異種鋼軌氣壓焊接頭的顯微組織與力學性能
2022-02-02 10:18:00唐充,戴虹,謝航
電焊機 2022年12期
唐 充,戴 虹,謝 航
西南交通大學 材料科學與工程學院,四川 成都 610031
0 前言
重載鐵路是國家經濟命脈,重載線路長,運輸任務重,運量大,對鋼軌及焊接接頭的性能提出了更高要求[1]。目前國內外重載線路主要采用焊接性良好的珠光體類鋼軌,而貝氏體類鋼軌具有更高的強韌性和耐磨性,其使用壽命較珠光體類鋼軌更長,在轍叉線路上已得到推廣運用[2-3]。
氣壓焊為固相壓力焊接,是我國鐵路建設中用于鋼軌現場焊接的一種主要焊接方法,在一定的焊接溫度、時間和擠壓變形作用下,鋼軌待焊界面的金屬會發生原子擴散,繼而發生交互結晶和動態再結晶[4-6],從而實現冶金結合。相較于其他鋼軌焊接方法,氣壓焊接頭組織為鍛造組織,在頂鍛過程中雜質會被擠出焊縫,理論上不會產生氣孔和夾渣缺陷,由于溫度梯度不大,對裂紋缺陷不敏感且內部偏析對焊接接頭質量影響較小[7-8]。異種鋼軌材料由于在待焊界面存在成分梯度,在待焊界面一定區域發生元素均勻化擴散,在近縫區還會形成一定寬度的焊接擴散層。為了推廣應用貝氏體鋼軌,需要解決高強耐磨貝氏體/珠光體鋼軌高品質異種鋼軌固相焊接性問題,但國內外尚無文獻報導,成為制約工程應用的瓶頸難題。
本文采用氣壓焊焊接75N U20Mn鋼軌和U95Cr鋼軌,采用OM、SEM、EDS、拉伸、硬度和沖擊測試方法研究接頭焊縫組織和力學性能,為貝氏體鋼軌工程應用提供技術支撐。
1 試驗條件和方法
1.1 試驗材料
試驗材料為包鋼集團生產的75N貝馬復相U20Mn鋼軌和攀鋼集團生產的75N珠光體U95Cr鋼軌,其化學成分及力學性能如表1、表2所示。

表1 U20Mn貝馬復相鋼合金元素化學成分及性能[9]Table 1 Alloying element composition of U20Mn Bemar multiphase steel

表2 U95Cr珠光體鋼合金元素化學成分及性能Table 2 Alloying element composition of U95Cr pearlitic steel
1.2 試驗方法
采用GPW-1200(75)氣壓焊軌機焊接試樣,焊接工藝參數如表3所示。焊后對接頭進行取樣,接頭外觀及取樣位置示意如圖1所示,其中矩形邊框為沖擊試樣,圓形為拉伸試樣,其余為金相試樣。拉伸試樣和沖擊試樣尺寸如圖2所示。

表3 U20Mn/U95Cr鋼軌氣壓焊焊接工藝參數Table 3 Process parameters of U20Mn/U95Cr gas pressure welding

圖1 U20Mn/U95Cr氣壓焊接頭及取樣示意Fig.1 U20Mn/U95Cr gas pressure welded joint and sampling diagram

圖2 沖擊及拉伸試樣尺寸Fig.2 Impact and tensile specimen dimensions
接頭金相試樣經機械研磨拋光、4%硝酸酒精腐蝕后,采用蔡司Alm光學顯微鏡、jsm-it500掃描電子顯微鏡進行界面組織特征觀察與分析。經機械研磨拋光、Lepera試劑腐蝕后,采用DMI 8光學顯微鏡觀察金相組織形貌。采用HVS-30數顯維氏硬度計以焊縫為中心每隔0.5 mm測試硬度值(經轉換得到布氏硬度值),采用DNS300電子萬能試驗機和JBN-300沖擊試驗機進行拉伸和沖擊試驗。
2 試驗結果及分析
2.1 接頭宏觀和微觀特征
U20Mn/U95Cr氣壓焊接頭不同部位(軌頂、軌頭下顎、軌腰三角區、軌底和軌底腳)的金相組織如圖3所示。可以看出,軌頂、軌頭下顎、軌腰三角區、軌底三角區的焊縫為清晰平直細線,在電鏡下可以觀察到焊縫處無孔隙,形成大量共同晶粒,接頭成形良好(見圖4);而軌底腳焊縫不同,局部有模糊較粗黑線,在電鏡顯微鏡下可以觀察到焊縫處存在大量顯微孔洞,僅形成少量共同晶粒(見圖5),表現為部分未焊合[10]。
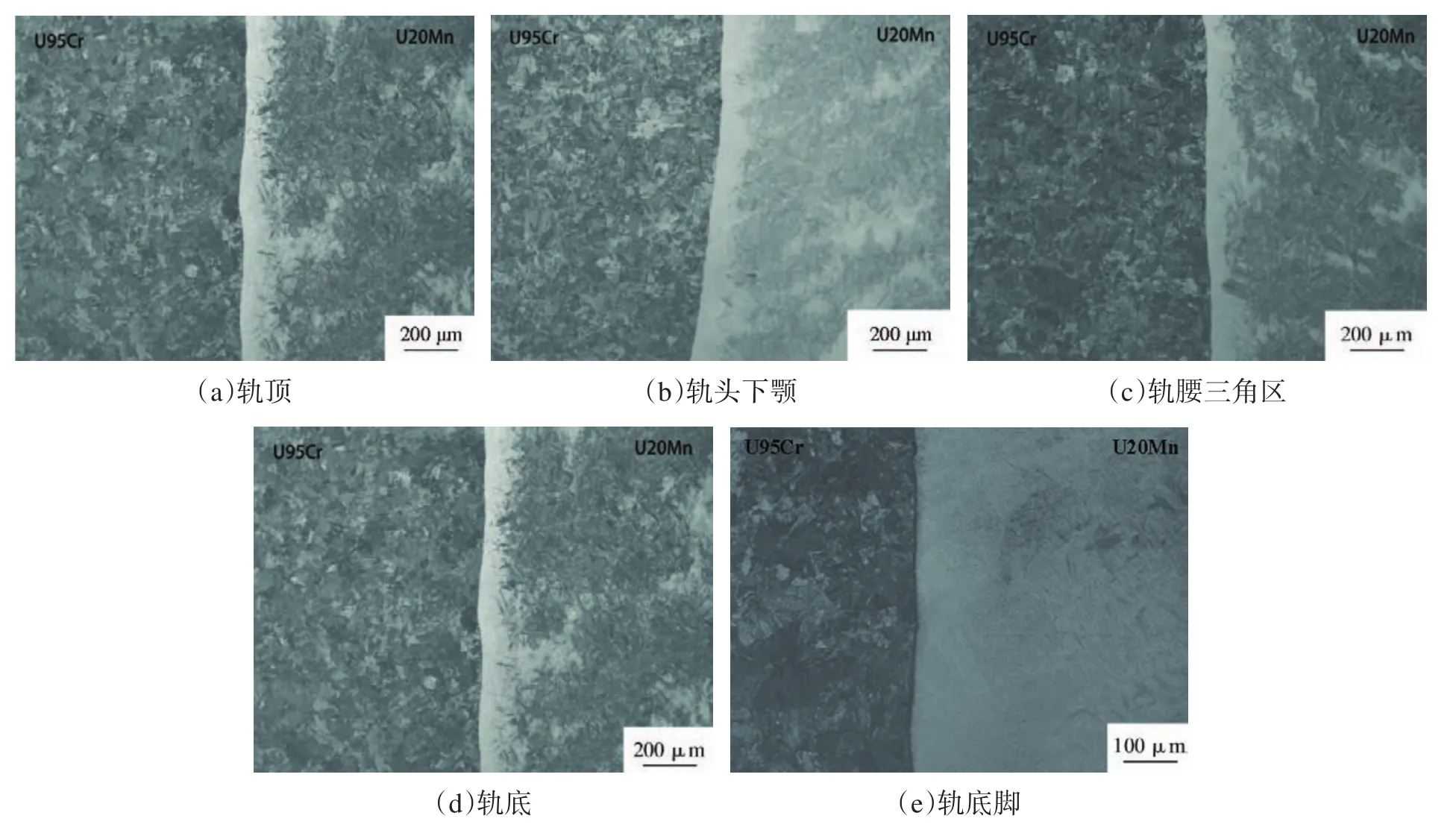
圖3 U20Mn/U95Cr氣壓焊接頭焊縫組織Fig.3 Weld microstructure of U20Mn/U95Cr gas pressure welded joint

圖4 U20Mn/U95Cr氣壓焊接頭軌頂焊縫組織Fig.4 Microstructure of rail top weld of U20Mn/U95Cr gas pressure welded joint

圖5 U20Mn/U95Cr氣壓焊接頭軌底腳焊縫組織Fig.5 Weld structure of rail foot of U20Mn/U95Cr gas pressure welded joint
為了確定接頭金相組織中平直細線焊縫界面的焊合情況及組織形貌,采用掃描電子顯微鏡觀察圖3a所示的焊縫界面及近縫區組織特征如圖6所示,焊縫及近縫區可細分為4個小區:U20Mn焊縫區(U20MnWZ)及U20Mn側近縫區(U20MnHAZ)、U95Cr側近縫區(U95CrHAZ)、U95Cr側焊縫區(U95CrWZ)。將其放大觀察如圖7所示,U95CrWZ與U95CrHAZ的組織相同,均為片狀珠光體形貌,但U95CrWZ的珠光體片間距較寬。U20MnWZ與U20MnHAZ的組織形貌和元素分布情況則有所不同,U20Mn/U95Cr氣壓焊接頭焊縫界面U20Mn側掃描位置如圖8所示,各掃描面成分如表4所示。C元素含量在U20MnWZ較高,Mn、Cr、Si、Fe元素含量差異較小,表明C元素在溫度和壓力的共同作用下,由焊縫金屬U95Cr高碳側擴散到U20Mn低碳側,進而形成了U20MnWZ小區;圖7b、7c是經Lepera試劑侵蝕后對應位置的金相圖,可見在U20MnWZ區域馬氏體組織含量占比較大,采用photoshop軟件對彩色金相進行處理并統計,結果顯示U20MnWZ區域馬氏體含量為66.2%,貝氏體鐵素體含量為33.8%,而在U20MnHAZ區域貝氏體鐵素體含量為66.8%,馬氏體含量為33.2%;雖在彩色金相中未觀察到明顯的殘余奧氏體(RA),但由于貝氏體是由貝氏體鐵素體板條(BF)、薄膜狀殘余奧氏體(RA)及亞片條間分布的粒狀碳化物(ε)組成,且馬氏體具有轉變的不徹底性,所以必然存在少量殘余奧氏體(RA),在掃描電子顯微鏡下即可看到(見圖7f)。因此,U20MnWZ區域與U20MnHAZ區域形貌差異在于各相所占比例不同,U20MnWZ區域較U20MnHAZ區域馬氏體含量提升33%,主要由馬氏體(66.2%)及貝氏體鐵素體(33.8%)組成。

圖6 U20Mn/U95Cr氣壓焊接頭焊縫及近縫區細分小區Fig.6 Subdivision of weld and near weld area of U20Mn/U95Cr gas pressure welded joint
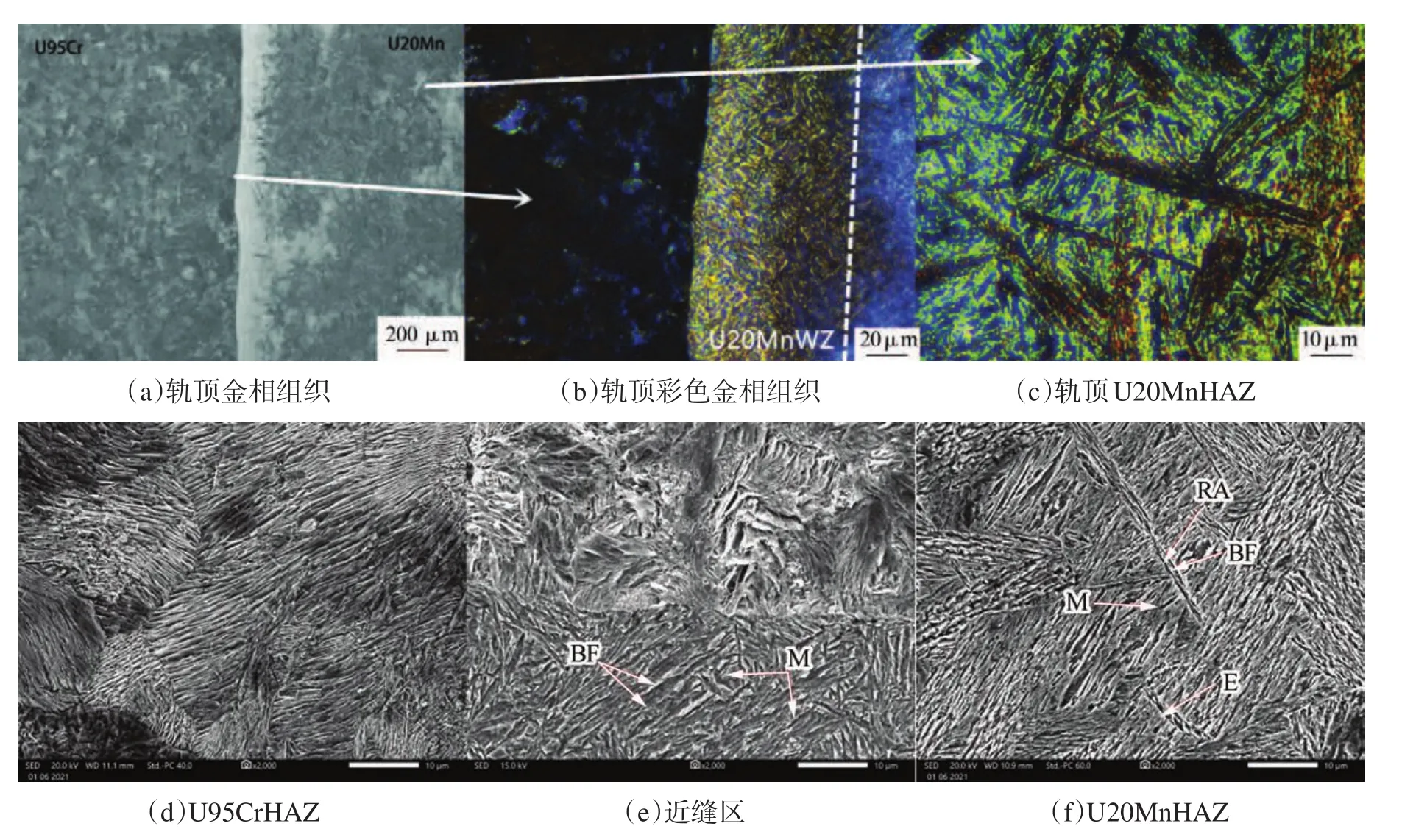
圖7 U20Mn/U95Cr氣壓焊接頭WZ及HAZ組織顯微結構Fig.7 Microstructure of WZ and HAZ of U20Mn/U95Cr gas pressure welded joint
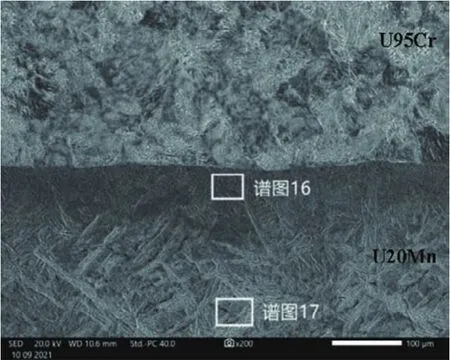
圖8 U20Mn/U95Cr氣壓焊接頭焊縫界面U20Mn側掃描位置Fig.8 Scanning position of U20Mn side of weld interface of U20Mn/U95Cr gas pressure welded joint

表4 各掃描面成分(質量分數,%)Table 4 Components of each scanning surface(wt.%)
溫度和壓力在焊接過程中對接頭焊縫金屬作用最大,隨著溫度的升高,結合界面形變抗力降低,在壓力的共同作用下待焊端面密貼占比加大;與此同時,原子在溫度的作用下達到躍遷所需要的激活能,在界面處發生躍遷、相互擴散形核,不斷消除顯微孔洞最終形成共同晶粒,如圖9a所示;圖9c能譜分析結果直觀地反映出各元素發生了擴散,C元素含量由U95CrWZ向U20MnWZ呈連續下降趨勢,Mn、Cr元素含量呈連續上升趨勢,表明焊縫金屬界面發生了相互擴散,進而形成了良好的冶金結合。

圖9 U20Mn/U95Cr氣壓焊接頭焊縫界面組織特征及元素分布Fig.9 Microstructure characteristics and element distribution of weld interface of U20Mn/U95Cr gas pressure welded joint
2.2 硬度試驗
U20Mn/U95Cr氣壓焊焊接接頭硬度試驗結果如圖10所示,U95Cr側平均硬度值為348 HB,各點硬度值相差不大;U20Mn側平均硬度為378 HB,而U20MnWZ區域硬度值為500 HB,差異較大,這是由于U20MnWZ馬氏體組織較多,而馬氏體為硬脆相,其硬度值顯著提高。

圖10 U20Mn/U95Cr氣壓焊接頭金相硬度測試結果Fig.10 Metallographic hardness test results of U20Mn/U95Cr gas pressure welded joint
2.3 拉伸試驗
焊接接頭拉伸試驗結果如表5所示,拉伸斷口形貌及斷裂位置如圖11所示,紅色虛線為焊縫(見圖11b),斷口由纖維區、放射區、剪切唇組成,呈塑性斷口特征。接頭斷裂位置全部位于U95Cr側熱影響區(見圖11b),存在明顯的塑性變形,這是由于U95Cr側熱影響區晶粒發生一定程度的長大,進而軟化所致,接頭抗拉強度平均值為961 MPa,目前異種鋼焊接性能尚無標準要求,參照TB/T1632.4《氣壓焊接》標準[11],接近TB/T 1632.4標準Rm≥980 MPa的要求,延伸率均值為8%,滿足TB/T 1632.4標準A≥6%的要求,而未斷于焊縫說明焊接界面處的抗拉強度大于該值,具有較高的結合強度。

表5 U95Cr/U20Mn氣壓焊接頭拉伸試驗結果Table 5 Tensile test results of U95Cr/U20Mn gas pressure welding joint
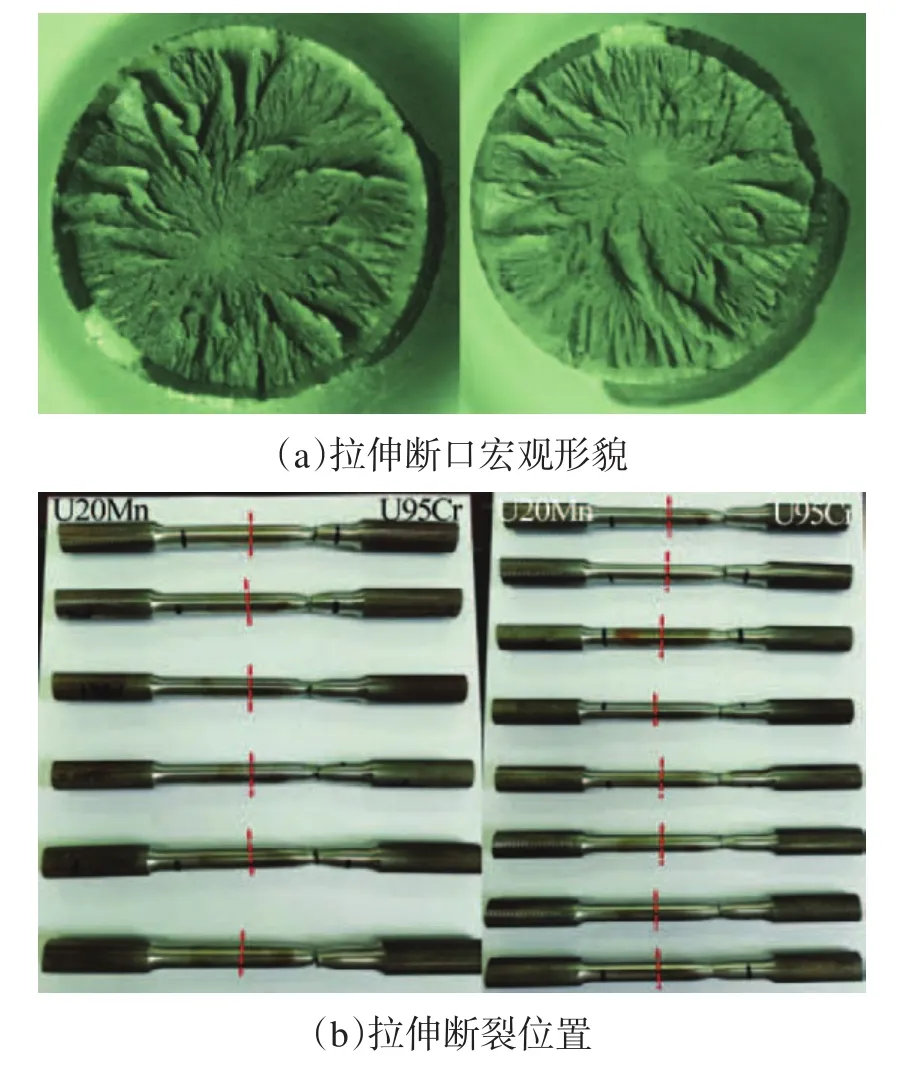
圖11 U20Mn/U95Cr氣壓焊接頭拉伸斷口宏觀形貌及斷裂位置Fig.11 Macro morphology and fracture location of tensile fracture of U95Cr/U20Mn gas pressure welding joint
2.4 沖擊試驗
U20Mn/U95Cr氣壓焊接接頭沖擊試驗結果如表6所示,沖擊試樣的沖擊功總平均值為4.1 J,未滿足TB/T 1632.4標準AKV≥6.5 J的要求。接頭沖擊宏觀斷口為脆性斷口(見圖12a),圖中a處為凹凸區,b處為平滑區,凹凸區面積所占比例為95%,平滑區面積所占比例為5%,凹凸區對應微觀形貌見圖12c,為典型的解理斷裂形貌,平滑區對應微觀形貌見圖12d,為準解理斷裂形貌,表明焊縫界面兩側材料發生了冶金結合。

表6 U20Mn/U95Cr氣壓焊接頭的沖擊試驗結果Table 6 Impact test results of gas pressure welding joint on U20Mn/U95Cr
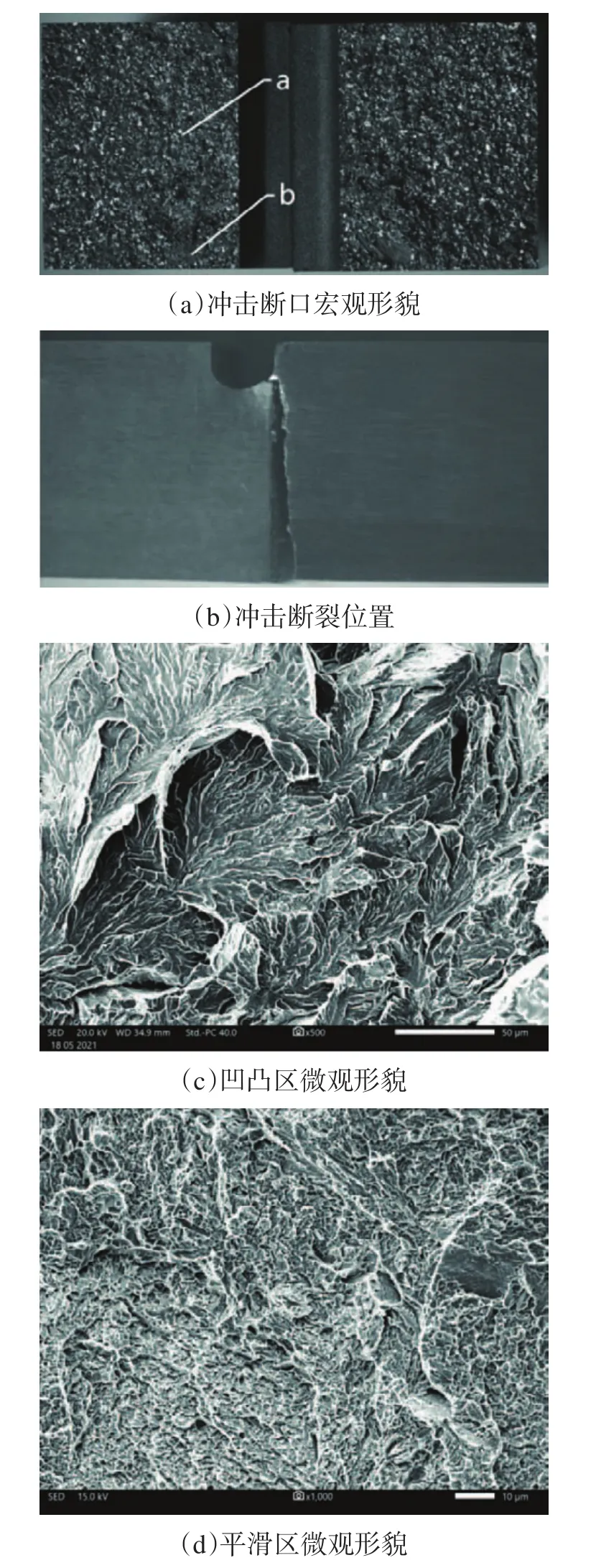
圖12 U20Mn/U95Cr氣壓焊接頭沖擊斷口組織形貌及斷裂途徑Fig.12 Microstructure and fracture path of impact fracture of U20Mn/U95Cr gas pressure welding joint
3 分析與討論
氣壓焊作為塑性壓力焊接,其冶金結合過程是在加熱加壓過程中發生界面的原子的互相擴散、顯微孔洞消失,最終形成共同晶粒。結合試驗結果可知,在非軌底腳部位(見圖9a),接頭能夠在焊縫處形成大量共同的細小晶粒,無顯微孔洞,元素擴散均勻,表明在表3工藝下能夠實現U20Mn和U95Cr鋼軌的冶金結合;但在軌底腳處,由落錘斷口斷面(見圖13)可以看到,僅在軌底腳處發現了光斑缺陷,占整個斷口面積的4%,而未見光斑缺陷的部位占整個斷口面積的96%,進一步說明軌底腳部位較其余部位焊合情況較差。

圖13 U20Mn/U95Cr落錘斷口Fig.13 U20Mn/U95Cr drop hammer fracture
而在焊縫及近縫區兩側的4個區域中,U95CrWZ較U95CrHAZ珠光體片層間距稍寬,會略微降低焊縫區域的各項力學性能;U20MnWZ受到C元素擴散的影響,主要由馬氏體(66.2%)及貝氏體鐵素體(33.8%)組成,馬氏體含量較U20MnHAZ側增多33%,會使U20MnWZ區域的強度和硬度升高,塑性和韌性降低,在金相硬度試驗中可以看到U20MnWZ的硬度值最高為500 HB。在沖擊試驗中,接頭平均沖擊韌性較低為4.1 J,整個斷口區域形貌為解理斷裂與準解理斷裂形貌結合,表明焊縫界面兩側材料發生了冶金結合;在拉伸時,由于高強度鋼存在軟化問題,熱影響區的晶粒組織會發生一定程度長大,形成軟化區,而本試驗中拉伸試樣斷裂位置全部位于U95CrWZ區域,接頭抗拉強度平均值961 MPa,延伸率8%,說明接頭強度較U95CrWZ軟化區更高。
4 結論
(1)采用文中的氣壓焊接工藝,能夠實現75N U20Mn貝氏體鋼和U95Cr過共析珠光體鋼(占96截面面積)異種鋼焊接,焊縫界面無冶金缺陷,接頭特征可細分為U20Mn側焊縫區和近縫區、U95Cr側焊縫區和近縫區4個區域,C、Mn、Cr等元素固態下在焊縫區相互擴散,發生冶金結合,形成了大量共同的細小晶粒;但軌底腳(占4%截面面積)的焊合情況較接頭其他部位差。
(2)U20MnWZ區域受到元素擴散的影響,較U20MnHAZ區域馬氏體含量增多33%,組織主要由馬氏體(66.2%)及貝氏體鐵素體(33.8%)組成,其顯微硬度最高為500 HB。
(3)接頭焊縫部位沖擊韌性4.1 J,斷口區域形貌為解理斷裂與準解理斷裂形貌;接頭強度平均值961 MPa,延伸率8%,斷裂全部位于U95Cr側HAZ區域。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
制造業自動化(2017年2期)2017-03-20 14:26:13
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
