理完畢安裝時可以確保其位于正確的工作位置上,利于減速機位置的調整。
3.2 減速機修理
減速機在工作位置吊運至修理區域后則進入了線下修理的過程,以下對修理過程進行簡述。
3.2.1 解體
吹掃箱體,保證減速機表面無雜物及灰塵、避免在解體過程中發生異常。
拆除箱體附屬管路、拆除相應部位連接螺栓。在此過程中應對照圖紙檢查,因減速機在箱體內部有時也存在連接螺栓,如不拆除會對后續工作造成返工。螺栓及附屬管路拆除后應放入固定存放區[4],并對其進行檢查清理,螺栓除銹、浸油,保證上線時無異常。
3.2.2 零件檢查與測量
箱體分離后,減速機內部結構呈現。首先應對其備件進行初步檢查:
齒輪、軸檢查,內容包括:齒面燒傷、點蝕、磨損、斷齒、裂紋等;同時轉動快速軸,檢查齒輪是否與對應軸存在相對位移,以確保鍵槽及鍵無異常。
軸承檢查,內容包括:點蝕、保持架損壞、燒傷、輥子表面金屬剝落、生銹等。
箱體檢查,內容包括:裂紋、焊口開裂等。
初步檢查完畢后,可以決定減速機更換零件的一部分內容,剩下的更換內容需要對減速機數據進行測量而決定,同時此數據也是減速機上線后數據的一個參照。
測量內容:
(1)齒側隙。安裝齒輪側間隙,是指一對嚙合齒輪的非工作表面,沿法線方向的距離。一對安裝的嚙合齒輪必須留有齒側間隙,以補償齒輪制造與安裝時的精度公差,以及傳遞載荷時的彈性變形和由于受溫度影響的變形,并可貯存一定量的潤滑油,以改善齒輪表面的潤滑狀態[5]。通常齒輪的側間隙在確保正常使用的情況下越小越好,在制造時是根據齒輪所使用要求的精度等級來設計的。
齒輪標準保證側間隙是基本的側間隙規范。對于冶金機械設備的閉式傳動采用Dc,對于開式傳動則采用較大側隙De,可根據表1、表2、表3查取。

表1 圓柱齒輪的保證側間隙

表2 圓錐齒輪的保證側間隙

表3 蝸輪傳動的保證側間隙
齒輪側間隙增大,是由于齒輪磨損產生的。側間隙的調整如有偏心套杯,可進行微調,如無偏心套杯,側間隙無法調整。因此在綜合備件費用的情況下,允許側間隙適當增大,最大側間隙為安裝間隙的2~3倍。同時,在側間隙范圍正常情況下,還應對照圖紙測量齒輪的磨損量,表4為磨損范圍。

表4 磨損范圍
齒輪側間隙的測量方法日常中分為兩種:壓鉛法、百分表法[6]。
壓鉛法:選擇合適的軟鉛絲,沿從動齒輪一直輪齒的齒寬方向將3段鉛絲等距離使用油脂黏貼在該齒輪上,注意在實際工作中,齒寬在200mm以下,可黏貼2斷鉛絲,同時鉛絲的長度不應短于5個齒。然后轉動齒輪,經擠壓后軟鉛絲變扁其壓扁處即為齒輪的實際頂間隙,齒面側鉛絲厚度和即為側間隙,注意測量時應使用外徑千分尺,測量位置為鉛絲最薄處。缺點為費時,測量不是很準確,優點為可測量出頂側間隙,在實際應用中大量應用。
百分表法:固定好百分表,將百分表指針垂直于齒面,輕輕反復轉動齒輪,百分表讀數即為齒輪側間隙。較壓鉛法優點為測量結果準確,省時。需要測量精密尺寸時被大量應用。
現場實際工作中,為了互相驗證其測量結果,往往兩者同時使用。
對于上例減速機,按照每段軸距,進行測量,其中3段軸與4段軸軸距為180mm,則理論間隙為0.17mm,實際側間隙為0.42mm,證明3段軸與4段軸齒輪側隙正常。
(2)齒接觸。齒輪嚙合時,齒的工作表面因互相滾壓而留有可見的痕跡,所顯示的接觸斑點可以判斷齒輪傳動的裝配質量,齒輪嚙合是否正確。齒接觸標準按精度等級選定見表5。
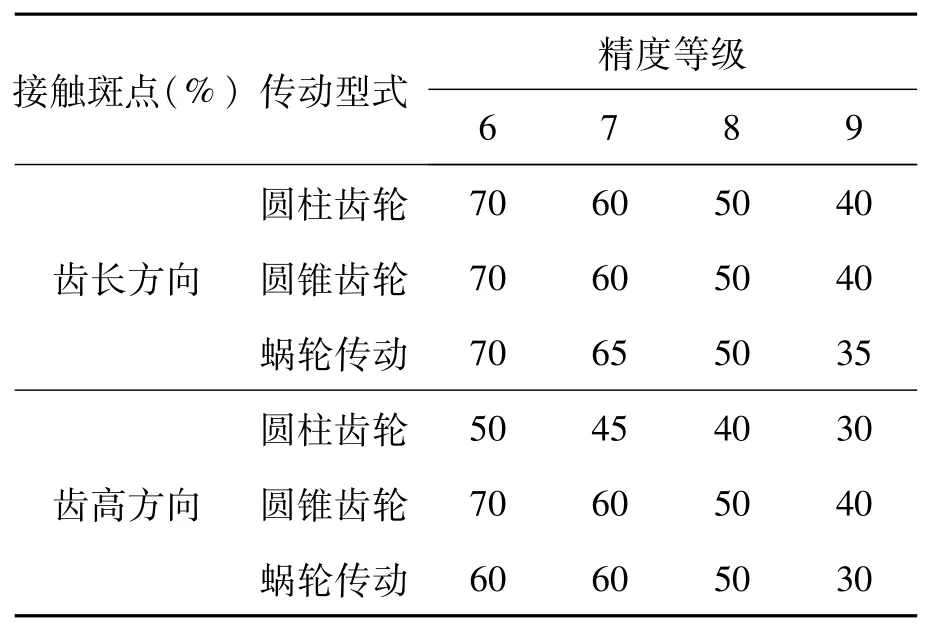
表5 齒接觸標準精度等級
測量方法:通常用紅鉛油薄而均勻的涂抹在小齒輪的齒面上,并且涂抹位置應根據轉動方向涂抹在受力面上,按正確的轉動方向快速轉動齒輪,檢查大齒輪表面著色情況。接觸率應符合表4中情況,不符合應繼續檢查或者更換備件。
(3)軸承游隙。
徑向游隙,軸承不同等級的原始側間隙值可根據軸承類型、孔徑從軸承樣本中查取。檢查過程中,測量值不允許大于2倍的原始徑向游隙。測量時需使用塞尺進行檢測。
軸向竄動量。通常稱其為軸承軸向游隙,對裝配間隙不可調整的滾動軸承,因受熱膨脹產生軸向移動,這樣因內外圈相對移動而使軸承徑向間隙減小[7]。甚至使滾動體在內外圈之間卡住,故在裝配時,常將雙支承中的其中一個軸承和其端蓋之間留有軸向間隙a。

式中:L—軸承間的距離,mm;
?—線膨脹系數;
Δt—軸工作溫度與環境溫度之差值,℃。
實際應用時可按經驗數據a取0.25mm~0.40mm。當a>1mm時,應進行更換。
對間隙可調整的滾動軸承,在裝配確定調整必要的間隙時,是通過軸承和其端蓋之間的墊片來進行調正的,其墊片是金屬的[8]。當a>1mm時應進行調正或更換。
軸承的徑向游隙,可在軸承樣本中套取,軸向游隙則需要根據徑向游隙計算出,如表6列出所示。

表6 軸向游隙
Yo值可在軸承樣本中查取。
測量方法為百分表法。軸承端蓋應緊固牢靠,取值為軸向運動后百分表測量值差的絕對值。
根絕上述檢查及測量過程,就可以對減速機的所有主要零件是否存在故障有了認識,根據問題情況進行逐步更換處理。
4 裝配
4.1 減速機的組裝
根據上述檢查及測量過程,對減速機的所有主要零件是否存在故障有了認識,根據問題情況進行逐步更換處理。
上述事例中,更換2段齒輪軸一根、更換傘齒輪一對,并且根據測量結果對快速軸軸承31330、NU2332、31232及24132進行更換。更換過程中,首先應對備件各個尺寸校合,使其符合圖紙要求,其次對各個備件進行清理,去除零件表面保護層等,最后按照適合的方法對齊安裝。
清理過程中不應使用角磨機,應使用細砂紙進行打磨,最大限度的保護原有零件尺寸。
齒輪裝配方法分為熱裝法、冷裝法。現場實際中,因液氮的使用存在危險,同時可能存在無材料現象,往往熱裝法被大量應用,但是冷裝法裝配更結實,更無污染。
齒輪的熱裝最高能加熱到多高溫度,取決于過盈量大小。通常齒輪與軸之間有兩種配合,一種是帶鍵槽,另一種是完全過盈-不帶鍵槽。通常情況下,根據齒輪材質,加熱到150℃~180℃情況下,齒輪就可裝入軸上,但是實際中,為了確保裝配無異常,需要計算齒輪的熱膨脹量,保證漲出量大于原有過盈量的10絲即可。可根據公式進行計算:考慮到低溫回火,熱裝溫度也不應高出計算溫度30℃~40℃。加熱過程中,應用溫度計實時測量溫度,保證不超過計算溫度,并且采用定尺法檢測其實際尺寸是否符合。裝配中,應穩、準、狠、快速的裝入,并且裝入后立即將壓蓋鎖住,同時采用自然冷卻的方法,不能使冷水冷卻,使其淬火。環類金屬零件的熱膨脹了計算公式:

式中:Δd—直徑膨脹量,mm;
a—材料的膨脹系數,值為1.25×10-5/℃;
d0—初始直徑,mm;
t1,t0—變化后的溫度和初始溫度,℃。
軸承的裝配方法包括錘擊法、液壓機裝配法、熱裝法。現場實際應用中,熱裝法被大量應用。熱裝法局勢將軸承放入油中進行加熱到一定溫度,使軸承內孔膨脹后在裝配到軸上。實際中,軸承一般的加熱溫度達到80℃~110℃就可達到軸承的裝配要求,溫度不能超過120℃,超過120℃后軸承材質性能將發生變化。為了保證安裝順暢,安裝前需用游標卡尺進行定尺測量,保證其順利進入。現高科技發展,軸承加熱器也可代替油加熱,其特點是升溫快,無污染,但是油加熱的溫度均勻性、可靠性、潤滑性又是軸承加熱器無法取代的。
各個零件裝配完畢后,就需上線對減速機進行組裝,需要注意,組裝前務必對減速機內部油路進行吹掃,保證供油的順暢,保證每個供油點無異常。
減速機組裝完畢后,就是對各種數據的測量,以保證上線后無異常,其過程就是重復拆卸過程中的步驟,對安裝數據進行校合,并對數據進行記錄,其方法是對照拆卸步驟校合尺寸。
裝配完畢后,進行封箱。封箱中,箱體結合面密封通常采用密封膠密封,型號一般為樂泰587粘合劑,涂抹過程中,密封膠不可涂抹太厚,保證其壓實后厚度為0.05mm即可。封箱完畢后需對各連接螺栓進行檢查,是否可靠緊固,并且用塞尺對箱體集合面進行檢查,保證其縫隙不可超過0.05mm即可。檢查附屬管路是否可靠連接,并且連接之前一定對進行吹掃。
4.2 減速機上線
線下減速機組裝完畢后,減速機即將上線,上線過程中主要注意兩點,一是減速機與電機的同軸度及平行度的調整,二是減速機地腳螺栓的緊固。
同軸度與平行度的調整方法,現場中主要運行兩種,分別為三坐標測量法及百分表法,但是往往百分表法在現場實際檢修中被大量的應用。百分表法又采用的是雙表法進行測量,以保證同軸度及平行度同時進行調整。百分表法檢測過程中保證其中一端可靠固定,另一端繞軸座圓周運動,對測量的差值用加墊法對減速機進行調整。同軸度與平行度的要求在0.05mm之內,以保證轉動的穩定性。
地腳螺栓為保證其可靠緊固,需對其預緊力進行計算,
擰緊力矩計算公式為:

式中:d—螺栓公稱直徑,mm;
F—預緊力,N;K—擰緊力系數。
一般規定擰緊后螺紋連接件預緊力不得大于其材料的屈服點σs的80%,預緊力F計算公式為:

式中:σs—螺栓材料的屈服點,MPa;
As—螺栓公稱應力截面積,mm2。
標準數據查表即可。
減速機安裝完畢后,附屬管路進行安裝,現場實際中,法蘭的連接有時會使用膠皮墊進行密封,此種方法應盡量避免,可能造成油路堵塞,使減速機故障頻發。
4.3 減速機調試。
減速機安裝完畢后,需對減速機進行調試。調試前還需檢查減速機各個潤滑部位的潤滑,確保供油正常。根據電機實際轉數,應分階段、分時間進行運轉,譬如10%轉數轉20min,20%轉數轉10min,50%轉數轉10min,80%轉數轉10min,100%轉數轉2h以對其進行烤機,在轉動過程中,輔以各種檢測聽音、測溫、測振,以保證無異常。烤機完畢后,還需打開窺視孔對減速機齒輪、軸承等進行檢查。
5 結束語
為進一步保障齒輪減速機工作效率,在日常工作中還需要相關工作人員以檢查、組裝、找正為關鍵點,運用正確的方法、嚴格的標準、認真的態度,保證減速機維修質量,做好齒輪減速機故障的排查和保養工作,為機械生產的高質量實施保駕護航。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
