3D打印石膏基材料制備與性能研究進展
2022-01-12 01:52:34劉川北劉來寶張禮華張紅平
中國建材科技 2021年3期
關鍵詞:結構
劉川北 劉來寶 張禮華 張紅平
(西南科技大學材料科學與工程學院,四川 綿陽 621010)
0 前言
石膏是一種歷史悠久的材料,具有輕質(zhì)、耐火、隔熱、吸聲和生物相容性好等優(yōu)點,同時,石膏原材料來源廣泛,生產(chǎn)能耗低,是名副其實的綠色材料。利用石膏基材料制備的各種異形石膏構件在精密鑄造、陶瓷、醫(yī)療、現(xiàn)代建筑結構與裝飾材料等領域應用十分廣泛。
近年來,隨著快速成型技術(3D打印)的興起與發(fā)展,利用3D打印制備異形石膏構件成為國內(nèi)外關注的焦點。與傳統(tǒng)手工和模具成型相比,3D打印具有更高的生產(chǎn)效率和原材料利用率,還能制備各種特殊結構滿足人們的個性化需求。當前,用于石膏基材料的3D打印技術主要包括3D粉末打印(3D powder printing,3DP)和三維自動注漿成型(3D robocasting,3DR)。本文主要介紹這兩種3D打印技術各自的優(yōu)勢和缺點,重點闡述3DR技術在石膏基材料中的應用,包括3DR石膏基材料的組成設計、材料制備以及性能表征等方向的研究現(xiàn)狀。
1 石膏3D打印技術與設備
1.1 3DP技術
目前,普遍用于石膏基材料的3D打印技術為3DP,3DP的打印過程和設備如圖1所示。首先在打印平臺上均勻鋪設一層石膏粉末,然后通過打印噴嘴噴出的水基墨水選擇性粘接鋪設好的粉末,如此層層疊加形成打印生坯體,生坯體經(jīng)除粉和后處理得到最終的打印試件[1]。3DP技術在制備具有較高精度和結構復雜的精細化結構,如生物陶瓷支架和展示模型等領域[2-3]具有較大的優(yōu)勢,且技術已比較成熟。然而,3DP的打印過程十分繁瑣,打印設備復雜,價格高昂。此外,由于打印試件是層層制造,而單層鋪粉厚度通常限制在幾百微米[4],因此利用該技術打印大型結構需要耗費數(shù)小時甚至數(shù)天時間,打印效率較低。還有,由于墨水是以噴霧的形式選擇性地噴灑到石膏顆粒表面,缺少充分攪拌混合,不利于石膏水化,并造成打印試件內(nèi)部結構疏松多孔,因此采用3DP制備的生坯體強度普遍較低,在后期除粉和后處理過程中極易出現(xiàn)塌模[5-6],這大大限制了3DP技術在制備大型結構等領域中的應用,也成為制約3DP技術進一步發(fā)展的瓶頸。
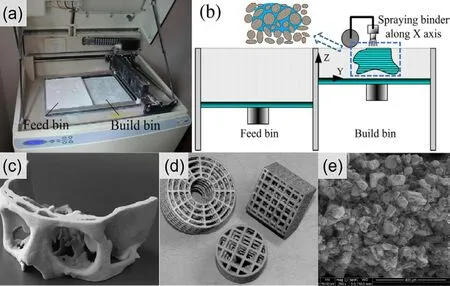
圖1 3DP技術與應用:(a)3DP打印機;(b)打印過程示意圖[1];(c)利用3DP制備的人體替代骨骼;(d)周期性網(wǎng)絡結構[3];(e)3DP打印試件內(nèi)部微觀形貌[5]Fig.1 3DP technology and its applications:(a)3DP printer;(b)printing process[1];(c)printed bone substitute;(d)printed periodic structures[3];(e)microstructure of printed components[5]
1.2 3DR技術
3DR技術也稱為膠體打印、直寫成型和輪廓工藝等,是一種新型3D打印技術,主要以膠體漿料為打印原材料,原材料適應性非常廣,包括各類陶瓷、金屬以及水泥混凝土[7-9]。3DR的打印過程和設備如圖2所示。先將拌合好的膠體漿料通過空壓機或泵送設備從儲料罐輸送到打印噴嘴,漿料在噴嘴內(nèi)旋轉螺桿或壓縮空氣作用下被擠出,并形成連續(xù)的打印細絲,通過控制打印平臺或噴嘴移動路徑使打印細絲有序堆疊,最終形成各種復雜的三維結構[10]。與3DP技術相比,由于膠體漿料更有利于石膏的水化,因此利用3DR制備石膏構件具有更高的機械強度和使用性能[11]。此外,3DR打印層厚度在幾百微米到幾十毫米范圍內(nèi)可變[12-13],因此打印效率大大提高。綜上,3DR在制備大型石膏構件如建筑結構和裝飾材料等領域展現(xiàn)出巨大優(yōu)勢。盡管如此,國內(nèi)外很少有利用3DR制備石膏構件的研究報道,究其原因,主要是目前缺乏對可用于3DR石膏基材料的基本組成和性能研究。
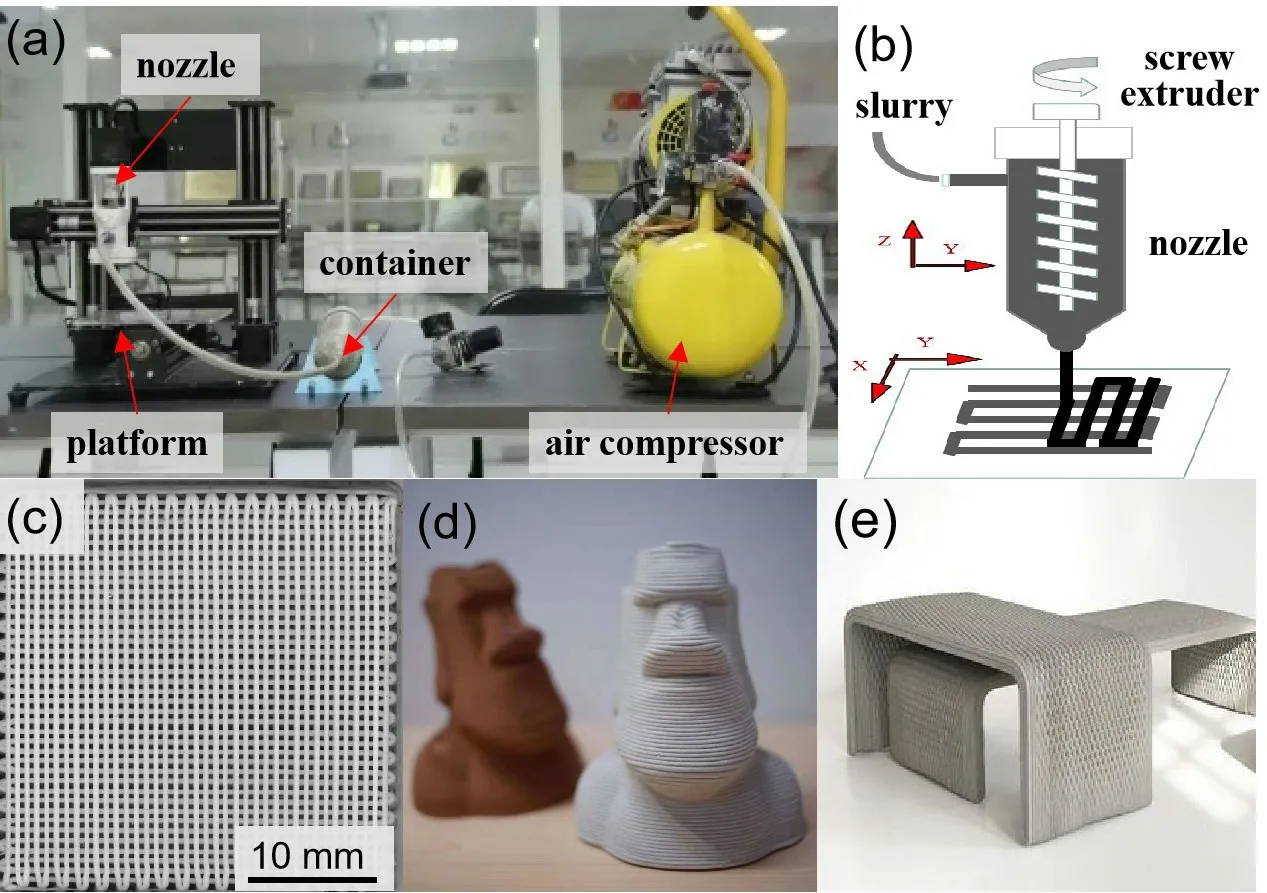
圖2 3DR技術與應用:(a)3DR打印設備;(b)打印過程示意圖[10-11];(c)利用3DR制備的周期性網(wǎng)絡結構[12];(d)、(e)利用3DR制備的建筑裝飾構件[13]Fig.2 3DR technology and its applications:(a),(b)[10-11]3DR printer and printing process;(c)[12],(d),(e)[13]periodic structures and ornamental elements prepared by 3DR
2 3DR石膏基材料的組成設計
2.1 3DR打印過程與材料性能
3DR打印過程中,膠體漿料輸送到打印噴嘴后,會通過泵送壓力或螺桿擠出方式從打印噴嘴擠出,形成連續(xù)的打印細絲。研究[14]表明,膠體漿料在泵送和擠出過程中會形成具有剛性內(nèi)核和滑移外層的核-殼結構。因此,漿體在擠出過程中需要表現(xiàn)為剪切變稀,即漿體粘度在剪切作用下逐漸減小,這樣可以減小外部滑移層與內(nèi)核間的粘滯性阻力,有利于提升漿體的擠出性或打印性能(printability)。擠出后的打印細絲一方面受外力作用(如重力)產(chǎn)生流動和變形趨勢,另一方面在失去剪切后打印細絲中的結構會逐漸恢復以抵抗外力作用并保持自身形狀,這兩方面綜合作用結果決定了打印細絲最終的形狀和結構,即漿體的建造性能(buildability)。
擠出后打印細絲受到的外力作用與打印結構和打印過程密切相關。如表1所示,對于高度為h0的單層打印細絲而言,擠出后主要受自身重力產(chǎn)生的剪切作用,其大小可以表示為ρɡh0。此外,當打印噴嘴以速度v移動時,打印細絲還受到后續(xù)擠出細絲的慣性壓力(ρv2)。低速打印時該慣性力可以忽略,因此單層打印細絲的屈服應力至少需要滿足τ0>ρɡh0才能保持自身形狀。而對于多層結構,隨著打印時間增加,最下面一層打印細絲還受到后續(xù)打印細絲的重力作用,研究[15]表明,此時漿體屈服應力需滿足式(1):
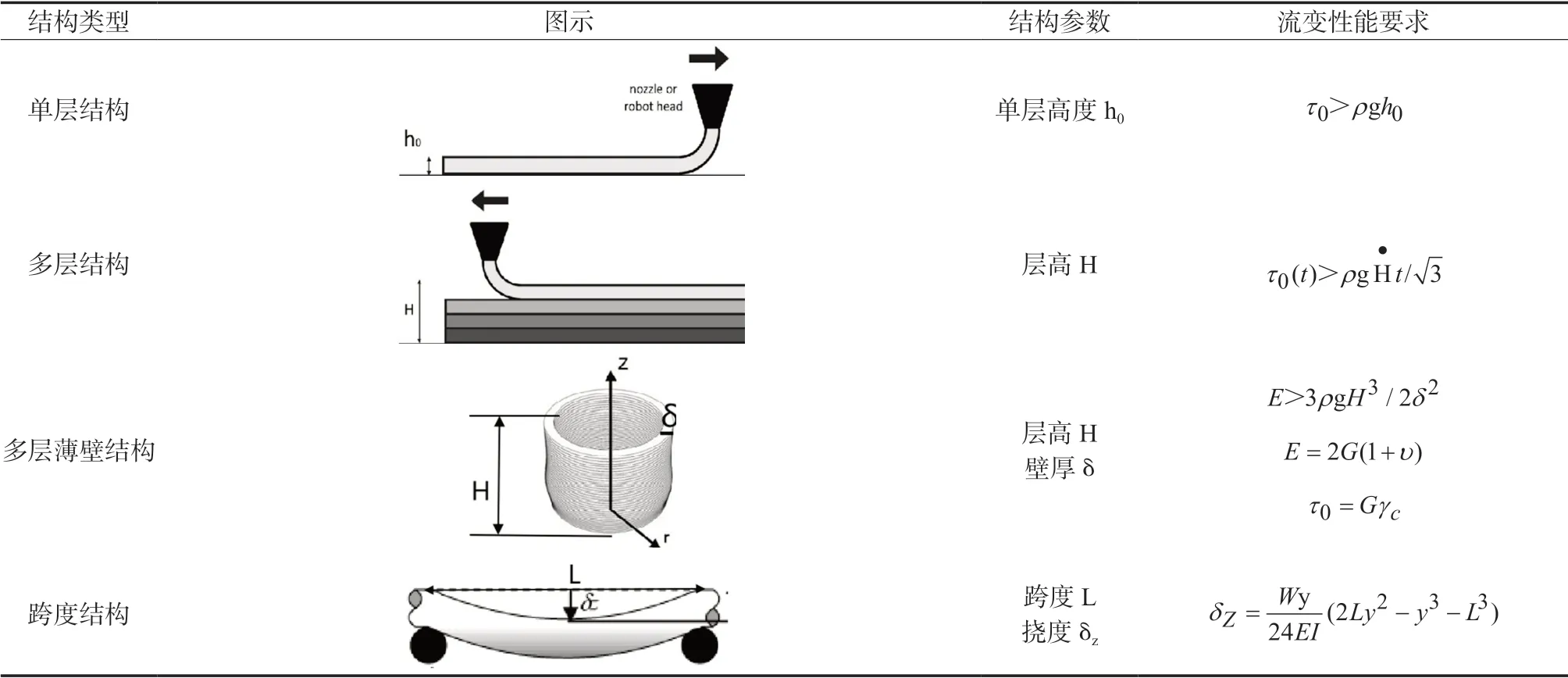
表1 不同打印結構對膠體漿料流變性能的要求[15-17]Tab.1 Rheologial requirements for printable slurry in different structures[15-17]

此外,在打印多層薄壁結構時,當超過某一臨界高度H后,結構還會在自身重力作用下產(chǎn)生橫向屈曲變形(buckling)[16],為了克服這一變形,漿體的楊氏彈性模量需要滿足式(2)。楊氏模量與屈服應力的關系可以通過式(3)和式(4)進一步求得。

式中:E為楊氏模量;δ為薄壁結構的厚度;H為薄壁結構的高度;ρ為漿體的體積密度;υ為漿體的泊松比;γc為漿體產(chǎn)生流動時的臨界剪切應變。
除了多層結構,3DR技術通常還用于制備具有跨度的周期性結構[17]。帶跨度結構的受力和變形可以簡化為含兩個支點的剛性梁結構,結構撓度與楊氏模量的關系可以表示為式(5):

式中:L為結構跨度;W=0.25ρgπD2,為梁上荷載分布;y為梁上各點距離支點的距離;I=Dπ4/64,為截面的轉動慣量。
從打印噴嘴擠出的漿體在失去剪切作用后內(nèi)部結構會逐漸恢復,使?jié){體的屈服應力和剪切模量隨時間不斷升高,這一過程稱為結構化(structural build-up)。研究[18-19]表明,漿體內(nèi)部結構化既包括觸變恢復這一物理過程,又包括水化這一化學過程。觸變恢復主要源于漿體中絮凝結構的破壞/恢復這一可逆變化,同時觸變恢復特征時間通常只有幾十秒[20],因此是漿體擠出后內(nèi)部結構化的主要原因。水化導致結構化的原因在于早期水化產(chǎn)物(如C-S-H凝膠和二水石膏)的析晶成核會增加固體顆粒間的橋接作用[21],從而增強漿體中絮凝網(wǎng)絡結構強度。由此可見,提高漿體建造性能的關鍵在于調(diào)控其結構化速率與打印過程和打印結構參數(shù)相匹配。
2.2 石膏基材料組成設計
石膏基材料漿體本質(zhì)上是由石膏顆粒和不同外加組分分散于水中形成的懸浮分散體系,漿體的流變與凝結性能與體系的微結構變化緊密相關。漿體拌合后,石膏顆粒間由于范德華力、靜電力等相互作用會聚集形成絮凝網(wǎng)絡結構,并使?jié){體內(nèi)部產(chǎn)生一定結構力以抵抗外部剪切作用,此時漿體宏觀上具有一定的流動度。隨水化時間增加,漿體中半水石膏不斷溶解,并形成二水石膏的過飽和溶液,隨后二水石膏晶體開始析晶生長,同時,由于分散水分不斷消耗,使得漿體中絮凝網(wǎng)絡結構逐漸增強,因此漿體失去流動性,并開始凝結。不同外加組分主要通過影響絮凝網(wǎng)絡結構的形成/破壞,進而改變漿體的流變性能。此外,外加組分還通過影響半水石膏顆粒溶解以及二水石膏晶體成核生長,進而改變漿體的水化進程和凝結性能。
本研究根據(jù)不同外加組分對石膏基材料漿體流變和凝結性能的影響規(guī)律和作用機理,將其大致劃分如表2。其中,加入聚羧酸(PC)、檸檬酸(CA)以及高摻量羧基丁苯橡膠乳液(SBR)可以降低漿體屈服應力和粘度,同時延長漿體凝結時間,因此具有塑化和緩凝作用;而加入羥丙基甲基纖維素醚(HPMC)、低摻量淀粉醚(SE)、聚乙烯醇纖維(PVAF)、凹凸棒土(ATTP)和納米二氧化硅(NS)則會增加漿體的屈服應力和粘度,同時縮短凝結時間,因此具有增稠和促凝作用。

表2 不同外加組分對石膏基材料漿體流變和凝結性能影響Tab.2 Influence of different admixtures on setting and rheological properties of GM pastes
3DR石膏基材料組成設計的主要內(nèi)容是通過調(diào)整水膏比、外加組分種類和摻量,從而控制漿體的流變和凝結性能,提高其打印性和建造性。具體地講,提高打印性就是漿體在擠出過程中要表現(xiàn)為明顯剪切變稀,而提高建造性就是漿體在擠出后其結構化速率要與打印過程及打印結構參數(shù)相匹配。石膏基材料漿體結構化主要包括觸變恢復和水化凝結兩個過程。觸變恢復的特征時間較短,一般為幾十秒左右,是漿體擠出后結構化的主因,因此3DR石膏基材料組成設計應盡可能降低水膏比,并通過添加增稠組分以提高漿體的觸變性。此外,純石膏漿體水化凝結速率較快,初凝時間一般在10分鐘左右,而打印一個石膏構件通常耗時幾十分鐘甚至幾小時,因此必須添加緩凝組分以保證漿體具有足夠的凝結時間,防止?jié){體在打印過程中凝結硬化并阻塞噴頭。
3 3 DR石膏基材料的制備與表征
3.1 3DR石膏基材料制備
根據(jù)上述思路,本研究主要選擇SE、HPMC作為增稠組分,PC作為緩凝組分,并通過調(diào)整水膏比制備3DR石膏基材料漿體,具體組成設計見表3。當然,增稠組分和緩凝組分的選取并不限于上述幾種,鑒于本研究的主要目的是介紹3DR石膏基材料制備思路,因此利用其他外加組分制備3DR石膏基材料漿體在此未作介紹。
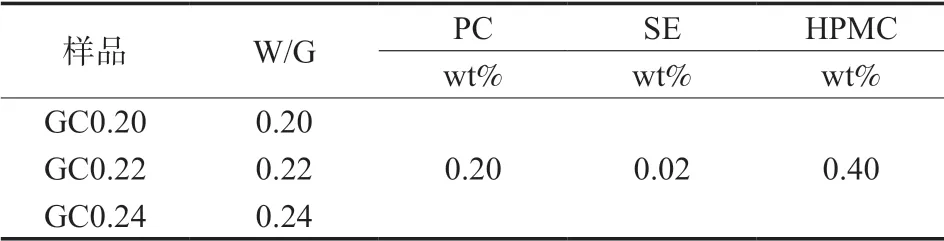
表3 3DR石膏基材料的組成設計Tab.3 Mix design for GM pastes used for 3DR
3.2 3DR石膏基材料流變性能
圖3顯示了3DR石膏基材料漿體的流變曲線。圖3(a)顯示,低恒定剪切速率(0.1s-1)下漿體的剪切應力隨時間逐漸增加,并達到某一最高值,該值為靜態(tài)屈服應力(τs),表示拌合后初始狀態(tài)下漿體內(nèi)部的結構強度。圖3(b)顯示,采用Herschel-Bulkley(H-B)模型可以很好擬合漿體的流變曲線,由H-B模型擬合得到的動態(tài)屈服應力(τd)表示剪切平衡狀態(tài)下漿體內(nèi)部的結構強度。此外,還注意到漿體的表觀粘度隨剪切速率增加由~100Pa.s減小到~5Pa.s后基本保持恒定,表明漿體表現(xiàn)為剪切變稀,該恒定粘度也稱為最終粘度(ηf),表示漿體內(nèi)部結構的剪切破壞到達平衡狀態(tài)。圖3(c)描述的是漿體剪切模量隨剪切應力變化曲線,可以看到,在低剪切應力區(qū)域,漿體的儲存模量(G′,表征彈性行為)和損耗模量(G′′,表征粘性行為)保持恒定,該區(qū)域也稱線性粘彈區(qū)(LVE),表示漿體內(nèi)部結構可以承受的最大剪切變形。換言之,漿體的初始儲存模量(G′0)越高,表明漿體剛性越強,越不容易變形。隨剪切應力增加,漿體逐漸由彈性行為(G′>G′′)轉變?yōu)樗苄孕袨椋℅′′>G′),而彈塑性轉變點(G′=G′′)對應的剪切應力稱為臨界剪切應力(τc),表示漿體在該剪切力作用下逐漸趨向流動。
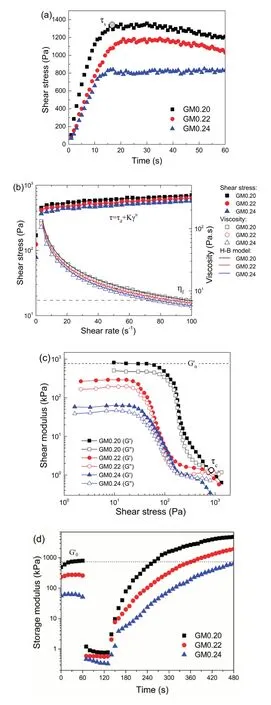
圖3 3DR石膏基材料漿體流變曲線:(a)剪切速率-時間曲線;(b)剪切應力/表觀粘度-剪切速率曲線;(c)剪切模量-剪切應力曲線;(d)剪切模量-時間曲線Fig.3 Rheological curves of GM pastes used for 3DR:(a)shear rate vs.time;(b)shear stress/apparent viscosity vs.shear rate;(c)shear modulus vs.shear stress;(d)shear modulus vs.time
通過上述分析得到的石膏基材料漿體的流變性能參數(shù)列于表4,可以看到,隨水膏比(W/G)由0.22增加到0.24,漿體的流變性能參數(shù)均降低,表明漿體內(nèi)部結構強度逐漸減弱,即漿體保持自身形狀的能力不斷減弱,不利實現(xiàn)漿體的3DR。

表4 3DR石膏基材料漿體流變性能Tab.4 Rheological properties of GM pastes used for 3DR
之前的研究中[22-23],通常用屈服應力(τs與τd)來描述打印漿體的建造性能,屈服應力越高,表明漿體的建造性能越好。然而由上述分析可知,τs表示漿體拌和后初始狀態(tài)的結構強度,而漿體在擠出過程中結構會部分破壞,因此采用τs會高估漿體的建造能力;τd表示剪切平衡狀態(tài)的結構強度,會低估漿體的建造能力。此外,τs與τd實質(zhì)上表示的是某一測試時間段內(nèi)漿體結構強度的平均值,這對于水泥或陶瓷等水化緩慢或不水化的漿體而言尚可,但卻不適于石膏基材料漿體,其流變性能隨時間變化較快。基于此,研究采用剪切模量隨時間的變化即結構化速率(G′(t))來描述石膏基材料漿體的流變性能。如圖3(d)所示,隨剪切應變由0.01%突然增加到100%,漿體剪切模量迅速由~100kPa減小到~1kPa,表明漿體容易在剪切作用下擠出變形;隨著剪切應變再次降到0.01%,漿體剪切模量在最初幾十秒內(nèi)迅速恢復到初始值,隨后隨時間持續(xù)升高,表明石膏基材料漿體擠出后具有很好的形狀保持能力。
石膏基材料漿體拌合后,石膏顆粒相互聚集形成絮凝網(wǎng)絡結構,該網(wǎng)絡結構在擠出過程中容易被剪切破壞,而在擠出后又快速恢復,即漿體表現(xiàn)出一定的觸變性,這是漿體剪切模量在最初幾十秒內(nèi)迅速恢復的主要原因。隨后,半水石膏顆粒開始水化,并生成大量二水石膏晶體,進一步促進絮凝網(wǎng)絡結構的形成,因此漿體剪切模量隨時間持續(xù)升高。正是觸變性和水化作用共同促進了石膏基材料漿體的結構化。降低水膏比有利于漿體形成絮凝網(wǎng)絡結構,同時能加速漿體水化進程,因此可以觀察到漿體的結構化速率隨水膏比降低而顯著升高。
3.3 打印樣品形貌
石膏基材料漿體的不同結構化速率會直接影響其建造性能,并最終決定打印樣品的形貌。圖4展示了采用不同石膏基材料漿體制備得到的打印樣品的X-CT圖像。可以看到,采用中等結構化速率石膏基材料漿體打印的石膏樣品的外觀尺寸與設計尺寸(2×2×8cm3)最接近(圖4(b)),較低的結構化速率會造成打印樣品底層出現(xiàn)明顯壓縮和變形(圖4(a)),而較高的結構化速率會導致漿體不易變形和不連續(xù)擠出,造成打印層與層之間明顯的缺陷(圖4(c))。上述結果也表明,通過組成設計控制漿體結構化速率與打印過程參數(shù)相匹配是實現(xiàn)石膏基材料3DR的關鍵,而其具體關系還需要進一步探索。圖4(d)顯示打印石膏樣品外觀和內(nèi)部結構,可以看到,打印樣品內(nèi)部結構比較均勻,打印層與層之間粘接良好。盡管如此,部分打印層內(nèi)部仍出現(xiàn)了小氣泡,當這些小氣泡互相連通時會形成較大的缺陷,從而影響打印樣品性能。小氣泡是由于漿體粘度過高包覆空氣產(chǎn)生的,可以通過進一步優(yōu)化漿體組成來消除。
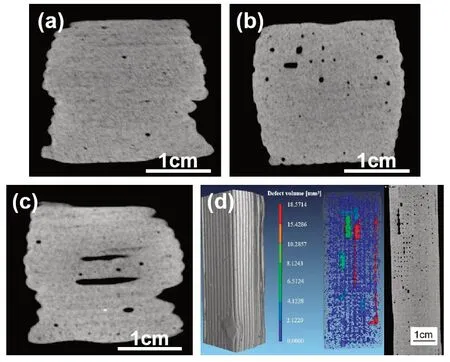
圖4 打印石膏樣品X-CT圖像:(a)GM0.24、(b)GM0.22、(c)GM0.20打印樣品橫截面;(d)GM0.22打印樣品外觀、內(nèi)部缺陷和橫截面Fig.4 X-CT micrograph of gypsum samples prepared by 3DR:cross section of sample (a)GM0.24,(b)GM0.22 and (c)GM0.20 respectively;(d)apparent morphology,internal defects and cross section of sample GM0.22
4 結論與展望
1)采用3D打印制備異形石膏構件將成為未來發(fā)展的重要趨勢。相對而言,3DP技術適合制備精細化構件,而3DR技術的打印效率高,打印樣品使用性能好,適合制備大型構件。
2)3DR石膏基材料漿體組成設計的基本思路是:通過調(diào)整水膏比和添加增稠組分使?jié){體表現(xiàn)為剪切變稀和有良好形狀保持能力,同時通過添加緩凝組分適當延長漿體凝結時間。
3)常用的屈服應力和粘度等流變性能參數(shù)不適于描述3DR石膏基材料漿體的流變性能,可通過測試剪切模量隨時間的變化即結構化速率(G′(t))來表征3DR石膏基材料漿體的流變行為。
4)石膏基材料漿體結構化源于漿體的觸變性和水化作用,過低的結構化速率會導致打印樣品結構變形,過高的結構化速率會造成打印樣品內(nèi)部層缺陷。通過組成設計控制漿體結構化速率與打印過程參數(shù)相匹配是實現(xiàn)石膏基材料3DR的關鍵,但其具體關系仍需進一步探索。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
