熱模鍛壓力機新型裝模高度調整裝置研究
2022-02-01 03:26:32趙英君
鍛壓裝備與制造技術 2022年6期
劉 強,趙英君
(1.榮成市科技創新發展中心 山東 榮成 264300;2.榮成華東鍛壓機床股份有限公司 山東 榮成 264300)
熱模鍛壓力機及其自動化生產線作為高端裝備制造產業領域的重點突破發展的代表性產品,因其具有“精密、高效、綠色節能”等優點,廣泛應用于汽車、航空、電子、家電等工業領域。
熱模鍛壓力機具有動作精確可控,擊打能量大,運行速度高,鍛件精度好,適用于步進式機械手實現多工位自動化作業等特點,在國內外鍛造行業的應用越來越廣泛,具有廣闊的市場前景和卓越的經濟效益[1]。
連桿滑塊部件是熱模鍛壓力機的主要部件,連桿是組合式的,連桿通過夾緊桿、壓力銷等部件將滑塊懸掛在機身內,為了適應各種不同鍛件的模具,設有裝模高度調整裝置,該機構除了調整電機裝在機身上外,其他零件全部裝在滑塊內。裝模高度采用偏心壓力銷式上調整結構,電機驅動,調整方便、靈活,可以數字顯示[2]。
本文主要研究熱模鍛壓力機在裝模高度調整時,通過氣浮系統來減少壓力銷靜態旋轉的摩擦力矩,通過對壓力銷鎖緊放松狀態檢測控制來防止壓力銷在夾緊狀態下進行驅動的事故。實現了快速、可靠的調整熱模鍛壓力機滑塊裝模高度需求,提高熱模鍛壓力機及其自動化生產線的傳動精度、可靠性、穩定性和生產效率。
1 傳統熱模鍛壓力機裝模高度調整裝置
傳統熱模鍛壓力機的滑塊連桿及裝模高度調整結構如圖1 所示。其中滑塊3 在裝模高度調整時,平衡活塞桿在壓縮空氣作用下行,帶動擋塊、連接板、銷、夾緊塊和壓力墊運動,壓力銷松開,啟動電機16 通過十字萬向聯軸器24、大傘齒輪25、小傘齒輪軸26 和蝸桿27 嚙合,帶動壓力銷8 偏心部分滑動摩擦,使滑塊上下移動,進而實現滑塊裝模高度的調整[3]。
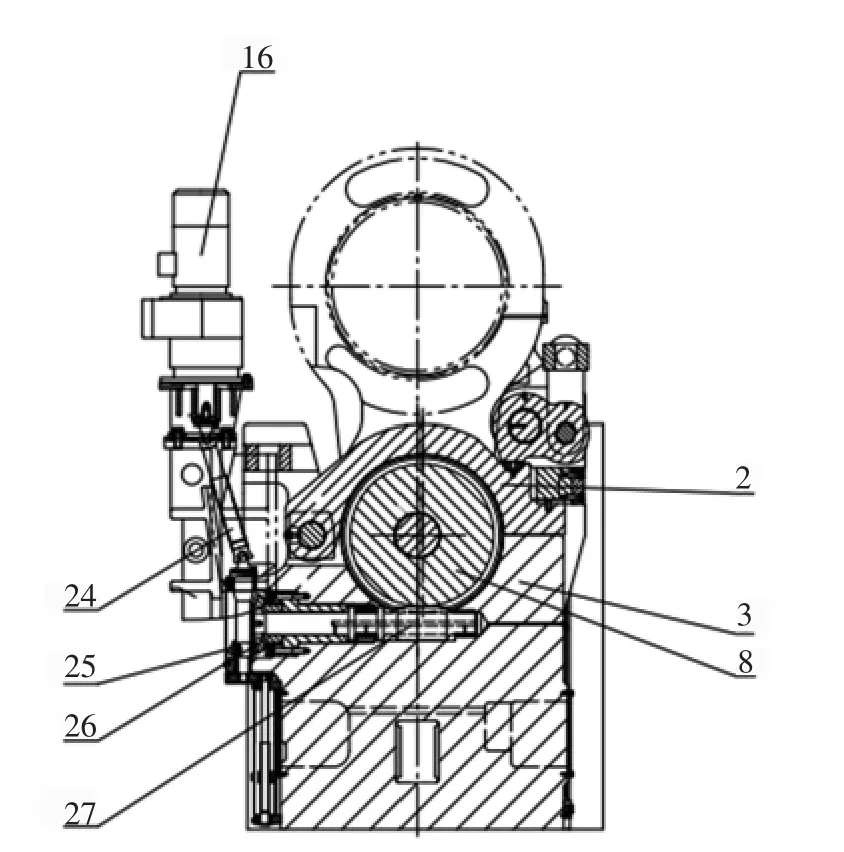
圖1 傳統熱模鍛壓力機裝模高度調整結構
調整好后,平衡活塞桿在壓縮空氣作用下向上升起,帶動擋塊、連接板、銷、夾緊塊和壓力墊運動,壓力墊將夾緊桿2 剛性壓緊,夾緊桿2 將壓力銷機械夾固。
由于壓力銷承載著公稱力、滑塊、上模具及連桿,重量比較重,再疊加上平衡杠反作用力,導致驅動壓力銷靜態旋轉力矩非常大,這加劇了銅套快速磨損以及傘齒輪、蝸桿、聯軸器的損壞;另外,由于傳統熱模鍛壓力機上沒有檢測控制互鎖裝置,甚至出現壓力銷抱死狀態下驅動的問題,導致傳動連接件損壞,也可能造成電機過載燒壞;最后,為了保證壓力銷的旋轉,在壓力銷傳動結構中預留有一定的間隙,降低了熱模鍛壓力機傳動精度。
2 熱模鍛壓力機壓力銷氣浮系統
為了解決傳統熱模鍛壓力機調模時壓力銷存在的問題,本裝置采用了壓力銷氣浮系統,主要包括氣源、鎖緊放松單元、傳感器、氣浮單元和控制器等,具體結構介紹如下。
2.1 氣源及鎖緊放松單元
氣源主要用于提供動力源,包括空氣壓縮機、管路、電磁閥等部件。
如圖2 所示,鎖緊放松單元用于鎖緊或放松夾緊桿4,包括設置在滑塊上的鎖緊氣缸3,鎖緊氣缸上端與夾緊桿4 連接,夾緊桿4 與滑塊2 之間設有碟簧5,鎖緊氣缸通過管路A 與氣源連接;傳感器6設置在滑塊2上,傳感器6 與鎖緊放松單元配合用于檢測夾緊桿4 的狀態。
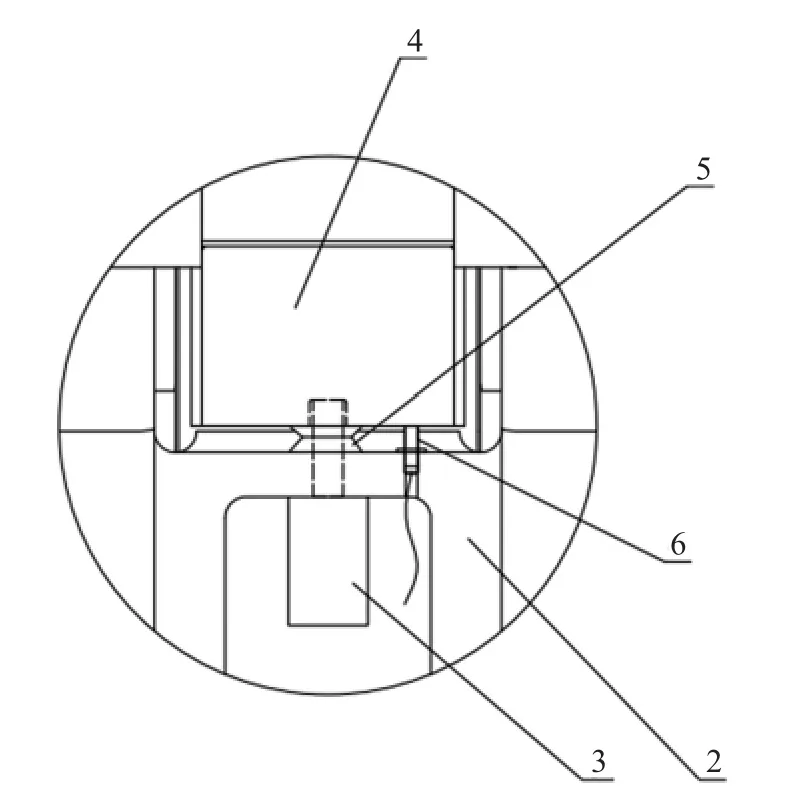
圖2 鎖緊放松單元
2.2 氣浮單元
氣浮單元包括夾緊桿上氣路A 和滑塊下氣路B,如圖3 所示,上氣路A 與下氣路B 配合將壓力銷懸空設置。
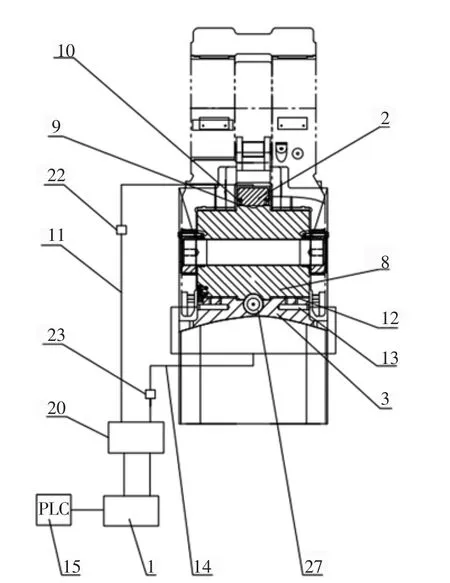
圖3 壓力銷氣浮系統
夾緊桿上進氣管道10 包括設置在夾緊桿2 上的軸向孔A1001,軸向孔A1001 前端設有安裝管接頭的螺紋A1002,軸向孔A1001 末端連通有徑向孔A1003,徑向孔A1003 與上進氣單元17 連通,如圖4、圖5 所示。
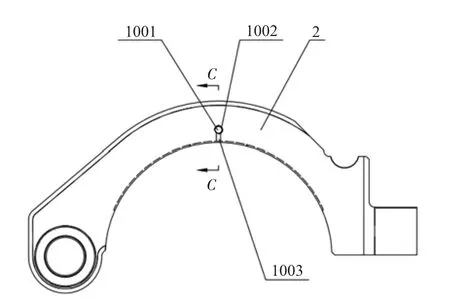
圖4 夾緊桿上氣路
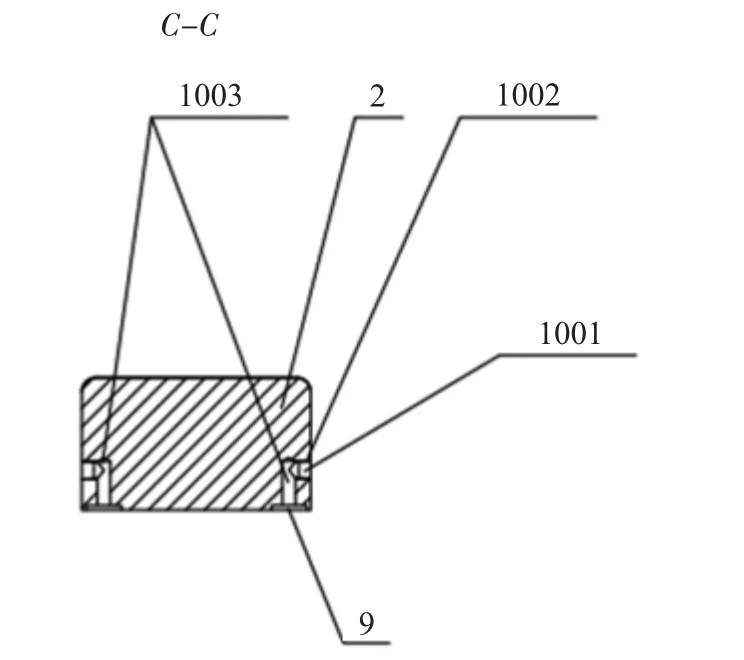
圖5 夾緊桿上氣路
上進氣單元17 包括多個相互連通的上空氣腔9,夾緊桿2 兩側分別設有上進氣通道10,一個上進氣通道10 對應連通一個上進氣單元17,如圖6 和圖7 所示。使上進氣更加均勻,能夠平衡穩定的下推壓力銷8,這里的夾緊桿摩擦面28 是現有技術術語,是指壓力銷8 與夾緊桿2 接觸的面。
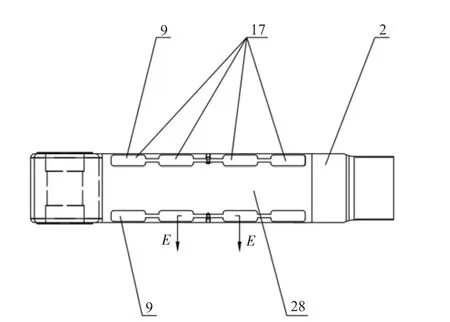
圖6 夾緊桿上氣路
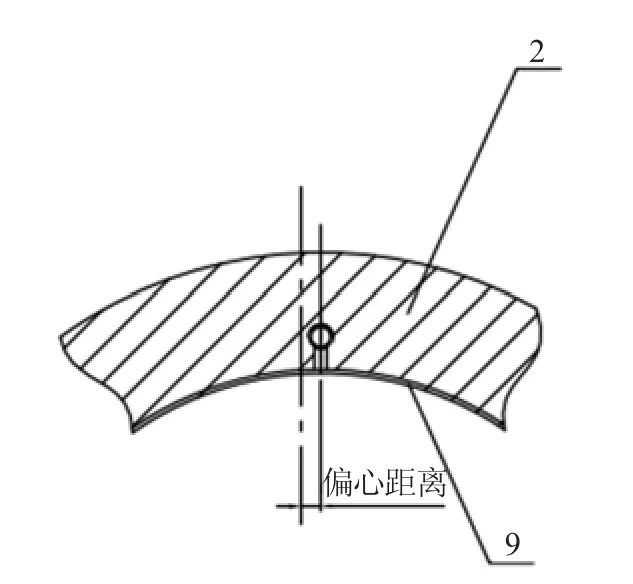
圖7 夾緊桿上氣路
滑塊下進氣管道13 包括設置在滑塊3 側壁上的軸向孔B1301,軸向孔B1301 前端設有安裝管接頭的螺紋B1302,滑塊3 上設有多個與軸向孔B1301連通的徑向孔B1303,徑向孔B1303 與所述下進氣單元19 連通,如圖8、圖9 所示。
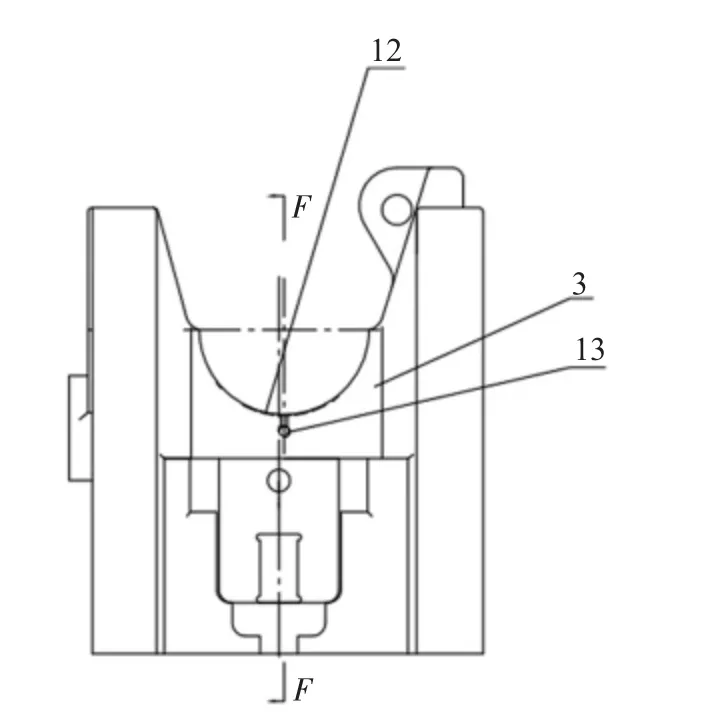
圖8 滑塊下氣路

圖9 滑塊下氣路
通過采用軸向孔和徑向孔的結構形式實現高壓氣體流通,采用螺紋連接管接頭,具有與外部管連接方便、高壓氣體密封流通好等優點。
下進氣組18 包括沿軸向間隔設置的多個相互連通的下進氣單元19,每個下進氣單元19 包括多個相互連通的所述下空氣腔12,滑塊3 兩側分別設有所述下進氣通道13,一個下進氣通道13 對應連通一個下進氣組18,如圖10 所示。使下進氣更加均勻,能夠平衡穩定地托起壓力銷8。這里的滑塊摩擦面29是現有技術術語,是指滑塊3 與壓力銷8 接觸的面。
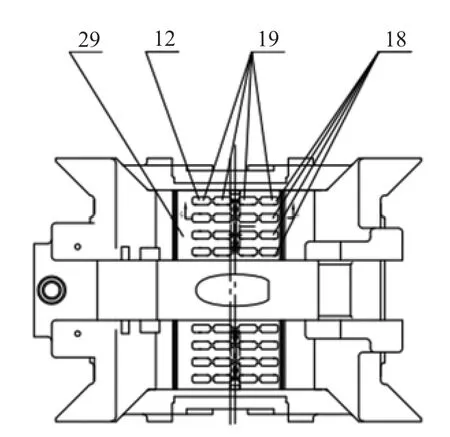
圖10 滑塊下氣路
2.3 控制器
控制器分別與鎖緊放松單元、傳感器、氣浮單元和調模電機連鎖控制。
3 新型裝模高度調整裝置
采用氣浮系統后的新型裝模高度調整裝置如圖11 所示。
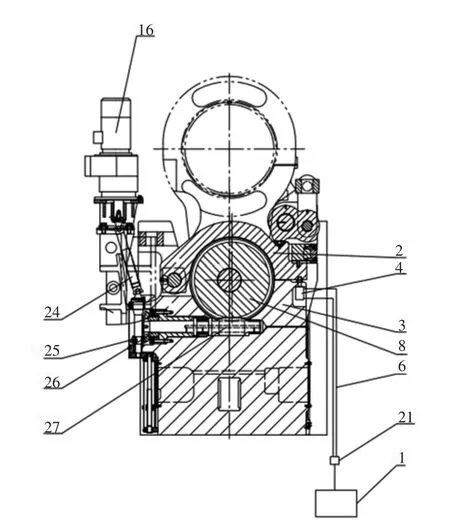
圖11 新型裝模高度調整裝置
熱模鍛壓力機調模用壓力銷氣浮系統裝模高度調整步驟如下:
(1)通過鎖緊氣缸將夾緊桿活動端頂起,壓力銷放松可以沿滑塊摩擦面轉動,碟簧由壓緊變為放松狀態;
(2)夾緊桿活動端頂起傳感器無信號發出,PLC控制器控制氣源分別給上氣路和下氣路供給高壓氣體,高壓氣體分別從上空氣腔和下空氣腔進入,下空氣腔進入的高壓氣體能夠平衡穩定浮起壓力銷,上空氣腔進入的高壓氣體能夠平衡穩定下推壓力銷,調整設置上空氣腔下推和下空氣氣腔浮起的共同作用達到平衡,壓力銷處于中部懸浮狀態開始工作;
(3)PLC 控制器啟動調模電機對裝模高度進行調整,當達到裝模高度要求后,PLC 控制器發送指令,調模電機停止工作,電磁閥22 和電磁閥23 響應斷開給上空氣腔和下空氣腔供給高壓氣體,電磁閥21響應斷開給鎖緊氣缸供給壓縮氣體,壓力銷因自重下落與滑塊摩擦面接觸,鎖緊氣缸活塞回落使夾緊桿夾緊壓力銷,并壓縮碟簧,夾緊桿活動端靠近傳感器,傳感器發出信號給PLC 控制器,夾緊桿鎖緊壓力銷到位,處于待機狀態。
4 結語
熱模鍛壓力機及其自動化生產線滑塊裝模高度調整裝置通過采用壓力銷氣浮系統,解決了壓力銷旋轉時摩擦扭矩大的問題;解決了壓力銷夾緊放松時無檢測控制,導致壓力銷抱死狀態下驅動的問題;解決了壓力銷傳動結構預留有一定間隙的問題。
通過減少壓力銷旋轉摩擦扭矩,壓力銷旋轉與夾緊放松檢測PLC 控制器控制互鎖,避免了傳動環節銅套快速磨損和傘齒輪副、蝸桿副、聯軸器花鍵扭斷損壞,降低了調模電機功率,消除壓力銷傳動結構預留間隙等技術效果。
該裝置具有結構緊湊,精度高、可靠、穩定的優點,有效提高了熱模鍛壓力機及其自動化生產線的傳動精度、調模的可靠性和生產效率。