基于礦石碎磨特性的設備選型及能耗分析
2022-01-29 08:13:52王國強劉建遠朱陽戈羅思崗
礦山機械 2022年1期
關鍵詞:模型
王國強,劉建遠,朱陽戈,羅思崗,趙 杰
1礦冶科技集團有限公司礦物加工科學與技術國家重點實驗室 北京 102628
2中國-南非礦產資源開發利用聯合研究中心 北京 102600
巖礦的碎磨特性是選廠碎礦與磨礦工藝設計的重要依據,因設備的類型不同,碎磨特性參數的測定和計算方法有所差異,通常通過某特定流程試驗得到[1-4]。對于國內應用較早的常規碎磨工藝,設備選型方法相對固定且成熟,破碎機和磨礦設備選型使用的碎磨特性參數分別為巖礦的單軸抗壓強度和相對可磨度或邦德功指數[5-7]。
半自磨機能夠有效降低因礦石碎磨性質變化對處理能力的影響,同時可簡化破碎工藝流程,提高自動化控制水平[8-10],自 20 世紀 80 年代,西方國家新開發的有色金屬選礦廠多采用半自磨+球磨碎磨工藝流程。對于半自磨機選型所使用的物料特性參數測定方法,國內應用較多的是落重試驗,其中包括澳大利亞昆士蘭大學 JKMRC (Julius Kruttschnitt Mineral Research Centre)的 JK 落重及磨剝試驗,以及澳大利亞 SMCC Pty 公司的半自磨機粉碎試驗 (SAG Mill Comminution Test,SMC 試驗)[11]。與功耗法原理有所不同,落重試驗法是一種基于粉碎數學模型,用于半自磨工藝流程中磨機選型計算的礦石碎磨特性參數測定方法。為了充分研究該碎磨特性測定方法及其在磨礦設備選型方面的應用,筆者以國外某銅金礦為試樣,進行基于礦石碎磨特性的設備選型試驗,并利用Morrell 能耗模型預測各碎磨工藝流程處理礦石所需要的能耗。
1 試驗方法
1.1 落重及磨剝試驗
落重試驗是澳大利亞昆士蘭大學 JKMRC 在建立粉碎數學模型過程中制定的礦石粉碎特性測定和表征方法。該方法的原理是利用自由下落的錘頭沖擊單礦石顆粒,再對沖擊后的碎顆粒進行粒度篩分和統計分析。通過調整錘頭的重量和降落高度,能夠實現目標顆粒在不同比能耗條件下的沖擊粉碎。標準落重試驗包括對 5 組不同窄粒級礦石顆粒各進行 3 個不同比能耗的沖擊粉碎。5 組窄粒級分別為 -63.0 +53.0、-45.0 +37.5、-31.5 +26.5、-22.4 +19.0 和 -16.0 +13.2 mm,比能耗取值范圍為 0.1~2.5 kW·h/t,整套落重試驗將會得到 15 組不同粒度/比能耗的礦石沖擊粒度分布。
磨剝試驗是將 3 kg 的 -53 +38 mm 粒級的試樣置于帶有 4 個 6 mm 提升條的φ305 mm×305 mm 滾筒式磨機中,在不加磨礦介質條件下以 70% 的轉速率 (53 r/min) 滾翻跌落 10 min,對獲得的產物進行篩析,求得該產物的t10值。物料的抗磨剝特性參數ta定義為t10值的 1/10,即ta=t10/10。
1.2 SMC 試驗
SMC 試驗是由 Stephen Morrell 在 2004 年研究得出,其試驗原理、使用的設備和操作過程與 JK 標準落重試驗一致,區別在于 SMC 試驗是測定 1 組窄粒級礦石顆粒在 5 個不同比能耗條件下的沖擊效果。其粒級可選用 -31.5 +26.5、-22.4 +19.0 或 -16.0 +13.2 mm,前 2 組粒度效應較好。SMC 試驗共需要 100 顆特定粒度且質量適中的礦石顆粒,測定各礦石顆粒的密度后分成 5 組,每組 20 顆,保證每組質量相等,該條件較標準落重試驗更為嚴格。
2 試驗結果與分析
2.1 自磨/半自磨機模型參數
JKMRC 的粉碎模型將t10作為表征礦石顆粒粉碎效果的一個指標:t10數值越大,表明礦物顆粒的粉碎效果越好。將國外某銅金礦標準落重試驗中的 15 個能耗條件下的t10值作圖,得到粒度-比能耗分布曲線,如圖 1 所示。通過圖 1 可以看出,t10值伴隨著比能耗的增大而逐漸增高,增高的幅度呈現隨著比能耗增大而逐漸減小的趨勢。
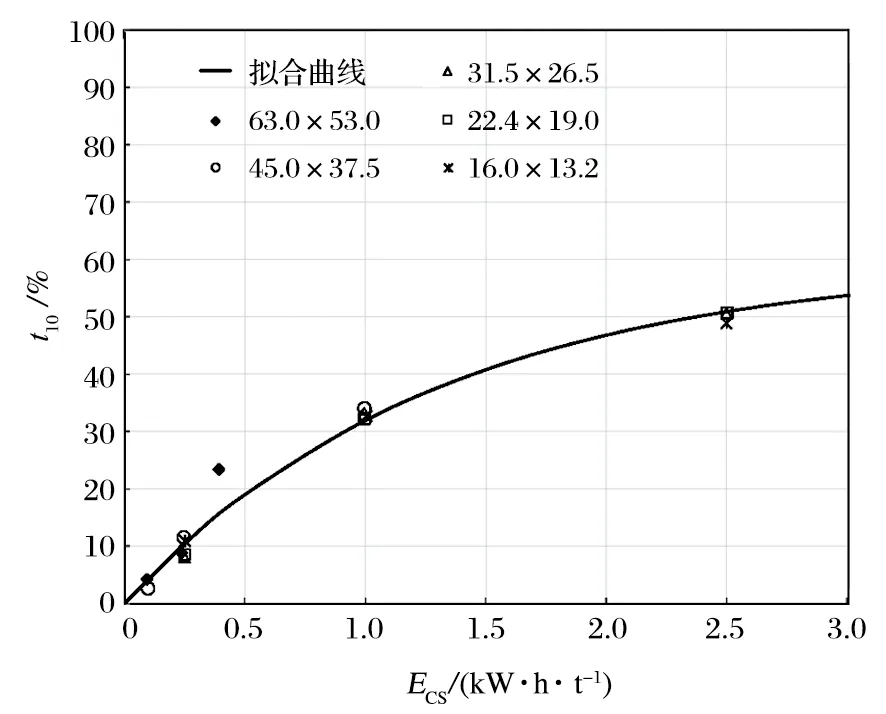
圖1 國外某銅金礦標準落重試驗結果Fig.1 Results of JK drop weight test for a foreign copper-gold mineral
t10與比能耗Ecs之間的關系為
t10=A(1-e-bEcs)。
根據上述標準落重試驗結果,通過最小二乘法擬合出A和b這 2 個參數,結果如表 1 所列。

表1 自磨/半自磨機模型物料特性參數Tab.1 Material characteristic parameters of AG/SAG mill model
A和b為表征試驗礦樣抵抗沖擊破碎能力的物料特性參數,A×b可作為試驗礦樣抵抗沖擊粉碎能力的衡量指標,該值越大,說明在特定比能耗條件下的沖擊破碎產物粒度越細,即試驗礦樣抵抗沖擊粉碎的能力越弱。
2.2 Morrell 能耗模型特性參數
Morrell 能耗模型為經驗模型,通過此模型可計算整個碎磨流程不同階段破碎礦石所需要的能耗。Morrell 經驗模型共包含粗磨功指數Mia、細磨功指數Mib、高壓輥磨機破碎功指數Mih和常規破碎機破碎功指數Mic[12]。由 SMC 試驗可獲得Mia、Mic和Mih,由邦德球磨功指數測定試驗可獲得Mib。該銅金礦礦樣的 SMC 試驗和邦德球磨功指數試驗結果如表 2 所列,將不同粒度的礦石顆粒粉碎至給定t10值所需的比能耗值如表 3 所列。
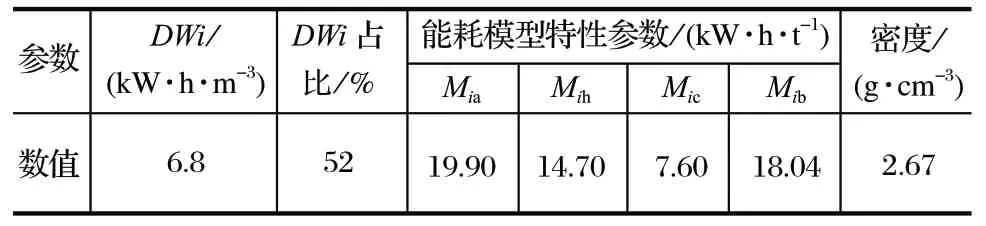
表2 SMC 試驗和邦德球磨功指數試驗結果Tab.2 Results of SMC test and Bond ball milling work index test
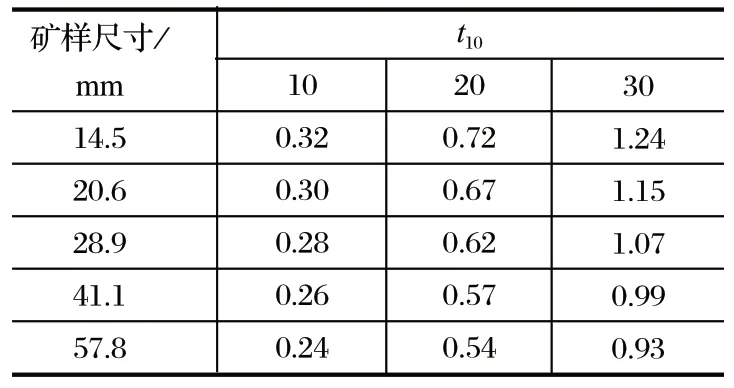
表3 不同粒度的礦石顆粒粉碎至給定 t10 值所需的比能耗Tab.3 Specific energy consumption required for various-particle ore being ground to given value of t10 kW·h/t
2.3 基于流程模擬的磨機選型
針對 SABC 流程方案,根據設計處理量及對產品細度的要求,利用 JKSimMet 軟件進行磨礦流程的穩態模擬分析,初步確定所需磨機的尺寸和驅動功率。
在 JKSimMet 軟件平臺上構建 SABC 流程模型,如圖 2 所示。半自磨磨礦選用變速率半自磨機,球磨磨礦選用完全混合球磨機,這 2 個模型具備尺度放大功能。頑石破碎選用安德森-懷登破碎機,篩分和旋流器分級均選用標準效率曲線。回路模型中還引入了2 個給水器,分別用于設定半自磨機的磨礦質量分數和水力旋流器的給礦質量分數,本模擬采用 635 t/h的給礦固體流量。
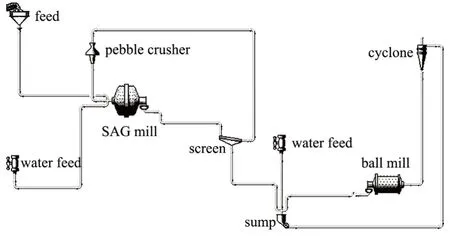
圖2 JKSimMet 軟件平臺上的 SABC 回路模型Fig.2 SABC circuit model on JKSimMet software platform
2.3.1 半自磨回路模擬
半自磨回路初步選擇φ9.75 m×4.96 m 半自磨機。磨機轉速率為 74%,裝球率為 10%,最大鋼球直徑為 120 mm。格子孔尺寸為 20 mm,格子孔開口面積占格子板面積的 1/10;頑石孔尺寸為 70 mm,頑石孔開口面積占格子板開口總面積的 1/10。磨礦質量分數為 75%,篩分作業篩孔尺寸為 12 mm,頑石破碎機緊邊排礦口尺寸為 10 mm。
對半自磨回路進行一系列穩態過程模擬,每次模擬后對結果進行分析,確定應調整的參數及調整幅度,用調整后的參數再進行下一次模擬,如此繼續,直至獲得符合要求的結果。這里對半自磨回路穩態工作的要求為:磨機負荷 (混合充填率) 為 25%,循環負荷 < 25 %。參數調整過程與模擬結果如表 4 所列。
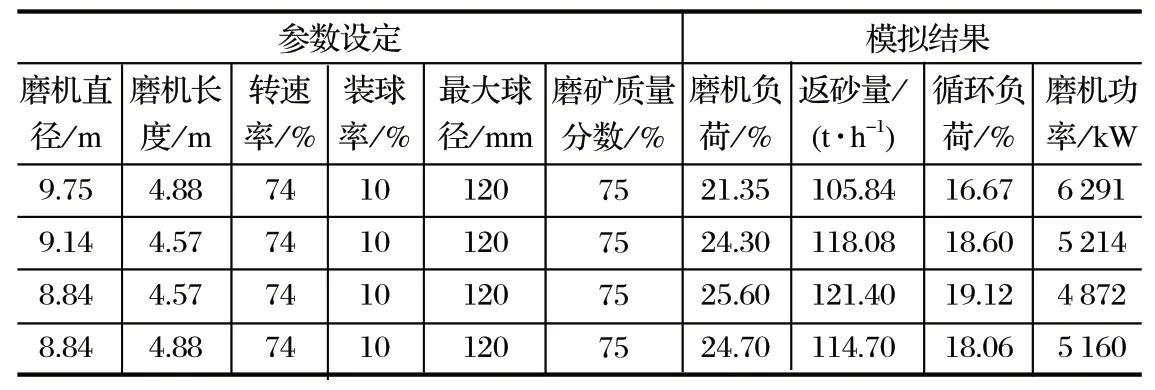
表4 半自磨回路參數設定與模擬結果Tab.4 Parameter setting and simulation results of SAG circuit
從表 4 可以看出,最初選用的φ9.75 m×4.88 m磨機尺寸偏大,磨機負荷僅為 21.35%,低于設計要求;第 2 次模擬選用φ9.14 m×4.57 m 的磨機,磨機負荷提高到 24.30%,略偏低;用φ8.84 m×4.57 m 的磨機,磨機負荷略偏高 (25.60%);用φ8.84 m×4.88 m 的磨機,磨機負荷為 24.70%,此時的循環負荷為18.06%。根據模擬結果,初步選定φ8.84 m×4.88 m半自磨機,所需的驅動功率為 5 160 kW,在此條件下回路返砂量為 114.7 t/h,頑石破碎機功耗為 101.6 kW。
2.3.2 球磨回路模擬
基于半自磨回路的篩下產物為球磨回路的給礦,初步選擇φ6.40 m×9.45 m 的溢流型球磨機。其作業參數為:轉速率為 73%,裝球率為 38%,最大鋼球直徑為 60 mm,旋流器給礦質量分數為 60%,分級粒度d50為 0.090 mm。
對球磨回路進行一系列穩態過程模擬,每次模擬后對結果進行分析,確定應調整的參數及其調整幅度,用調整后的參數再進行下一次模擬,如此繼續,直至獲得符合要求的結果。對球磨回路穩態工作的要求為:循環負荷 (旋流器底流與溢流固體流量之比)為 250% 左右,最終產品 (旋流器溢流) 細度為 -0.074 mm 通過 80%,固體質量分數為 33%。參數調整過程與模擬結果如表 5 所列。
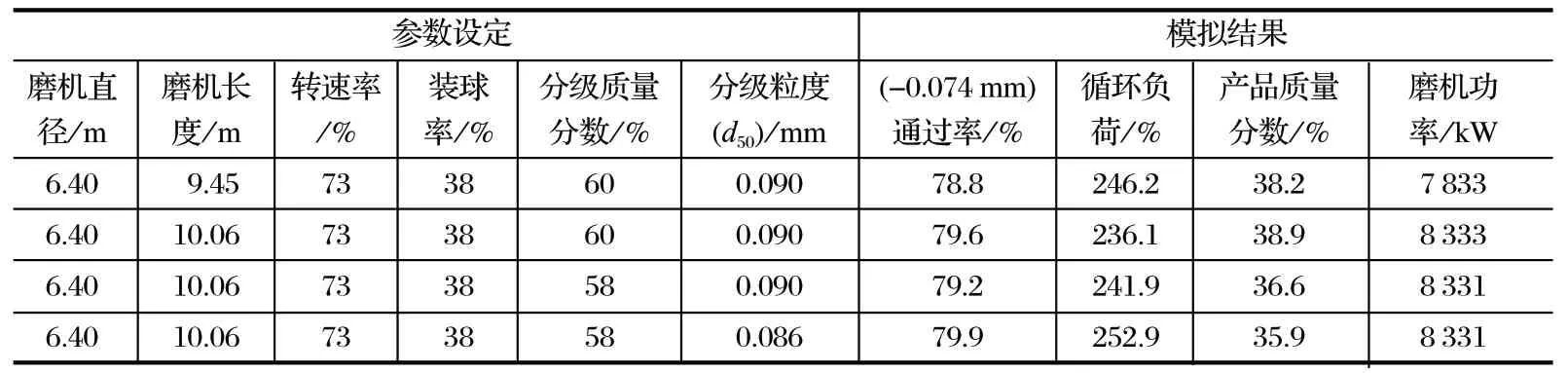
表5 球磨回路參數設定與模擬結果Tab.5 Parameter setting and simulation results of ball mill circuit
從表 5 可以看出,初選的磨機尺寸太小,產品細度不夠;第 2 次模擬選用φ6.40 m×10.06 m 的磨機,產品細度基本合適,循環負荷略低,產品質量分數偏高;將分級質量分數下調至 58%,產品質量分數降低,但產品細度有向偏粗方向發展的趨勢;再將分級粒度下調至 0.086 mm,產品 -0.074 mm 含量提升至 79.9%,此時循環負荷為 252.9%,產品質量分數為 35.9%,基本符合要求。根據模擬結果,初步選定φ6.40 m×10.06 m 溢流型球磨機,驅動功率為 8 331 kW。在此條件下可獲得細度為 -0.074 mm通過 79.9%、質量分數為 35.9% (必要時可補加水稀釋至 33%) 的最終產品,此時球磨回路循環負荷為252.9%,P80為 0.074 mm。
2.4 基于 Morrell 模型的粉碎比能耗估算
碎磨流程采用“常規破碎+球磨”方案、“常規破碎+高壓輥磨+球磨”方案和 SABC 方案處理 250~0 mm 銅金礦石,用 Morrell 經驗模型進行粉碎比能耗估算和比較,結果如表 6 所列。由表 6 可知,方案3 (SABC) 所需的粉碎比能耗為 20.62 kW·h/t,比方案1 高 1.94 kW·h/t,比方案 2 高 3.38 kW·h/t。
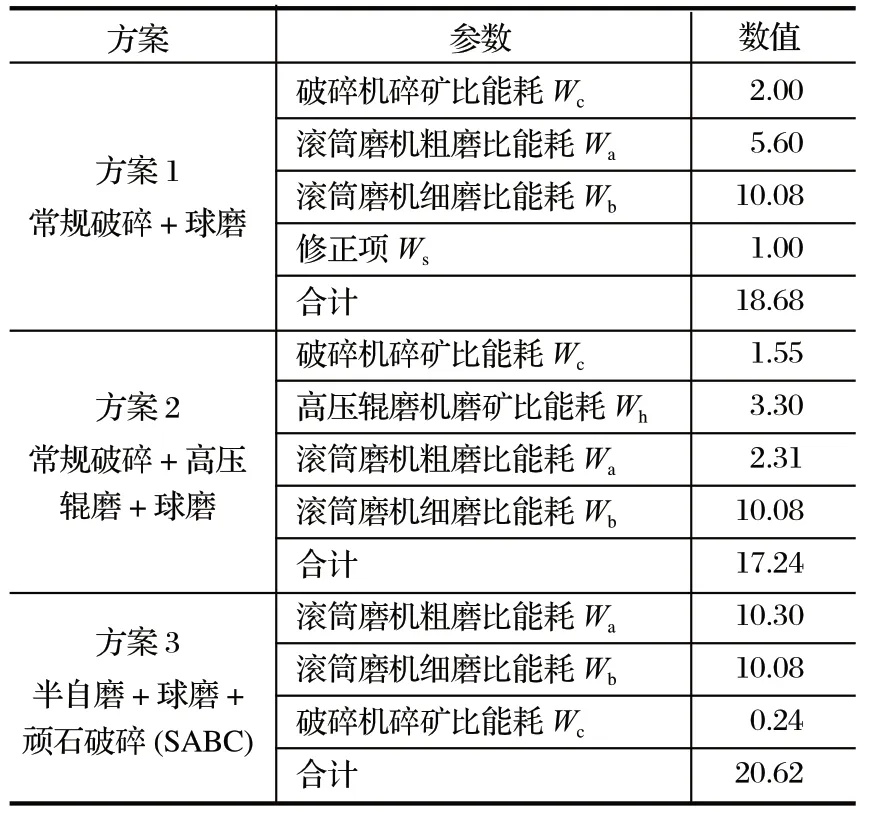
表6 各流程方案粉碎比能耗估算結果比較Tab.6 Comparison of various process schemes in estimation results of specific comminution energy consumption kW·h/t
根據 Morrell 的說明,這里的粉碎比能耗是粉碎礦石所需的凈能耗。對于滾筒式磨機磨礦,與它關聯的一般是驅動磨機小齒輪的功率 (即未考慮電動機能量轉換效率及傳動損失);對于高壓輥磨機磨礦,與它關聯的是驅動壓輥所需的軸功率;對于常規破碎機碎礦,與它關聯的是電動機的輸入功率與空載消耗功率之差。
采用 Morrell 模型算得 SABC 方案的粉碎比能耗為 20.62 kW·h/t。假設滾筒磨機的電動機和傳動功率損失為 6.5%,頑石破碎機輸入功率為其破碎凈能耗的 1.35 倍,則可估算與設備電動機輸入功率直接關聯的“毛能耗”為 22.11 kW·h/t。
3 結論
(1) 該銅金礦碎磨特性參數A=59.7,b=0.76、A×b=45.4;磨剝特性參數ta=0.47;Morrell 能耗模型特性參數中粗磨功指數Mia=19.9 kW·h/t,細磨功指數Mib=18.04 kW·h/t,高壓輥磨機破碎功指數Mih=14.7 kW·h/t,常規破碎機破碎功指數Mic=7.6 kW·h/t。
(2) 基于礦石碎磨特性,在 JKSimMet 軟件平臺上構建 SABC 流程模擬,半自磨回路選擇φ8.84 m×4.88 m 半自磨機,球磨回路選擇φ6.40 m×10.06 m 溢流型球磨機,在該條件下分級溢流細度為 -0.074 mm 通過79.9%。
(3) 基于 Morrell 模型的粉碎比能耗估算結果表明,SABC 方案所需的粉碎比能耗為 20.62 kW·h/t,比“常規破碎+球磨”方案高 1.94 kW·h/t;比“常規破碎+高壓輥磨+球磨”方案高 3.38 kW·h/t。雖然 SABC 流程粉碎比能耗高于其他 2 個方案,但因其流程短、處理量大和自動化程度高等特點,仍是目前選廠改造及新建礦山首先考慮或采用的碎磨工藝流程。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19