數控技術在復合材料熱模壓成套設備中的應用
2022-02-01 03:26:34曹志明林海龍
鍛壓裝備與制造技術 2022年6期
曹志明,林海龍
(1.合肥海德數控液壓設備有限公司,安徽 合肥 230601;2.寧波博信機械制造有限公司,浙江 寧波 315800)
1 導言
復合材料技術發展日新月異,新材料、新工藝、新方法和新理論層出不窮,為現代航空航天、高速列車、高檔汽車等結構設計和制造帶來了巨大而深刻的變革,同時也對復合材料成形裝備行業提出了更高要求。目前國內復合材料成形裝備普遍存在生產效率低、能耗高、產品質量低等問題,這也是國產同類裝備亟待突破的關鍵難題。
復合材料熱模壓成套設備主要應用于高速列車的行李架、車窗圍板等熱壓成形工藝,并可直接推廣應用于汽車、飛機等其他載運工具的復合材料熱加工生產中。本公司通過開發復合材料大尺寸熱模壓成形液壓機、蜿旋式模具加熱裝置、變頻節能和暢吸式廢氣脫害裝置,采用DFM(Design for Manufacture,設計制造一體化)技術,構成復合材料生產線,整體技術水平居國內先進行列。
2 復合材料熱模壓成套設備
2.1 產品組成結構
如圖1 所示,復合材料熱模壓成套設備主要由熱壓主機、電氣控制系統、模具數據庫系統、廢氣過濾處理裝置、模具加熱系統和節能優化系統等部件和系統組成。產品廣泛應用于航空航天、高速列車、汽車等行業對各類復合材料的熱壓成形。

圖1 復合材料熱模壓成套設備
2.2 產品關鍵技術
復合材料熱模壓成套設備主要應用的數控技術包含:雙閉環數控液壓控制系統,在線溫度精密控制技術,模具數據庫系統,廢氣收集處理系統。
2.2.1 雙閉環數控液壓控制系統
雙閉環液壓控制系統主要包括壓力閉環控制系統和位置控制閉環系統。由于復合材料零件具有外形曲面復雜,尺寸精度要求高的特點,要求上下模具成形壓制時保持兩者之間精密穩定的行程,確保模具形腔尺寸精度。同時壓力控制精度要隨熱成形工藝的變化實時變化,需要保壓時,壓力波動不影響模具壓制過程。為實現上述要求,采用了如下技術保障措施。
(1)液壓伺服系統。如圖2 所示,該液壓位置伺服系統由放大器、電液伺服閥、液壓缸、負載以及位置傳感器等組成。輸入信號經放大后送入電液伺服閥,小功率電信號經由伺服閥轉化為閥芯位移信號,然后轉換成流量和壓力等液壓信號,這些信號最后驅動液壓缸帶動負載完成指定動作。
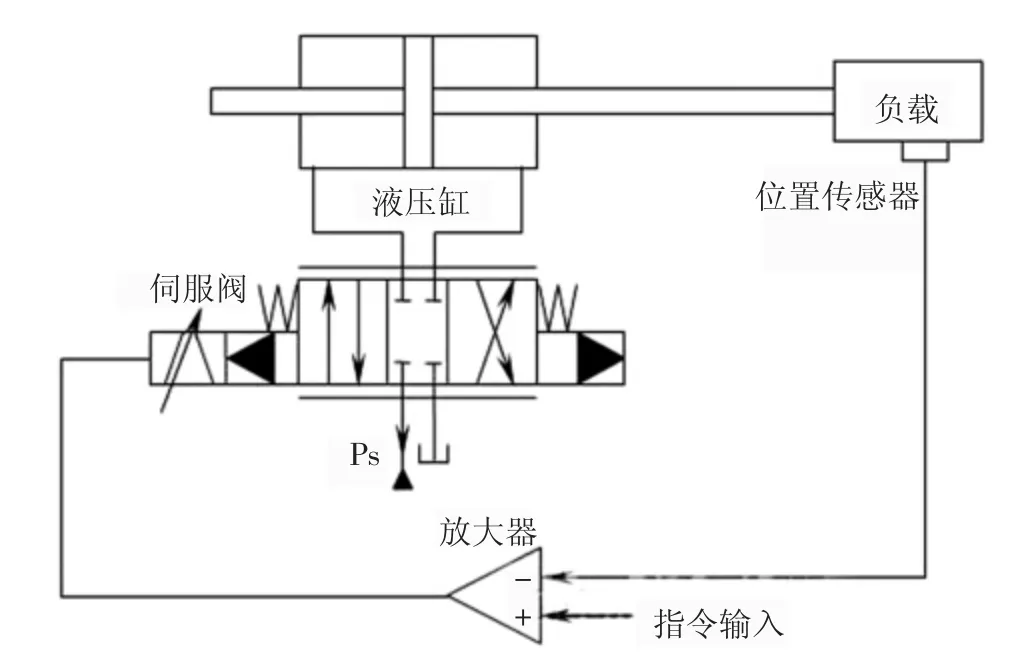
圖2 數控液壓伺服系統結構框圖
電液伺服閥實現了電液信號的轉換和液壓功率放大兩個功能,故電液伺服閥在伺服系統中起橋梁作用,是系統的心臟。本文中位置伺服系統采用兩級電液伺服閥。
(2)雙閉環控制器設計。根據系統各項性能要求,設計了雙閉環控制結構。內環由電液伺服閥、伺服閥位移傳感器、模擬控制器構成;外環由閥控液壓缸、液壓缸位移傳感器、數字控制器和內環構成。內環用來調節電液伺服閥,由伺服閥控制進入執行機構的液體流量,從而改變執行機構的輸出速度。外環用來調節電液伺服作動器,使得液壓系統的執行元件液壓缸按照給定的輸入信號運動。
(3)滑塊微速蠕動控制裝置。在復合材料熱壓成形工藝中,滑塊速度需要慢速下行或者蠕動下行,以滿足復合材料在高溫壓制過程中可在模腔內流動的要求,完成復合材料的熱壓固化成形。在成形后期開模時,由于凸模將復合材料緊緊壓入凹模腔內,凸模上升時需要較大的開模力,同時上升速度必須非常慢,以避免成形工件的形狀發生撕裂或殘缺。根據上述要求,設計滑塊微速蠕動控制裝置來解決上述問題。
2.2.2 在線溫度精密控制技術
為解決多模具柔性化生產需要,復雜型腔模具加熱均衡問題是影響復合材料熱模具壓制成品率的關鍵問題。為此,設備中配備了溫度檢測傳感器,與PLC 構成溫度閉環控制系統,采用油加熱方式實現模具溫度的恒溫調節,實現了模具在線溫度精密控制,溫度控制在±3℃,滿足了用戶工藝需求。具體方法如下:
(1)加熱單元溫度閉環控制系統。由加熱器、PLC主控系統、溫度傳感器、移相觸發環節、整流器等構成。其實現過程為:電熱器加熱,溫度由熱電偶檢測變為電壓信號,送到PLC 的溫度控制模塊轉化為PLC 可識別的數字量,每個通道均細分為負偏差計算、控制算法和控制器輸出等單元。將系統給定的溫度值與反饋回來的溫度值進行比較,通過PLC 的PID 控制加熱時間,從而實現加熱單元溫度閉環控制。PID 控制時和自動調諧時電加熱的動作情況如圖3 所示。自動調諧能夠自動設置動作方向、比例增益、積分時間、微分時間等重要參數。使用自動調諧功能就能獲得最佳的PID 控制。
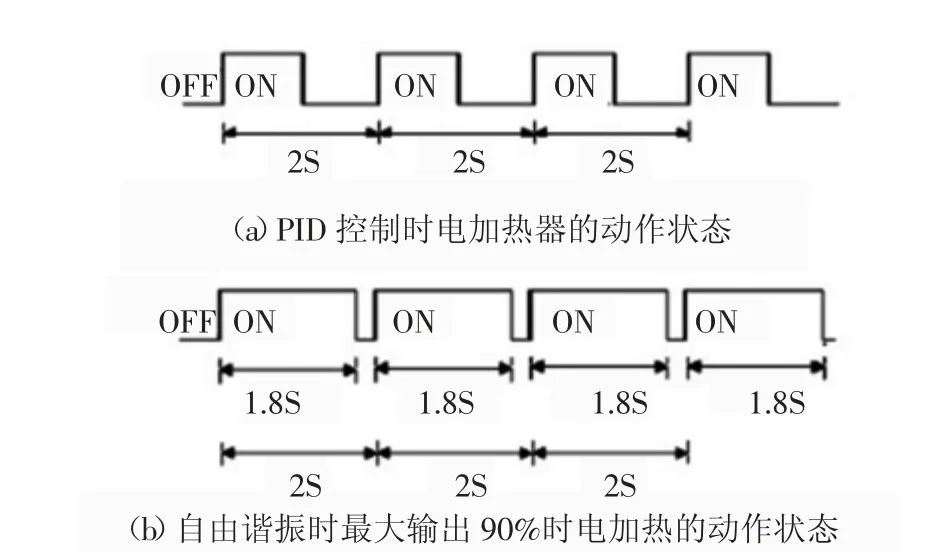
圖3 加熱器系統動作狀態
(2)PLC 溫度控制模塊系統。如圖4 所示為PLC溫度控制模塊系統框圖。每個模擬輸入都有其各自的模擬值調節(過濾、線性化、縮放比例),每個模擬輸出都可與一個控制器輸出或一個模擬值調節互連。
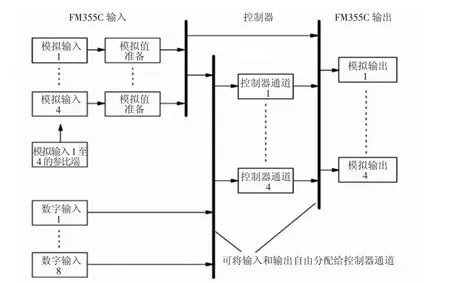
圖4 PLC 溫度控制模塊系統的方框圖
2.2.3 模具數據庫系統
為解決多模具柔性化生產的需要,可以采用數據庫技術,實現模具參數數據化,方便模具參數調整,縮減模具更換時間。此系統是由主機提供動力單元,在與不同模具結合時實現多種工藝動作要求。通過模具數據庫,實現模具參數的預存儲,方便用戶在模具更換中模具參數的設定,縮短模具更換時間,提高生產效率。如圖5 所示。
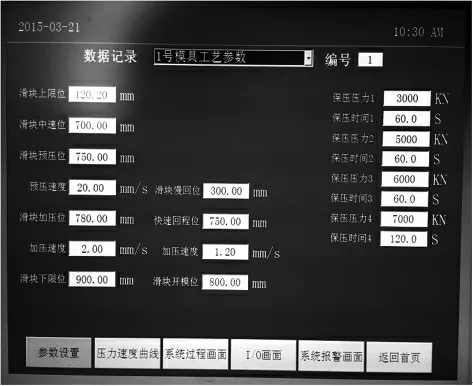
圖5 模具數據控制系統
2.2.4 廢氣收集處理系統
當復合材料熱壓成形設備熱壓多層復合材料時,其中的粘接劑將會釋放出某種氣體,它有刺激性氣味,不僅對操作人員有害,而且會在表面產生氣泡,影響加工質量,應及時排除。所以高速動車組列車復合材料熱壓成形設備在熱壓工藝中,需要增添廢氣排放工藝,熱壓成形工藝需要根據復合材料的材料及面積大小確定具體工藝。當面積較大時,相應熱壓中產生的廢氣也就較大,需要壓制中反復遞增滑塊行程。帶有排氣功能的SMC 專用液壓機電氣控制系統(發明專利號:ZL 201210311263.5),主要解決SMC 復合材料在熱壓成形過程中產生大量氣泡的問題。這些氣泡在一次加壓成形過程中不能有效排出,造成產品表面有鼓包或脹破現象。通過研發帶有排氣功能的SMC 專用液壓機電氣控制系統,可徹底排出SMC 復合材料熱壓過程中產生的氣泡,避免產品表面有鼓包或脹破現象。新增暢吸式廢氣脫害裝置,自動吸附廢氣。該系統大大提高了產品合格率,降低了產品成本,節約了原材料,同時也避免傳統復合材料零件生產中廢氣對工人的健康傷害,實現了綠色生產。
2.3 主要成果
該設備先后獲得國家授權專利3項,其中發明專利1 項(帶有排氣功能的SMC 專用液壓機電氣控制系統),實用新型專利2 項(一種框架液壓機滑塊上極限緊鎖裝置;四柱液壓機伸縮式立柱保護罩)。
2.4 經濟效益分析
復合材料熱壓成套設備技術水平先進,具有完全自主知識產權,和國際同類產品技術水平相當,價格適中,性價比高,節能環保。復合材料熱模壓成套設備的研制成功,顯著提升了我國復合材料裝備制造業的自主創新能力和市場綜合競爭力,推動了我國復合材料熱壓成形技術的發展,具有廣闊的市場前景,經濟和社會效益顯著。該產品也是企業重要利潤增長點產品之一。尤其在產品升級數字化控制技術后更加獲得客戶認可,2020 年該產品累計獲得銷售收入4500 萬元,累計稅金270 萬元,實現利潤320萬元。
3 展望
該產品應用先進的數控技術,提高了設備的生產效率,降低了生產能耗,改善了生產環境,可廣泛應用于航空航天及高速列車等工業領域。未來,該設備將在遠程監控、實時記錄,無人化生產線等方面有很大發展,可以實現產品遠程控制、診斷檢修以及全自動無人化生產的目標。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
家庭影院技術(2017年9期)2017-09-26 03:41:45