PDMS滲透汽化膜分離水中有機物的研究進展
2022-01-12 08:57:16張靜
凈水技術 2022年1期
張 靜
(上海電氣集團股份有限公司中央研究院,上海 200000)
滲透汽化(PV)膜分離技術是一種新型膜分離技術,其在分離普通精餾難于分離或不能分離的近沸點恒沸點混合物、有機溶劑、混合溶劑中的微量水,以及廢水中少量有機污染物等,具有經濟上和技術上的明顯優勢[1]。PV脫除有機溶劑中微量水的研究開展最多、最成熟,工業化應用案例主要為醇類、酮類、醚類及四氫呋喃脫水,主要兩大供應商為江蘇九天高科和山東藍景,其中,九天高科商業化案例多達150例。然而,目前對于PV分離水溶液中少量有機化合物的研究還較少,其工業應用還處于初步階段。PV技術分離水溶液中的有機物主要應用于污染控制和溶劑回收兩方面。PV用于污染控制的成本變化非常大,主要取決于欲分離的有機物性質和需要達到的分離程度。如果原液中有機物濃度足夠高,則可實現回收再利用,這樣經濟上更有吸引力;如果膜對欲分離的有機物選擇性更佳,PV將會廣泛地用于有機物回收[2]。相比分離有機溶劑中的水,PV分離水中的有機物所接觸的原液成分更加復雜,因此,需要PV膜具有更優的適應性。PV分離水中有機物所用的膜為優先透有機物膜,目前研究所用的膜材料有含硅類聚合物材料[如聚二甲基硅氧烷(PDMS)、聚三甲基硅丙炔]、含氟高聚物(如聚四氟乙烯、聚偏氟乙烯)、聚取代炔烴、其他高分子聚合物(如嵌段聚醚聚酰胺膜、甲基丙烯酸酯-苯乙烯共聚物)[3]。PDMS滲透汽化膜不僅疏水親有機物,而且具有優良彈性、化學穩定性、耐熱耐寒性,可廣泛應用于醇類、醚類、酯類、酚類、酮類、鹵代烴類、芳香族烴類等有機物的滲透汽化分離,是目前研究最多的PV透有機物膜之一。PDMS滲透汽化膜分離因子受聚合初始原料、刮膜方法、交聯程度、活性層厚度、多孔支撐層以及測試條件影響。本文以PDMS滲透汽化膜為研究對象,從制膜條件、工藝參數、膜壽命、膜材料放大生產等方面進行綜述。
1 基本原理與性能評價指標
1.1 基本原理
PV技術基于水溶液中有機物和水在膜內的溶解擴散速率的差異,以膜兩側料液各組分的蒸氣分壓差為傳質驅動力,實現對水溶液中有機物的分離。其具體操作過程:水溶液與PV膜活性層的一側(原液側)接觸,活性層的另一側(滲透側)通過保持真空或吹掃狀態,實現水溶液中的有機組分在膜內溶解、擴散、脫附和收集,原理如圖1所示。
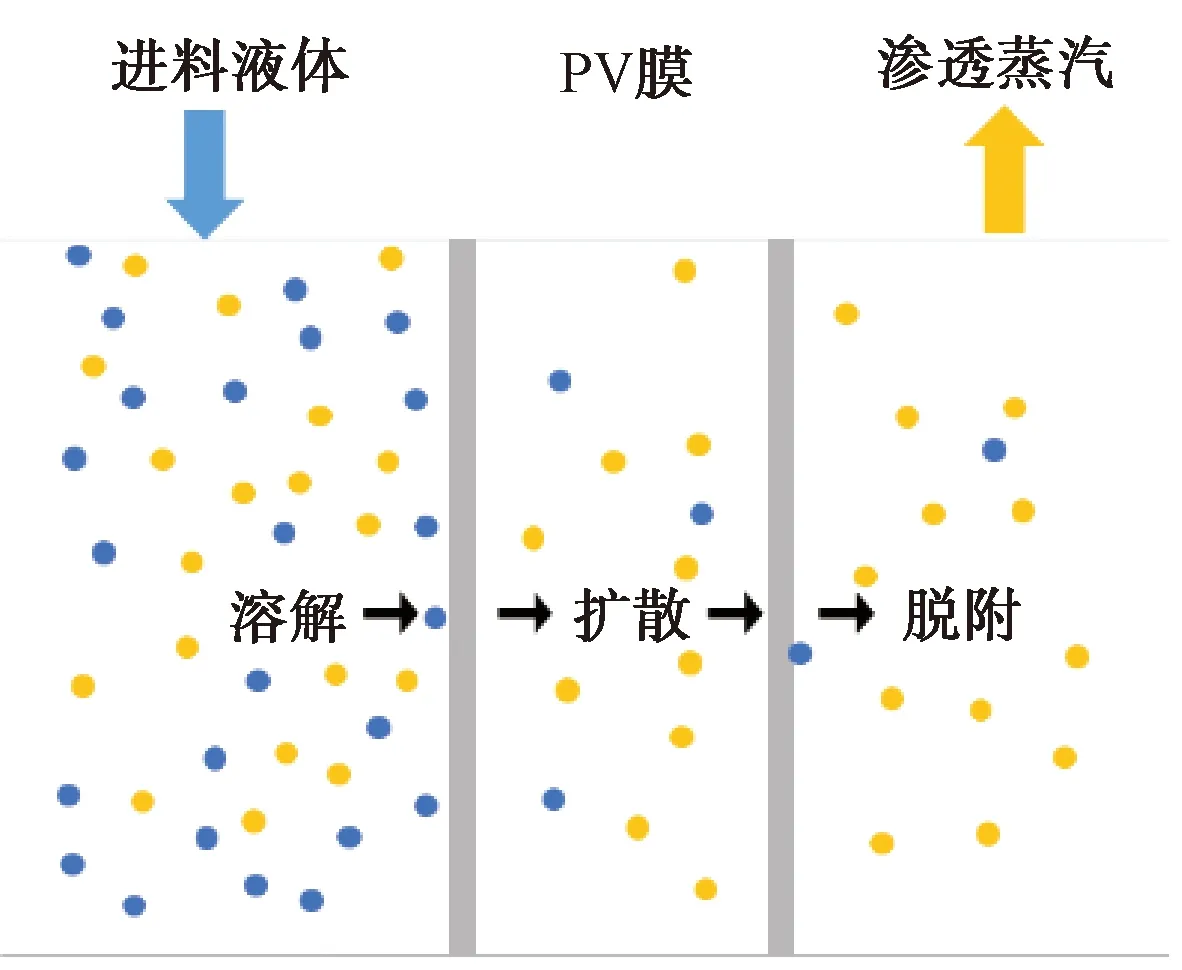
圖1 PV膜原理圖Fig.1 Schematic Diagram of Pervaporation Membrane Mechanism
1.2 性能評價指標
滲透通量和分離因子是表征PV性能的主要指標[4]。滲透通量是指單位時間內通過單位膜面積的有機物的質量。分離因子、富集因子則表示有機物相對于水的分離程度。通常,滲透通量和分離因子越大,滲透汽化分離性能越好,但很多情況下,滲透通量大時,分離因子反而小[5]。實際應用中膜材料壽命也是關鍵指標,膜壽命決定了PV技術的經濟性。
2 膜材料
PDMS滲透汽化膜按結構可以分為均質膜和復合膜。PDMS膜很難以自支撐的形式被使用,主要是太薄的PDMS分離層的強度很低,因此,商業膜都是將PDMS分離層做到多孔支撐板層上面形成復合結構的復合膜。典型的復合膜為“PDMS功能層+高分子多孔支撐層+無紡布”3層結構(圖2),其中,多孔支撐膜以超濾膜居多。
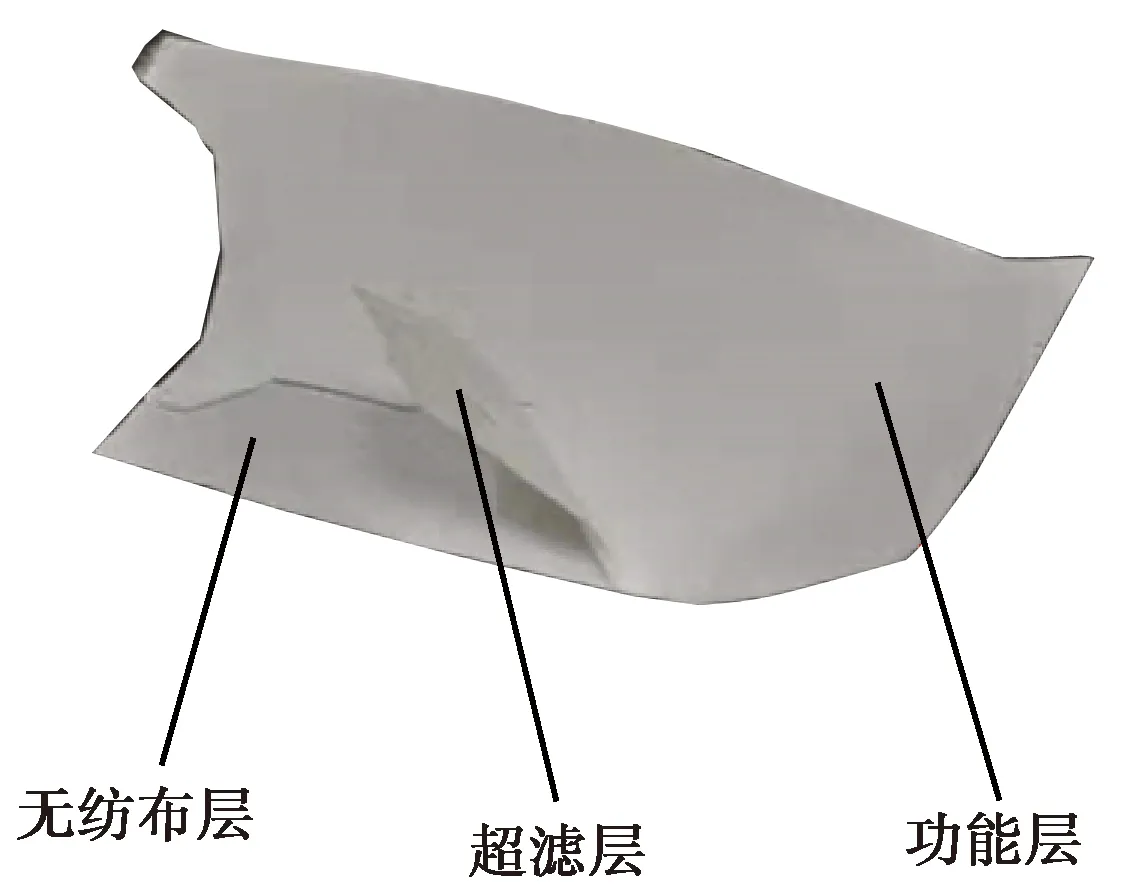
圖2 PDMS滲透汽化膜結構示意圖Fig.2 Schematic Diagram of PDMS Pervaporation Membrane Structure
復合膜材料的性質對膜的滲透汽化性能起決定性作用,不同硅材料具有的官能團以及官能團的比例不同,導致了膜的親、疏水性能不同[6]。另外,PDMS濃度、PDMS黏度、刮膜厚度、固化工藝、支撐層結構及表面粗糙度等都會影響膜的選擇滲透性。
2.1 制膜條件
表1綜述了多篇文獻的PDMS膜制備工藝,發現PDMS種類、PDMS濃度、支撐層、筑膜液黏度、膜層厚度、固化工藝都有所不同。
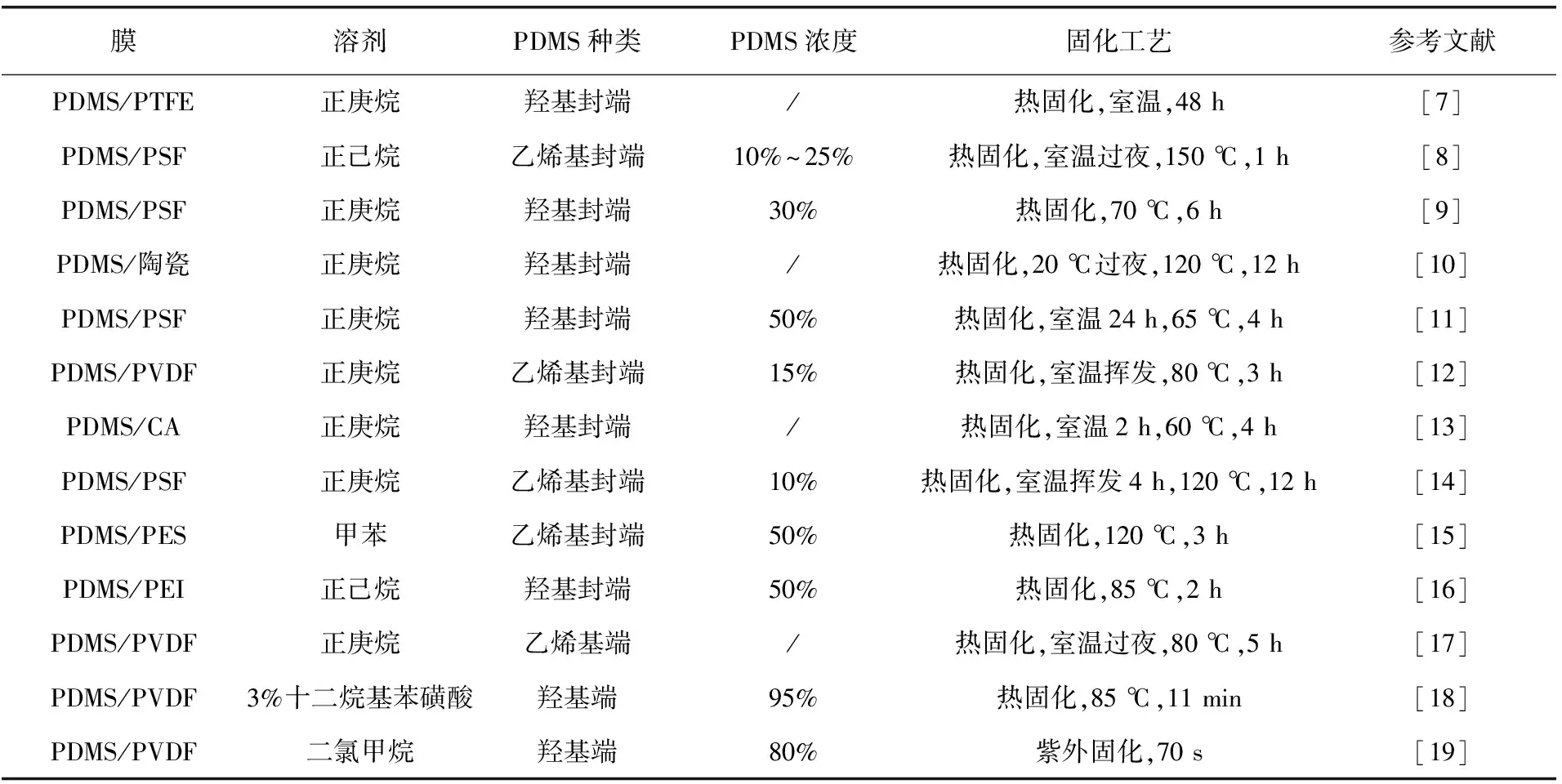
表1 制膜條件Tab.1 Preparation Conditions
(1)PDMS種類
PDMS膜材料種類較多,一般采用羥基封端的PDMS和乙烯基封端的PDMS制備優先透有機物膜。這2種膜材料的主要差別如表2所示。
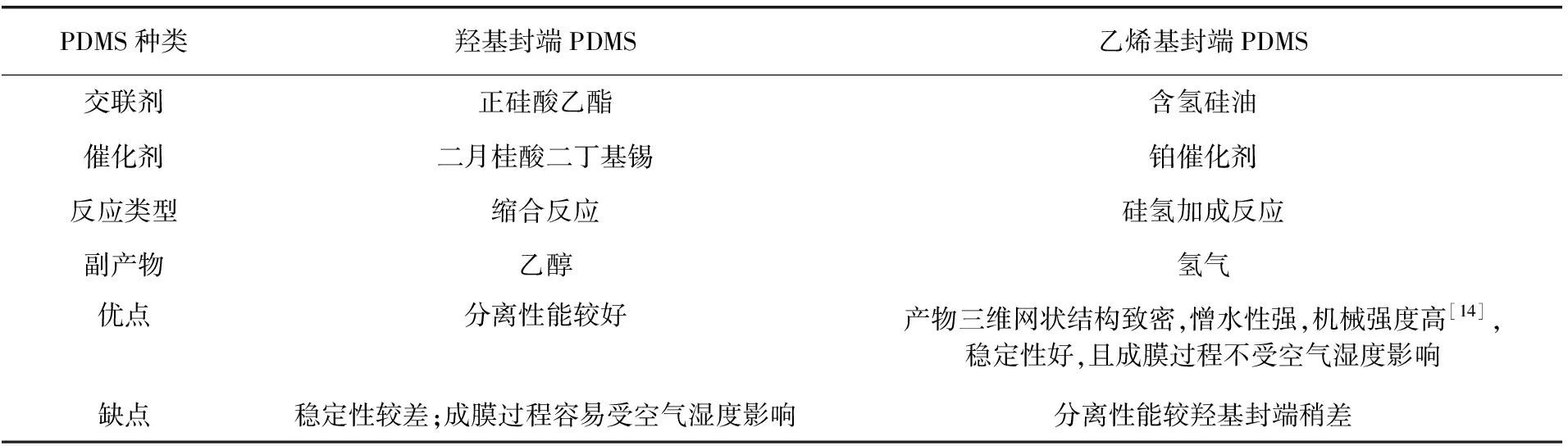
表2 對比羥基封端PDMS和乙烯基封端PDMSTab.2 Comparison of Differences of Hydroxyl-PDMS and Vinyl-PDMS
(2)PDMS濃度
研究人員制備優先透有機物膜采用的PDMS濃度為10%~95%[7-19]。李珊等[20]采用不同濃度(2%~25%)的PDMS涂膜時發現:當PDMS濃度較低(<10%)時,筑膜液容易下滲至基膜表面的大孔,導致形成的表面涂層不致密,隨著PDMS濃度增大,涂層致密性增強,膜的滲透通量下降,而分離因子上升,且變化趨勢明顯;當涂層濃度較大(>10%)時,隨著筑膜液濃度增大,涂層致密性、膜的滲透通量和分離因子呈同樣的變化趨勢,但變化趨勢平緩。采用不同濃度PDMS制備筑膜液時,筑膜液黏度增長速率不一致。PDMS濃度為20%時,筑膜液黏度2 h后達到10 mPa·s(可涂敷),而后快速上升,3 h后達到100 mPa·s;PDMS濃度為10%時,攪拌3 h筑膜液黏度達到10 mPa·s;PDMS濃度為5%時,5 h后筑膜液黏度也沒有變化。Tan等[21]認為10%PDMS濃度最佳。但是為了減少有機溶劑的量,需要盡可能增加PDMS濃度。當PDMS濃度較大時,為獲得較優滲透通量,需要減小筑膜液涂敷厚度。PDMS濃度過大(>50%)時,聚合反應劇烈,筑膜液中容易出現團聚小顆粒,反應較難控制,因此,需要通過降低反應溫度或者添加抑制劑等方式降低反應速率,避免團聚小顆粒出現。
(3)支撐層
支撐層的孔結構、膜材質會影響到制備PDMS分離層時PDMS與超濾層界面之間的作用情況,從而引起膜性能及膜穩定性變化,所以,研究支撐層成為一個不可忽視的問題。展俠等[22]以相轉化法制備同樣刮膜厚度的聚偏氟乙烯(PVDF)、聚丙烯腈(PAN)、聚砜(PSF)3種多孔膜作為支撐層,制備同樣刮膜厚度的PDMS復合膜用于滲透汽化乙醇/水混合物的分離,研究發現PDMS在各底膜表面的厚度為PAN>PVDF>PSF,而在底膜的滲入深度呈相反規律,滲透通量為PAN>PVDF>PSF。而一般情況下膜的滲透通量與PDMS致密層厚度呈反比,原因在于PDMS在多孔支撐層表面的厚度較小(<15 μm),而在支撐層內的滲入深度較大,小分子在滲入PDMS中的傳質阻力是總傳質阻力的重要組成部分,不可忽略不計[22]。支撐層滲入深度與筑膜液黏度、多孔支撐層孔徑有關,該文獻未對這2項指標描述。同樣的PDMS表層,不同底膜的滲透通量為PI>PVDF>PSF,選擇因子為PSF>PVDF>PI[23]。Pan等[24]研究了基膜孔徑尺寸、筑膜液黏度對膜性能的影響,研究發現孔徑為3.0、1.0、0.45、0.22 μm的PVDF基膜形成的復合膜上,功能層厚度分別為8、11、11、14 μm,分離因子隨著孔徑減少而增大,通量則隨著孔徑減少而減小。這是因為孔徑越小,筑膜液下滲PVDF孔洞越少,則復合膜功能層越厚,分離因子更大,通量減小則是由功能層厚度加厚和多孔支撐層孔徑減小阻力增大兩方面因素導致的。
(4)筑膜液黏度
筑膜液黏度一定程度表征了PDMS預交聯程度。采用涂敷法制備復合膜時,筑膜液中的高分子聚合物會滲入支撐層孔洞中,稱為孔滲[25]。適當的孔滲能增加涂覆層與基膜間的結合力,但較嚴重的孔滲會堵塞支撐層內的孔隙,增加分離過程中混合液的傳質阻力[8]。趙旭紅等[26]從調控筑膜液性質的角度,以乙醇水溶液為分離對象,在PDMS濃度為10%下,利用不同黏度(10、50、90、130 mPa·s)筑膜液在PVDF支撐體上制備PDMS復合膜,研究黏度對制備膜結構的影響,發現隨著筑膜液黏度增加,筑膜液在支撐體表面成膜時流動性下降,導致孔滲減弱,PDMS分離層厚度增加,筑膜液黏度為90 mPa·s時,制備的PDMS/PVDF復合膜滲透汽化性能最佳。適宜涂敷的筑膜液黏度與PDMS初始黏度、PDMS濃度、基膜孔徑有關,PDMS濃度高,適宜涂敷的筑膜黏度也高。研究可通過吸取少量筑膜液涂敷在基膜上,觀察下滲情況,判別適宜涂敷的筑膜液黏度。
(5)膜層厚度
根據溶解擴散模型,膜層擴散步驟是PV工藝的限速步驟[27]。PDMS膜層越厚,有機物需要經過更長的擴散路徑,所以膜層阻力會增加,而膜層阻力直接影響膜通量。一般膜層阻力與膜層厚度呈正比,而膜通量與膜層厚度呈反比。但由于生產工藝和膜的機械強度、穩定性,膜層厚度也不能過小。筑膜液涂敷厚度和成品膜PDMS膜層厚度概念不一致,比如PDMS濃度為10%,預交聯至筑膜液黏度為30 mPa·s,在孔徑為0.02 μm的底膜上,涂敷厚度為150 μm的筑膜液,烘干后的成品膜的PDMS厚度僅為10 μm左右。但同等條件下,筑膜液涂敷越厚,成品膜的PDMS層也越厚。Qin等[28]研究膜層厚度對膜性能的影響,筑膜液涂敷厚度從10 μm增至320 μm,隨著厚度增加,總通量和有機物通量都減少,但選擇性增加。滲透汽化65 ℃處理5%糠醛水溶液,膜層厚度從10 μm增至320 μm,有機物通量從1 628.1 g/(m2·h)降至125 g/(m2·h),水通量從738.4 g/(m2·h)降至17.8 g/(m2·h)[28]。Nijhuis等[29]在25 ℃分離250 mg/L的甲苯溶液,PDMS膜層厚度從30 μm增至240 μm,有機物通量從20 g/(m2·h)降至13 g/(m2·h),水通量從51 g/(m2·h)降至6 g/(m2·h)。但也有研究者發現膜層厚度增加,有機物通量變化不大,而水通量下降很多,從而膜選擇性和滲透液濃度會增加[30]。在30 ℃分離50 mg/L的乙腈水溶液,當PDMS層厚度為1 μm時,乙腈通量為1.62 g/(m2·h),水通量為401.2 g/(m2·h),富集因子為128;PDMS層厚度增至18 μm,乙腈通量為1.56 g/(m2·h),水通量為90.1 g/(m2·h),富集因子為557[31]。
(6)固化工藝
固化方式分為熱固化工藝和光固化工藝。對于熱固化工藝,固化溫度、固化時間是影響膜性能的關鍵指標。李珊等[20]研究不同固化溫度對膜滲透汽化性能的影響,發現升高固化溫度,膜的性能增強,但當溫度>130 ℃后,固化溫度升高,膜性能變差,這與唐俏瑜等[32]結論一致。韓曉迪[33]研究固化溫度為40~160 ℃對PV透醇膜的影響,發現隨著溫度升高,分離因子先增加后減小,滲透通量呈相反趨勢,最適宜溫度為80 ℃。這與李珊等[20]、唐俏瑜等[32]得到的最佳溫度不一致,原因可能在于PDMS種類不一致,所采用的催化劑也不一致,導致最適宜溫度不一致。固化溫度確定后,固化時間也很關鍵。一般固化溫度越高,固化時間越短。李珊等[20]研究在110 ℃下不同固化時間對PV膜性能的影響,發現固化時間短、固化反應不充分,形成的PV膜分離層不致密,滲透汽化性能差;隨著固化時間增加,固化反應充分,性能逐漸穩定,其推薦交聯固化時間應大于3 h。較長的交聯固化時間使得實現膜擴大生產較為困難。
光固化工藝的反應機理是光引發劑在紫外光輻射下分解為活性自由基,從而引發預聚物和活性稀釋劑發生交聯固化反應,生成網狀聚合物。丙烯酸酯基預聚物的光聚合過程反應活性高、固化反應速率快、合成容易、價格低廉,因此,有機硅丙烯酸酯低聚物是目前用量最大、研究最多的有機硅紫外光固化體系[36]。活性稀釋劑能夠對低聚物進行溶解和稀釋,用來調節體系的黏度。光引發劑引發體系進行交聯聚合,決定了光固化反應的速率。光固化工藝固化時間短,可在30 s內完成固化[34],這使得實現放大生產更加容易,但制備效率高、副產物少的預聚物和光引發劑是該工藝擴大推廣所需要解決的關鍵技術問題。
Lee等[9]對比了紫外交聯/熱交聯制備的硅橡膠膜、紫外交聯/熱交聯負載硅顆粒的硅橡膠膜,發現未負載硅顆粒時,紫外交聯和熱交聯的硅橡膠膜性能相差不大,但是負載硅顆粒時,紫外交聯比熱交聯制備的硅橡膠膜通量更高,在60 ℃下分離1%正丁醇溶液,滲透通量為1 520 g/(m2·h),分離因子為19.8。
2.2 擴大生產的主要挑戰
目前,PV透有機物膜連續生產碰到的主要挑戰如下。(1)溶劑問題。筑膜液制備過程中需要添加正庚烷/正己烷等溶劑溶解PDMS,但是溶劑易燃易爆,增加了生產困難、生產成本,還會產生環境影響,因此,需要減少或者避免溶劑的加入。(2)涂敷的活性層必須在膜收卷前變干,否則膜片容易黏結。而通常商業化制備器的長度為30 m,涂敷速度為1.5 m/min,為了避免收卷時黏住后邊的膜,固化必須在20 min內完成,而目前熱交聯工藝要持續180 min。(3)筑膜液在貯槽中必須保持流動狀態,否則難以涂敷在底膜上。而筑膜液制備過程中加入催化劑后聚合反應速率快,黏度急劇上升形成膠體狀。因此,需要研發可快速固化、反應速率可控、無溶劑的制備工藝[34]。
針對(1)溶劑問題,Li等[35]采用3%十二烷基苯磺酸溶液代替有機溶劑稀釋PDMS,相比傳統正庚烷稀釋PDMS制備的PV透醇膜,在55 ℃下分離1.5%正丁醇溶液,其分離因子提高30%~53%,通量減少7%~10%。但是采用十二烷基苯磺酸溶液稀釋PDMS,稀釋度不能太高,否則會出現油水分離的現象。筆者試驗發現,對于1 000 mPa·s的PDMS采用3%十二烷基苯磺酸稀釋,PDMS濃度<75%,將會出現油水分離的現象。
針對(2)和(3)問題,Li等[18]采取以下措施:①降低交聯反應溫度,加入乙醇作為抑制劑,減慢交聯反應速度以獲得更長的涂敷時間;②提高催化劑用量和固化反應階段溫度,減少固化時間;③優化催化劑、水、乙醇、溫度等參數,可涂敷時間保持在88.3 min,11 min內固化,實現商業化連續生產的要求。該優化后工藝條件制出的PV透醇膜,在80 ℃下分離1%糠醛溶液滲透通量達到900 g/(m2·h),分離因子達到40[18]。Si等[34]采用紫外光聚合工藝,將甲基丙烯酰氧基丙基甲基二甲氧基硅烷(KH571)與羥基封端PDMS反應,在PDMS上引入甲基丙烯酸酯基團(MA-PDMS)。MA-PDMS筑膜液可在30 s內固化,制出的PV透醇膜表面更光滑、均一,較傳統的熱交聯膜總通量更低,但選擇性更好[34]。
紫外光聚合存在的問題在于可紫外光固化的硅橡膠合成過程中副產物較多,該工藝放大還有一定技術難題。膜的擴大化連續生產目前可通過完全不加溶劑,加入適量抑制劑,提高催化劑用量和固化反應階段溫度實現。
3 應用
目前,從廢水中分離有機物的應用研究有乙醇/水、正丁醇/水、乙酮/水、丙酮/水、乙腈/水、甲苯/水、糠醛/水、苯乙烯/水等。由表3可知,PDMS滲透汽化膜性能受工藝參數影響較大,如進料液濃度、溫度、進料液流速、滲透測真空壓力等。
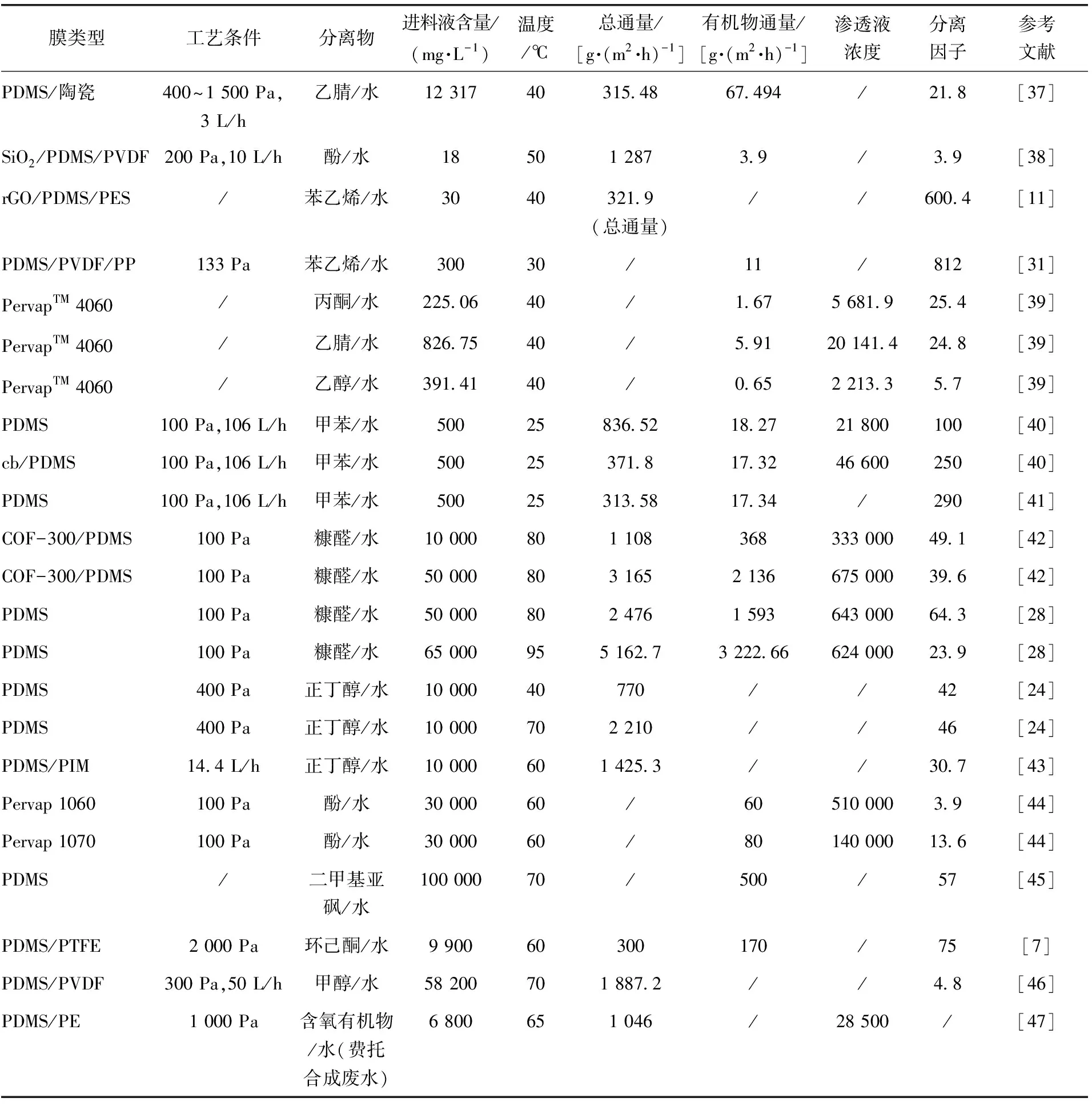
表3 PV膜在水溶液處理中的應用Tab.3 Application of PV Membrane in Aqueous Solution Treatment
3.1 工藝條件
(1)進料液濃度
進料液濃度越高,分離因子越低,滲透通量越大。Wang等[37]研究乙腈廢水乙腈濃度(0.3%~3.6%)對PV膜性能的影響,發現隨著乙腈濃度上升,滲透液中乙腈質量百分數上升、通量上升、分離因子下降,這與Khayet等[39]結論一致。但是對于較低濃度的有機物廢水,隨著有機物濃度上升,分離因子和滲透通量均上升。Aiabadi等[31]研究石化廢水中的苯乙烯回收,發現當進料液溫度為30 ℃時,苯乙烯質量濃度從20 mg/L上升至300 mg/L,苯乙烯滲透通量從1 g/(m2·h)上升至11 g/(m2·h),水通量從91.2 g/(m2·h)下降至79.5 g/(m2·h),富集因子(滲透液的苯乙烯濃度與進料液的苯乙烯濃度之比)從493上升至812。
(2)溫度
溫度越高,滲透通量越大,而分離因子需要根據原料組分判斷。溫度升高時:聚合物鏈段的熱運動增加,活性提高,有利于料液組分在膜中的溶解和擴散;膜上游側組分的蒸汽壓升高,滲透汽化傳質動力增大,從而提高PV膜的滲透通量。分離因子需要根據料液中的有機物組分和水分子的活化能,活化能的大小反映了組分透過膜時對溫度的敏感度,活化能越高則對該組分透過越有利。溫度超過一定范圍,分離因子隨著溫度變化趨勢可能會發生變化。唐俏瑜等[32]發現乙醇/水混合物體積分數為25%~35%時,操作溫度由50 ℃上升到90 ℃,分離因子先增大后減小,分離因子在60 ℃達到最大。Zhang等[43]研究在40~80 ℃下PIM/PDMS膜分離1%正丁醇溶液,隨著溫度升高,有機物通量和水通量均上升,在40~60 ℃下分離因子上升,在60~80 ℃下分離因子下降。Wang等[37]研究乙腈廢水在18~55 ℃下,溫度對PV膜性能的影響,發現隨著溫度升高,滲透通量上升,分離因子下降,這與Aliabadi等[31]結論一致。Qin等[28]研究糠醛水混合物在35~95 ℃下,溫度對PV膜性能的影響,發現隨著溫度升高,滲透通量上升,分離因子下降。在95 ℃下分離6.5%糠醛水溶液,總通量高達3 222.6 g/(m2·h),滲透液濃度達到62.4%[28]。
(3)進料液流速
當有機物在水中擴散慢、邊界層阻力為總傳質速率的限速步驟時,增加進料液流速能減少邊界層阻力,增加有機物從水溶液向膜表面的擴散速率。比如,當TCA溶液進料流速從0.03 m3/h上升至0.11 m3/h,分離因子從1 300增加到3 200(進料液TCA為135 mg/L,30 ℃)。隨著流速從1 L/min上升至5 L/min,乙腈通量從1.9 g/(m2·h)上升至4.6 g/(m2·h),富集因子從200上升到640(進料液乙腈為150 mg/L,30 ℃,1 mm Hg)[31]。而王玉杰等[46]發現在70 ℃下分離5.2%甲醇溶液,進料液流速從20 L/h增至80 L/h,甲醇滲透通量和分離系數變化不大。原因可能是對于較高濃度的有機物溶液,邊界層阻力較小;而對于低濃度的有機物溶液,PV膜去除水中少量有機物邊界層阻力不能忽略[29]。
(4)膜滲透側壓力
當膜滲透側壓力增大時,分離系數和滲透通量都下降。這是由于組分在膜兩側的蒸汽分壓差是滲透汽化傳質和分離的推動力,蒸汽分壓差越大,推動力越大,傳質速率越大。滲透側壓力從1 mm Hg上升至30 mm Hg,乙腈通量從1.56 g/(m2·h)降至0.15 g/(m2·h),水通量從90 g/(m2·h)降至20 g/(m2·h),乙腈通量降幅比水通量更大,富集因子呈下降趨勢,從500降至100(進料液乙腈為50 mg/L,30 ℃)[31]。PV膜在65 ℃分離5%乙醇/水混合溶液,滲透側壓力從200 Pa升高到2 500 Pa,膜的滲透通量從800 g/(m2·h)減少到350 g/(m2·h),而透過液中乙醇的含量則先增大后減少,當滲透測壓力為1 000 Pa時,透過液中乙醇的含量最高,達到45%[47]。
3.2 膜穩定性
對于PV膜長期穩定性的研究較少,特別是對于實際廢水的膜性能穩定性數據更少。由表4可知,最長運行時間的是費托合成廢水的中試測試,總共運行55 d,性能較穩定[47]。PV膜穩定性主要受膜抗溶脹性、抗污染性影響。Gaykawad等[48]用Pervatech公司的2種PDMS膜研究了發酵液對膜的污染問題,在發酵液中使用過的膜性能下降17%~20%,且清洗后也難以恢復到初始狀態。PDMS滲透汽化膜應用于成分復雜的實際廢水中,膜污染是個無法避免的問題。由于國內PV膜用于廢水處理的案例基本沒有,實際使用壽命數據無法獲得。考慮經濟性,膜壽命需要1年以上,否則太頻繁地更換膜片,會極大增加運行成本和運維難度,使得該技術難以大規模推廣。

表4 PV膜長期穩定性測試Tab.4 Long-Term Stability Test of PV Membrane
4 展望
PDMS滲透汽化透有機物膜分離水中有機物的應用受膜生產放大、膜抗溶脹性、膜抗污染性等制約,目前仍處于工業應用前期階段。未來研究重點方向包括膜制備和膜應用2個方面。
膜制備方面,可從4個方向研究優化。(1)熱固化。通過加入適量抑制劑,減慢交聯反應速度,實現較長的可涂敷時間,提高催化劑用量和固化反應階段溫度,短時間內完成固化。(2)紫外光固化。優化可紫外光固化的硅橡膠的合成工藝,減少副產物產生,提高目標產物率。(3)底膜預處理,加強PDMS膜層與底膜的黏結力,從而提高PV膜的抗溶脹性能。(4)通過改性,加強目標透過物的吸附傳質,避免污染物質吸附在膜層表面,從而提高PV膜的選擇性和抗污染性。
膜應用方面,可從2個方向研究優化。(1)對于低濃度廢水,單級滲透汽化透過液濃度仍較低,可通過多級滲透汽化,獲取更優的分離效果。(2)增加預處理工藝段,如與超濾、蒸餾、汽提等工藝結合,減少膜污染,提高膜壽命。PDMS滲透汽化透有機物膜能實現廢水中有機物的資源回收利用,是很有應用前景的技術工藝。隨著該項技術獲得越來越多的重視和關注,PV膜法脫除水中有機物實現工業化進程將更加快速。