高速沖壓設備機械手抓手自動識別系統開發與實現
2022-02-01 03:26:32范勇陽帆莊王鑫曾昭偉
鍛壓裝備與制造技術 2022年6期
范勇,陽帆莊,王鑫,曾昭偉
(上汽大眾汽車有限公司 長沙分公司,湖南 長沙 410132)
1 引言
隨著科技的迅猛發展,汽車產業正經歷著前所未有的變革,特別是新能源產業的興起,快速引發了競爭格局的變化與產業生態的全面重構。僅2018 年國內有超過300 家企業直接投身于汽車的研發與制造,2021 年全國機動車保有量已達3.95 億輛。
生活方式的轉變,帶來了需求的多元化。市場需求的改變又勢必引起汽車生產企業加大車型投放,在多種類車型生產中能夠小批量快速切換。這無疑給汽車制造企業帶來了很大挑戰。生產成本的增加與生產效率的降低問題更加凸顯,不斷提高設備的智能化水平,提升生產效率,正變得愈加迫切。這也正是本文所要研究和解決的問題。
2 問題描述
當前,一條沖壓產線往往需要匹配多種車型的幾十種零件快速切換生產。不同零件生產時,機械手需要匹配不同的機械手Tooling 抓手用于多工序間的物料傳輸,這些抓手往往集中存儲于立體高架庫位中,如圖1 所示。生產線沖壓零件切換前,工人需要從高架庫位中的眾多機械手Tooling 抓手中將待上線的抓手取出并安裝到對應產線的對應工位自動更換抓手小車上。

圖1 機械手抓手存放立體倉庫
由于抓手結構非常相似,人工幾乎無法一一目視分辨,每次切換零件后只能依靠色標進行輔助檢查,而設備又缺少自動感知和識別系統,如果出現人為失誤,任意機械手更換抓手時未能拾取到對應的零件、對應工位的抓手,必然導致抓手與模具結構不匹配,整線一鍵啟動后則會發生設備碰撞,造成嚴重后果。其大致操作流程如圖2 所示。
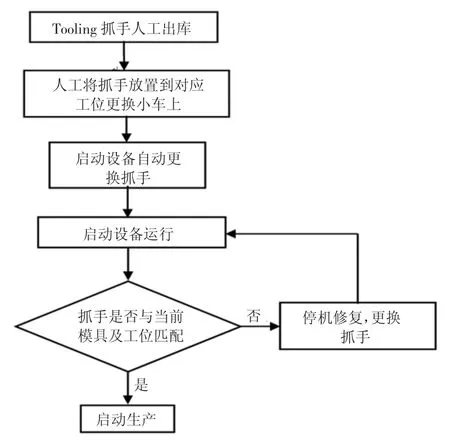
圖2 機械手抓手準備流程
3 方案設計
針對機械手抓手人工出庫安裝易出錯的問題,結合當前現場情況及設備結構增加一套機械手Tooling 抓手自動識別系統,并集成于生產設備現有的控制系統中,更加安全,高效。
首先,將當前在庫所有抓手按照其所屬零件號、所屬產線及所屬工位號進行編碼,并在每個抓手上張貼含有上述信息的自制二維碼標簽;
其次,通過安裝在每一個抓手更換小車上的二維碼識別器讀取當前抓手的二維碼標簽信息,并通過無線信號發射將信息上傳至中央控制器;
二維碼識別器(圖3)采用的是得利捷Datalogic 210N 超緊湊工業二維碼閱讀器,其擁有豐富的網絡接口,集成以太網和PROFINET,EtherNet/IP 接口;不僅采用WVGA 圖像傳感器,每秒可捕捉畫面高達60幀,并且內置靈活且功能強大的照明器,實現了優異的DPM碼(直接部件標識)閱讀能力;超快的圖像采集,滿足現場高速生產線的應用需求。

圖3 二維碼識別器
最后,中央控制器在收到信號后會與已激活的信息庫數據進行對比,并在本地HMI 顯示界面進行識別信息顯示,同時將對比結果傳遞給生產設備主系統,用于設備啟動使能條件之一。
機械手Tooling 抓手識別系統上位機與生產設備主控間進行物理隔離,從而保持壓機主控設備原有的安全性。識別系統方案整體構成如圖4 所示。
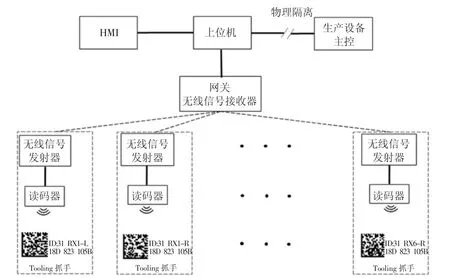
圖4 機械手Tooling 抓手識別系統網絡拓撲結構
3.1 信息編碼
每個抓手的特定位置上安裝含有身份信息的二維碼標簽。如圖5 所示,二維碼包含信息有:該抓手屬于ID31 號零件(18D 827 159G),位于0# 更換小車的右側,則相應的標簽識別碼是CBF0_R 。
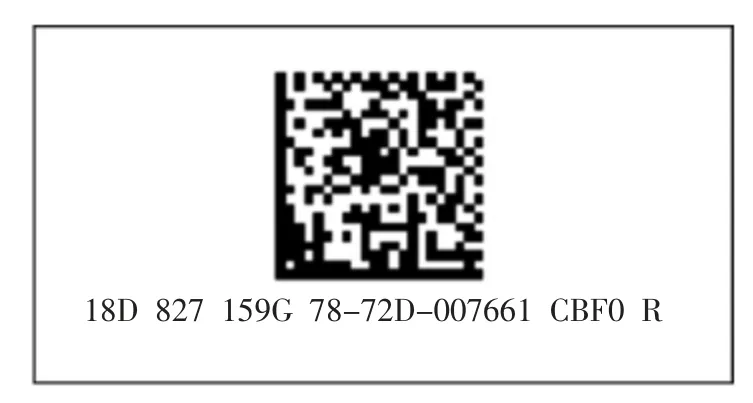
圖5 Tooling 抓手二維碼標簽
該二維碼編碼方式簡單,信息量大,可自行根據需求進行自定義,而且非常便于維護。
3.2 身份識別與驗證
(1)二維碼標簽的識別。在抓手更換小車的某一固定位置(與抓手二維碼安裝位置對應)上安裝標簽識別器。當操作工人將待生產零件抓手安裝在抓手更換小車上時將立即喚醒識別器對當前抓手信息進行讀取;
(2)識別碼的信息傳輸。標簽識別器讀到相應的抓手信息后,會通過硬件連接的無線數傳模塊,將讀取到的信息進行無線發送,中央控制器無線信號接收模塊將負責所有無線信號的接收,采用多發一收的星形網絡系統。無線電臺采用多頻通信方式,抗干擾能力強,跨越障礙,保障通訊穩定。
(3)控制器的處理。無線接收端接收到無線發送過來的信息后,通過串口將信息傳輸給控制器,控制器對信息進行處理,并通過數據庫進行比對當前接受數據的有效性和準確性,再經過耦合器傳給生產設備主控,從而使能整線抓手的更換。控制器有對相應的信息HMI、故障或警告等顯示,以方便操作人員快速定位故障點。如圖6 所示為識別系統硬件安裝位置分布示意圖。
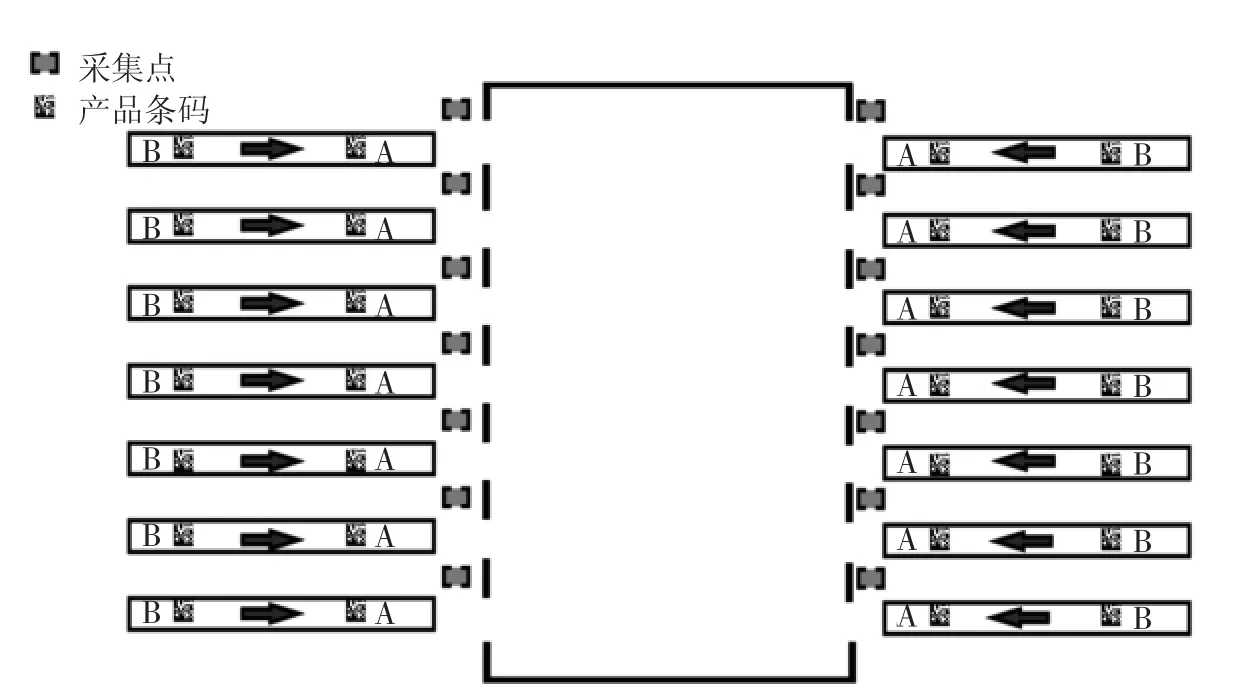
圖6 系統硬件安裝位置分布示意圖
3.3 信號隔離
網絡安全是方案制定時需要重點考慮的因素,系統集成不僅存在兼容問題,而且會造成通訊負擔,從而影響原有機床設備驅動系統的穩定運行。因此,本文給出的方案采用物理隔離的方法,完全避開了不同網絡系統之間的通訊問題。
具體實現是,上位機通過Ethcat 通訊協議與I/O 端口即EK1100 耦合器端口連接(圖7),生產設備主控系統通過Profinet 通訊協議與I/O 端口即PLC S7-300 端口連接,上述兩種I/O 端口通過邏輯電平信號連接,對設備主控制系統安全性、穩定性不產生任何影響。
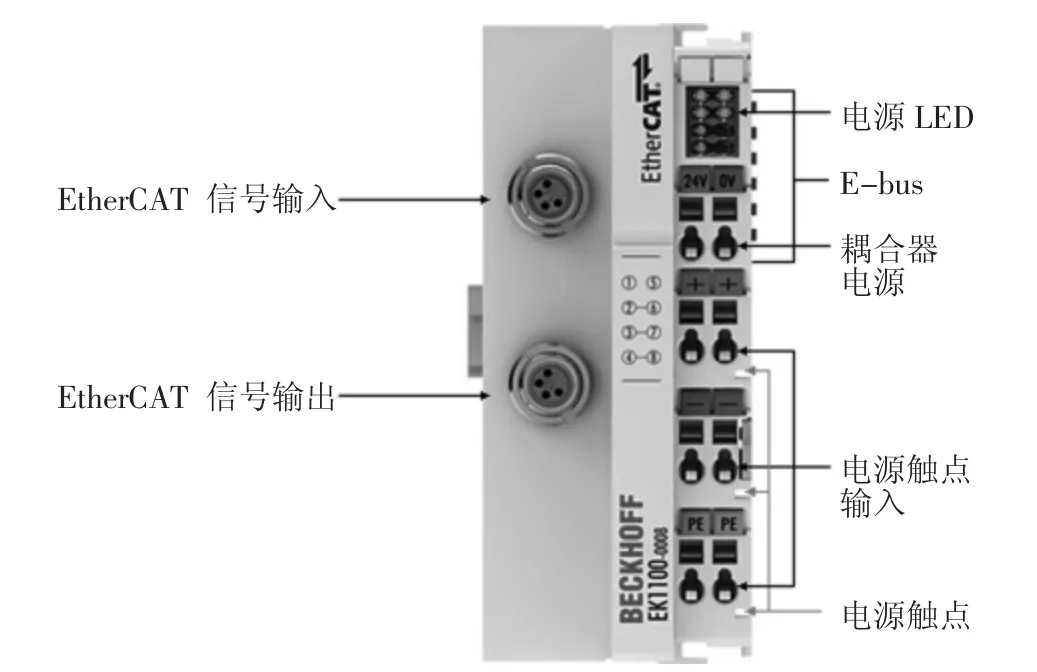
圖7 EK1100 耦合器
4 系統實現
為驗證本文所提出機械手Tooling 抓手自動識別系統的有效性,在兩條高速沖壓線安裝部署了26套條碼識別器,并在上位機利用VB 語言編寫了信息顯示頁面,操作人員可實時查看識別信息及錯誤警告,及時發現并處理異常故障,如圖9 所示。
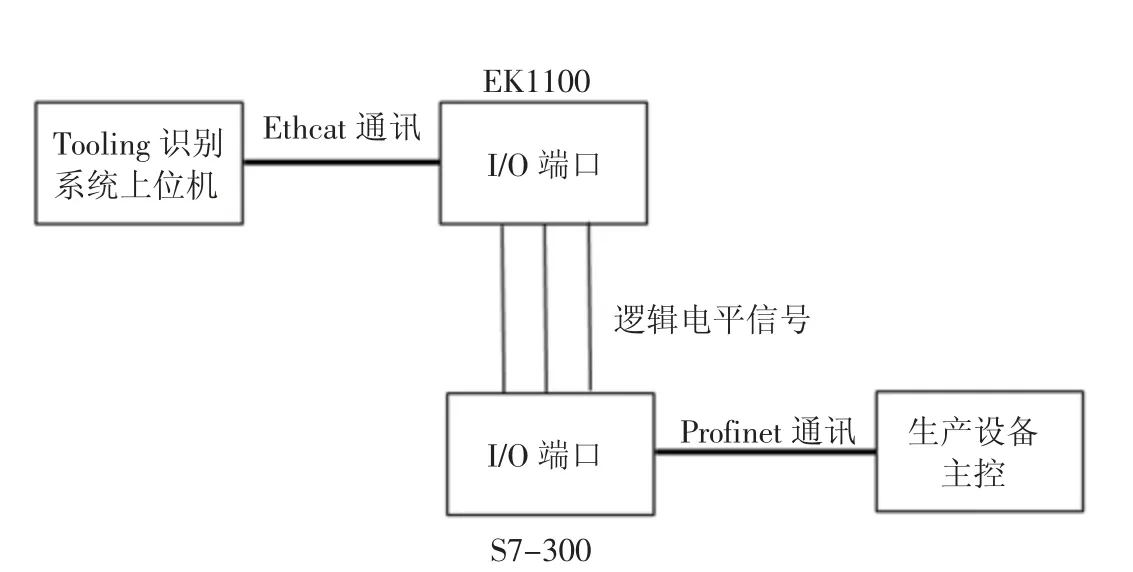
圖8 設備與機械手Tooling 抓手識別系統物理隔離
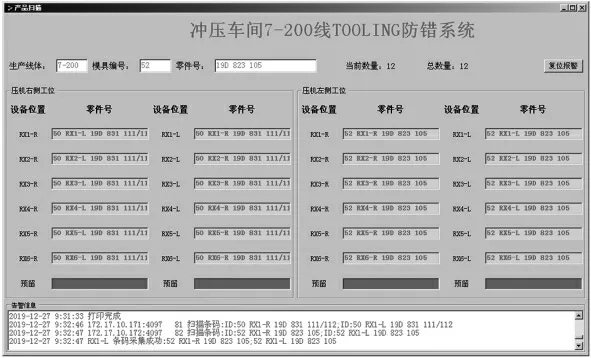
圖9 上位機信息顯示窗口
此外,機械手Tooling 抓手自動識別系統的邏輯結果也將通過電平信號發送到沖壓線主控,作為壓機整線啟動的串聯使能信號。同時壓機主控HMI 也配置了相應的故障報警信息,一旦識別錯誤,同步觸發設備故障報警燈通知設備操作人員進行處理,如圖10 所示。
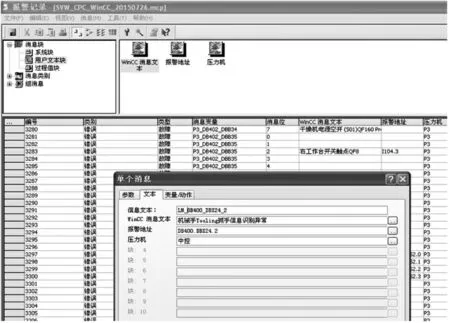
圖10 壓機主控HMI 報警信息配置
5 結論
本文針對大型沖壓生產線不同零件生產過程中,機械手抓手應用數量大、種類多、結構相似等特點,從高架庫位備模時容易出錯從而造成設備碰撞問題,根據抓手的零件號、工位信息等,設計能夠唯一識別其身份的二維碼標簽,并在換模過程中通過安裝在設備端的二維碼讀碼器進行信息讀取,通過無線數傳模塊將獲取的信息上傳上位機與數據庫信息進行匹配,并將匹配結構發送給壓機整線運行使能信號中。
目前所有車型機械手Tooling 抓手的身份信息編碼,簡單、易讀、可編輯、易維護,且后續可擴充;在生產前抓手安裝在小車時,即可喚醒系統對機械手Tooling 抓手信息進行讀取識別,完全不占用生產時間;采用無線信號傳輸,完全不破壞現有的設備結構,且系統穩定可靠;該系統完全集成到了生產設備系統中,并實現了物理隔離,對設備主控制系統安全性、穩定性不產生任何影響。具有廣泛的應用前景。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年11期)2018-08-04 03:25:42
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25