不銹鋼拋物線形件階梯拉深法成形傳遞模設計
2022-01-25 07:21:00成波
金屬加工(冷加工) 2022年1期
成波
美特富精密拉深技術(無錫)有限公司 江蘇無錫 214000
1 序言
不銹鋼具有耐腐蝕、耐磨、強度高且表面粗糙度好等優點[1],其應用越來越廣泛,工藝性能也在不斷改進。不銹鋼的加工工藝有別于普通鋼板,拋物線形件需要經過多次拉深,過渡形狀處理不當會出現波紋、折皺及破裂等缺陷。采用沖壓拉深,生產效率高、零件表面粗糙度好、報廢率低且能夠加工形狀復雜的零件[2]。同時采用多工位傳遞模[3,4],能夠實現沖壓拉深過程的自動生產,提高了效率和安全性,降低了人工成本。但不銹鋼屈服點高,易產生裂紋[5];薄板加工時冷作硬化,易出現折皺[6];拉深時粘接瘤[7]易造成模具磨損,從而劃傷零件。因此不銹鋼產品在開發時要充分考慮材料性能、產品的形狀尺寸、拉深次數、工藝參數和模具結構等,從而獲得穩定的加工工藝。
2 304L不銹鋼材料性能
304L不銹鋼屬于奧氏體不銹鋼,wt(C)<0.03%。通常來說,碳含量越少,成形性能越好。影響材料沖壓拉深性能的指數主要是硬化指數n值和厚向異性系數r值,n值和r值都是越大越好。相比普通碳鋼,奧氏體不銹鋼的硬化指數n值較大,因此具有良好的拉深成形性能,但其厚向異性系數r值相對較小,所以極限拉深系數低于低碳鋼。針對以上特點,奧氏體不銹鋼在首次拉深時應盡可能增加變形程度,再次拉深時可以適當減小變形程度。
其次,304L不銹鋼在拉深過程中易在模具凹模的R角處產生粘接瘤,影響凹模使用壽命,且在拉深后,產品底部R角等變形較大處殘余應力較大,易折皺開裂,一般要通過剪切或去應力退火來消除殘余應力。
3 深拋物線形產品的形狀尺寸
產品為汽車加油口,其尺寸及形狀如圖1所示。口部壁厚1mm,產品各部分的壁厚≥0.9mm。零件的總高度為162mm,最大直徑為61mm,內徑有3種不同的尺寸,分別是f56mm、f54mm以及f25mm。該產品相對高度為162/61=2.66,遠大于1,因此需要多步拉深成形。
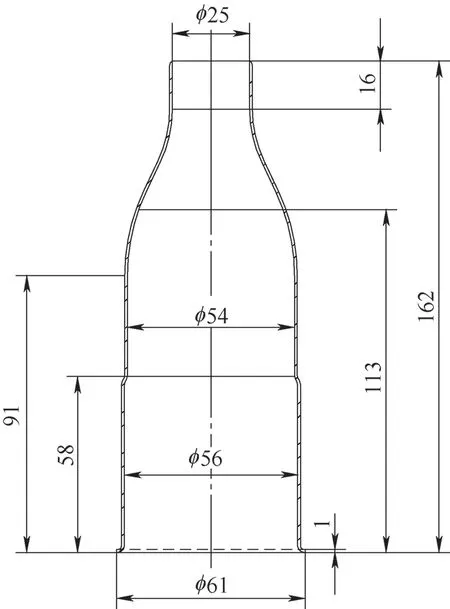
圖1 產品尺寸形狀
f54mm與f25mm之間的過渡為拋物線形,拋物線區域的高度為55mm,相對高度為55/54=1.02,對于304L材料屬于拋物線形拉深件(相對高度>0.6),不能一步拉深成形。對于相對高度>1的拋物線形件,可以采用階梯拉深法成形,也就是在保持階梯直徑不變的情況下,采用多道拉深工序,將產品拉深成近似形狀的階梯形圓筒件,該階梯的外形與產品內形相切,最后再進行整形,消除過渡的壓痕,從而得到壁厚相對均勻的產品。
4 毛坯尺寸計算及確定拉深工藝
相對高度為2.66,直徑為61mm,取修邊余量=6mm,計算毛坯直徑。

考慮到304L不銹鋼的材料特性,先將圓餅拉深為f56mm的圓筒,然后拉深成形f54mm的內徑形狀,之后再在f54mm的基礎上使用階梯拉深法拉出拋物線形,最后拉深成形f25mm的口徑。可以根據最終成形的尺寸取不同的拉深系數,該產品由f186.84mm的圓餅拉深至f56mm的圓筒,可以分4步進行,取首次拉深系數為0.35,其他各次的拉深系數遞減。由于拉深完成后要進行深拋物線形的拉深,為了防止加工硬化,因此第4步的拉深系數可以適當小一些。該過程為圖2中的首次拉深至第4次拉深。
由f54mm拉深至f25mm的過程中,涉及階梯拉深法成形拋物線形,分3步拉深完成。拉深的圓筒件外形呈階梯狀,均在拋物線件內壁外形內,經過最后一步整形加工,最終脹形完成拋物線形狀的肩部以及f25mm的口部,該過程為圖2中的第6次拉深至最終脹形整形。

圖2 拉深工序
5 多工位傳遞模設計
根據拉深工序圖設計出的傳遞模共有14個工位,整體尺寸為3200mm×840mm×600mm。工序排列見表1,總體結構如圖3所示,每道工序在對應序號的工位上完成。

表1 工序及成形工藝

圖3 傳遞模結構
工位1為落料工位,在圓餅沖裁完成后,由推料桿將圓餅推至工位2,即首次拉深工位,也稱為沖杯工位。如上所述,在工位2~工位5上完成產品圓筒形狀的4步拉深成形,在工位6上完成產品中間臺階形狀成形,在工位7~工位9上完成產品拋物線形狀的三步階梯拉深法成形,在工位10上完成產品頭部圓筒形狀整形以及將產品肩部由階梯形整形為拋物線形。在工位11上完成底部的法蘭整形,使產品底部法蘭和側壁成90°,為進入剪切工位做準備。工位12為產品的整體整形工位,即整形產品所有的內徑及外徑。在工位13上完成產品頂部沖孔,在工位14上將多余的法蘭材料切除。
模具結構設計時需注意以下幾點。
1)由于產品尺寸大,相對應的各工位的模具尺寸也較大,需要選擇合適的步距,防止各工位之間的模具發生干涉。
2)選擇將拉深模具的沖頭固定在機床臺面上,而凹模則固定于上滑塊,即通過T形螺栓固定在機床上,隨滑塊的上下運動完成沖壓過程,沖壓的方向與傳統沖壓拉深的方向相反。這種設計主要是為了使各工位樣件脫模順暢,脫模采用氮氣氣缸加機械頂桿。
3)在模具上設計工位時要注意適當添加空工位(即過渡工位),這樣做的優點在于能夠合理分布模具沖壓過程中的沖壓力,而且如果之后需要達到產品的其他要求,也可以增加檢測工位或者其他整形工位。
圖4為其中一個拉深工位的3D裝配圖,由于該產品有階梯且拋物線也是由階梯拉深法成形,因此設計拉深工位時需要特別注意拉深的高度,沖壓生產過程中模具的模高是固定的,通過設計凹模座的高度來決定拉深的高度。同時在凹模座上增加安全支撐桿,防止拉深時出現過度拉深,造成工藝不穩定,致使工件尺寸不合格。托料板對工件起到壓緊作用,防止拉深時發生工件移位,進而出現歪斜的情況。

圖4 拉深工位3D裝配
前后工位之間的工件轉移是通過傳動裝置來實現的。該傳動裝置包括傳動臂及夾緊手指,根據各工位工件的外徑尺寸,可設計不同尺寸形狀的夾緊手指。根據機床臺面布置及模具實際大小,設計工位之間的步距為180mm,各工位之間的傳遞步距固定,因此可以采用通用的傳動臂,夾緊手指的安裝位置可以根據各工位的位置進行排布,傳動裝置如圖5所示。傳動裝置共能完成14個傳遞動作,由于是采用推桿將圓餅從落料工位推進至工位2,因此設計夾緊手指時只需從工位2傳送至工位3處開始設計,最后的夾緊手指是將生產的成品傳遞到輸送帶或者收料通道內,完成工件的自動傳送。
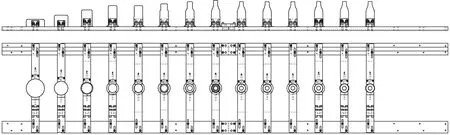
圖5 傳遞模傳動裝置
傳遞模的傳動臂及夾緊手指設計時應注意以下幾點。
1)為了保證傳動臂穩定高效地運行,要求傳動臂質量輕。包含夾緊手指在內,多采用鋁制材料,能防止夾緊手指損傷產品外表面導致的表面質量問題。
2)跟模具一致,需要在機械臂上增加過渡工位,以實現產品的其他特殊要求。
3)各工序要求一致,在調試過程中,需要判斷各手指的夾緊程度,優先保證整形工件的夾緊。
4)可以在夾緊手指上設計傳感器,手指未夾緊工件時能自動報警并停機,從而實現自動化生產中的防錯功能。
6 模具制造及試模
304L奧氏體不銹鋼的強度大,對應的成形模具沖頭可以采用粉末鋼,凹模采用硬質合金鋼。由于這兩款鋼的價格較高,模具實際設計時各工位沖頭凹模的尺寸應盡量減小,并使用成本較為低廉的模具鋼作為填充件,達到降低成本的目的。同時為了提高沖頭凹模的壽命,降低使用成本,沖頭凹模都需要進行涂層,涂層能夠使沖頭凹模的表面具有足夠的硬度和耐磨性,提高模具表面的散熱能力和潤滑能力。在試模過程中如果表面出現產品粘接瘤,需及時對沖頭或者凹模進行拋光,否則缺陷會逐漸擴大。
304L不銹鋼沖壓過程中所需的能量比軟鋼高50%以上,溫度過高會加劇模具的磨損并出現粘接現象,因此拉深過程中使用的乳化液通常要比碳鋼拉深時濃度更高。在模具的凹模座上開設乳化液管路,以噴淋的方式對沖頭凹模進行冷卻,帶走沖頭凹模的熱量。模具試模如圖6所示,傳動臂及夾緊手指在調試后均能完成夾緊及送料動作,運行良好。

圖6 模具試模
模具調試在400t壓力機上進行,使用20%濃度的乳化液提高加工性能,不斷試模后,壓力機節拍穩定在15~20次/min,最終產品如圖7所示。產品的內、外徑尺寸及高度符合圖樣的尺寸要求,口部壁厚>1mm,側壁壁厚>0.9mm,壁厚良好。零件表面拋物線區域內有輕微的拉深痕跡,后續需要進行去應力退火和整形,從而滿足產品的最終形狀要求。

圖7 最終試模產品
7 結束語
304L不銹鋼的材料特性、工藝開發以及模具制模、試模都區別于普通碳鋼,設計拉深工藝時,應保證首次拉深的拉深比大,其后拉深比逐漸減小。對于拋物線形的拉深產品,可以通過階梯拉深法成形拋物線形狀,設計多工位傳遞模實現各工位之間工件的傳遞,從而實現自動生產。試模結果證明,階梯拉深法以及多工位傳遞模具能夠完成拋物線形拉深產品的開發生產,可以為拋物線形相關零件的成形及加工提供參考。
猜你喜歡
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38
中學生數理化(高中版.高二數學)(2017年1期)2017-04-16 05:33:44
Coco薇(2015年1期)2015-08-13 02:23:50
制造技術與機床(2015年10期)2015-04-09 07:06:00
玩具(2009年10期)2009-11-04 02:33:14
