圓珠筆頭用不銹鋼絲制造過程及微觀結構變化
2022-02-08 00:52:54車德會
中國制筆 2022年4期
關鍵詞:不銹鋼
車德會
太原鋼鐵集團有限公司 山西省太原市 030003
1 前言
筆在人類文明史中扮演著重要的角色,是文化傳承與傳播不可或缺的工具。從燧石刻甲骨、羊毫潤竹簡、鋼筆書中外到如今的圓珠筆成為辦公與學習的重要記錄工具,筆一直伴隨在我們身邊。總之,筆的演進過程也承載著每一個時代的科技水平,包括其設計以及材料的發展。自十九世紀,歐洲人發明了圓珠筆并實現了廉價制作的民用化制作工藝,開啟了圓珠筆時代的先河。在二十世紀中葉圓珠筆開始傳入我國,起初采用的是銅質的圓珠筆頭材料,直至上世紀九十年代時,我國的制筆行業還處于平穩發展的過程,原材料、裝備以及工藝均可以實現國產化。隨著世界科技水平的不斷快速發展,發達國家研發出了用戶使用體驗更優的不銹鋼質的圓珠筆頭材料,更精密更高效的筆頭加工機床和中性啫喱墨水,使圓珠筆使用壽命、墨水的順滑度等得到了較大的提升,解決了之前銅筆頭使用壽命短、易掉珠、與中性墨水匹配不佳等問題。這種先進的材料和設備無論從產品質量還是生產效率方面,都快速替代了傳統材料和生產裝備。匹配的中性墨水也顯著提升了書寫感受,加上低廉的價格,迅速占領了鋼筆的大部分市場。幾年時間,圓珠筆市場占有率很快達到80%以上,形成了近幾十年書寫工具的圓珠筆時代。其中,圓珠筆頭用不銹鋼材料開始長達30 年依賴進口的時期,并且進口材料的資料完全查詢不到,國外生產商在生產工藝方面對外完全保密。
我國是世界上最大的圓珠筆生產國和消費國,年產圓珠筆約150 億支,但作為原材料的高端圓珠筆頭用易切削不銹鋼材料曾長期依賴進口,屬于典型的“卡脖子”材料。
2 國內外生產現狀
圓珠筆頭無法實現國產化,一直是國內的制筆企業撓頭的事情,一直承受著國外進口材料高昂的售價,以及進口運輸經常無法及時交貨等問題。圓珠筆筆頭材料的窘境也受到了中央領導的重視,2016 年李克強總理更是發出了“圓珠筆之問”,并關注了太鋼圓珠筆頭用鋼的產業化進展。
太鋼人進行了上百次的冶煉、軋制、熱處理、冷拔加工試驗,失敗了就查找原因,分析現有工藝路線和裝備能力問題,克服了重重困難,攻克了多項關鍵技術,終于在2017 年1 月,成功研制出了用戶可接受的圓珠筆頭用不銹鋼絲,并牽頭制定了圓珠筆頭用不銹鋼絲的冶金行業標準。太鋼的圓珠筆頭鋼團隊并沒有停住腳步,關注到國內外的環境友好材料的發展和要求,進一步改進化學成分,進而繼續開發出了無鉛環保型的新一代圓珠筆頭用不銹鋼材料,并且不斷的工藝優化,在產品精度、切削性能和質量的穩定性方面均獲得了進一步的提升。目前太鋼生產的圓珠筆頭材料制作的圓珠筆頭切削精度、粗糙度以及刀具磨損情況均與進口材料水平相當,如(圖1)所示,并且通過了SGS 的RoHS 有害元素認證報告,環保指標領先進口材料。
太鋼的新型環保圓珠筆頭用不銹鋼材料在2019 年開始批量投放市場以來,迅速獲得了用戶的認可,銷售量快速提升,近三年連番5 翻,2021 年的國內市場占有率達40%。
3 圓珠筆頭用不銹鋼的設計思路
看起來并不起眼的圓珠筆頭實則內部結構復雜精密,完全采用機床切削加工而來,去除金屬體積高達50%(筆頭剖面及細節如圖2 所示),同時要滿足高切削速度(20000 rpm)和高加工精度(2 μm)。所以這種強度的切削不是普通鋼材,甚至不是普通的易切削鋼材可以勝任的。若采用不含有輔助切削元素的常用易切削不銹鋼材料會顯著增加材料的切削加工難度,造成生產出來的圓珠筆頭產品尺寸不穩定、機床加工刀具快速磨損,甚至無法繼續加工等問題。而對于制作一個環保型圓珠筆頭來說,能夠持續的切削加工,還是保證達到基本的尺寸精度,也是關鍵的要求。所以必須開發一種更加易切削的不銹鋼。
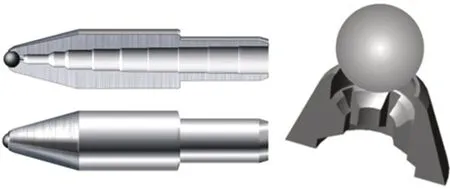
圖2 圓珠筆頭剖面結構及端部細節
之所以圓珠筆頭用鋼可以承受機床的切削,因其內部的微觀組織結構與普通的鋼材不同。普通的鋼材追求力學性能等,對其微觀組織的純凈度要求很高,而易切削的鋼材需要在其微觀結構上進行改造,添加一些微小且彌散分布的非金屬結構組分,使鋼材微觀上看起來減少了金屬的連續性,變得像一張立體的金屬網。當刀具切割到這些網孔重的非金屬組分結構的時候,變得非常容易切開,金屬網狀結構也難以抵擋刀具的力量。這就是易切削鋼的基本原理,如(圖2)示意圖所示,類似于打孔虛線紙更容易從虛線處撕開的設計,如(圖3)左圖所示。當我們撕扯打孔后的紙張,會更容易沿著打虛線空的地方撕開。(圖3)右圖為圓珠筆頭剖面顯微照片,其中黑色的斷斷續續地長條即為非金屬夾雜物,也是切削相,起到切削過程降低切削力的作用,使金屬(圖3 右重白色部分)更容易斷開。
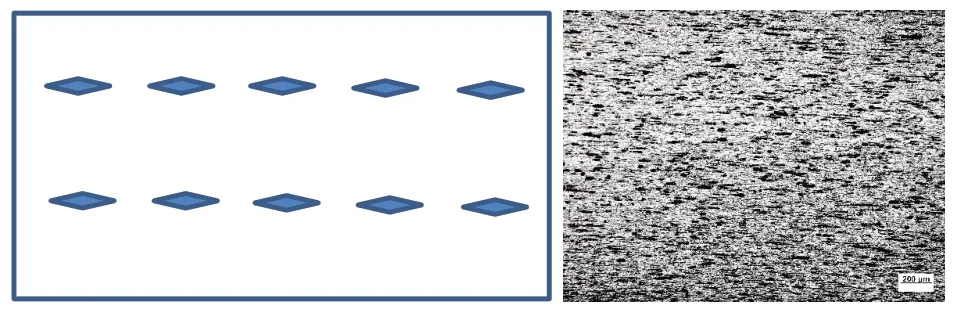
圖3 虛線紙的示意圖(左)及實際圓珠筆頭鋼絲的金相照片(右)
近年來,隨著各國加強保護環境和愛護健康方面的倡導,人體可能直接接觸的消費品均對鉛含量提出了限量要求,如美國HR4040(美國生效消費品安全改進法案)、歐盟REACH 法令、我國文具最新要求(GB 21027-2020 學生用品的安全通用要求),其中對鉛(Pb)含量要求低于90 ppm。與人體可能直接接觸使用的消費品無鉛化從趨勢變為硬性標準。為響應國際國內對文具用品的環保要求,更多的關注環保,守護健康,開發環保無鉛的圓珠筆頭用不銹鋼產品是不銹鋼企業義不容辭的責任。
太鋼在2016 年參加了“十三五”國家重點研發計劃中的制筆項目,承擔新一代環保型無鉛圓珠筆頭用不銹鋼的研制、產業化應用及示范生產線建設的任務。通過自主創新,設計開發出了一種兼具優異切削性能和耐蝕性能的新一代環保型無鉛筆頭用超易切削不銹鋼,并提前超額完成了項目要求環保、切削及市場化應用等指標,整個科研項目也獲得了多項研究成果[1-4]。
基于多元素耦合提高易切削性能的技術思想,采用一種可入藥的環保元素鉍元素替代鉛元素作為輔助切削助劑的無鉛成分設計思路。創新的采用純凈鐵水、純凈合金為原料,避免采用廢鋼原料和常規低品位合金冶煉可能帶入外來有害物質造成的質量負面影響,該技術方案確保了成分的環保性,符合目前最嚴格的文具消費品要求。
通過上百次的試驗驗證和研究,成功將圓珠筆頭用鋼從中間試驗室生產線成功推向更具規模且更穩定的大生產工藝路線,遠超項目制定的千噸級生產線的生產能力。實現了圓珠筆頭用鋼更靈活更高效更規范的管理、生產和流通。
4 圓珠筆頭用鋼絲的生產過程
一顆圓珠筆頭雖然僅有0.1 g 重,但其成分組成卻較為復雜,含有多種合金元素,最初可能來源于不同地區的不同的礦石,其中的鉻元素可能來自于土耳其的礦山,其中的鉬元素可能來自于遼寧省的楊家杖子礦山,鐵元素可能來自于山西省嵐縣礦山等等。煉鐵過程還需要焦炭,煉鋼過程還需要石灰、石英石等礦物,均來自于不同地區大自然的饋贈。將鐵礦和煤炭裝入上萬噸的高爐,熔煉出鐵水,鐵水再精練成鋼材,鋼材再經過熱軋和冷拔就可以制作出圓珠筆頭用的鋼絲,鋼絲切成小筆頭柱坯,通過機床加工成圓珠筆頭。
做好一顆看似普通的圓珠筆頭,實則需要高精密尺寸、高切削性能、高耐蝕性能、高書寫性能等多方面的要求,這些影響到消費者切身使用體驗的關鍵點主要集中在圓珠筆頭這種超易切削不銹鋼材料上。從一段12mm 長的實心不銹鋼絲制作成結構復雜精密的圓珠筆頭完全依靠切削加工,非金屬夾雜物在這一過程中起了至關重要的作用。
4.1 高爐出鐵
太鋼的筆尖鋼采用高爐冶煉的純凈鐵水作為鋼水母液原料(圖4)。高爐中采用礦石和焦炭層層鋪疊,在高爐下方吹熱風提高高爐內部溫度,促使焦炭和鐵礦石發生反應,這就是高爐內部的著名的三個反應方 程 式:C+O2= CO2( 點燃)、CO2+C=2CO(高溫)、3CO+Fe2O3=2Fe+3CO2( 高溫),這樣就從鐵礦石中還原出了熱鐵水。太鋼擁有三座高爐,容積分別為4350m3,每天出鐵量可達6000 余噸,作為后續各種鋼材的原料。圓珠筆頭用鋼也是采用這其中的鐵水作為原料。

圖4 冶煉鐵水高爐示意圖
4.2 鋼水冶煉
太鋼圓珠筆用鋼采用純凈鐵水作為母液原料的獨特冶煉方式具有更多的優勢,太鋼煉鋼工藝如(圖5)所示,其中免去了采用各種廢鋼為原料融化后帶入鋼中一些不該有的雜質,影響鋼材品質。
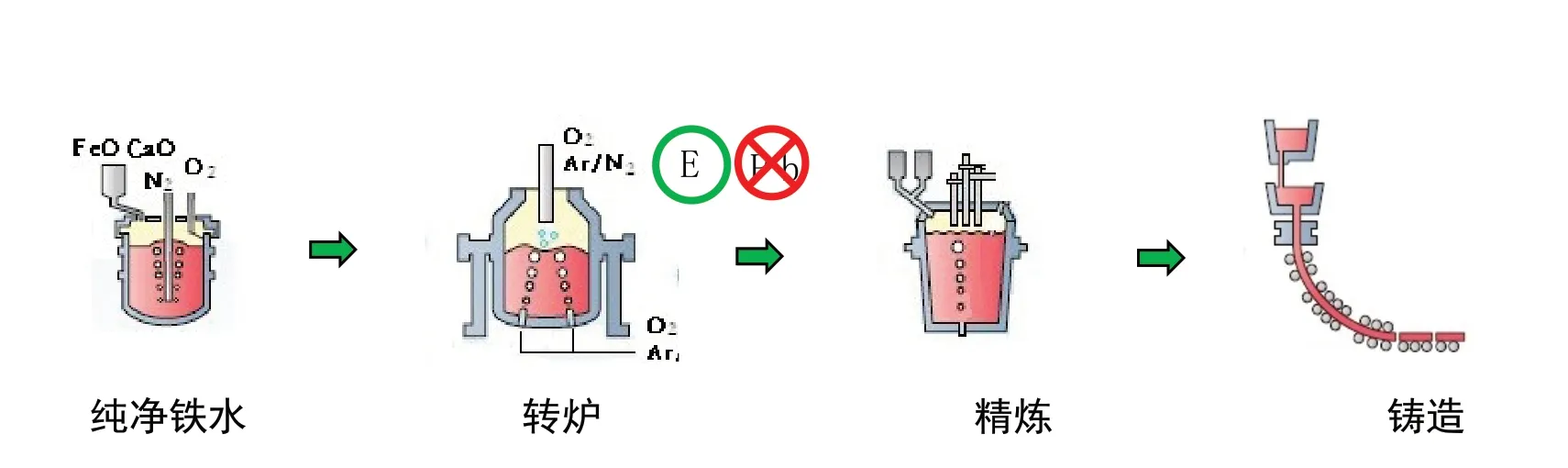
圖5 太鋼圓珠筆頭用不銹鋼的冶煉工藝
高爐鐵水先進入煉鋼廠的預處理車間,對鐵水中順帶還原出來的Si、P 和S 元素進行初步的去除,降低至鋼材的要求范圍之內。然后鐵水裝入太鋼特有的K-OBM-S 高效轉爐,所謂轉爐就是會轉的熔煉爐,爐口可以朝向多個方向轉動。因鐵水中含有較高的C 元素,轉爐通過吹氣管向鐵水中吹O2和Ar 氣,氧氣氧化鋼水中的C 元素產生大量的熱量,使鐵水溫度升高,此時可以加入很多冷的合金元素,如鉻、鉬等,它們會在熱鐵水中快速的熔化,與鐵水混合,完成合金化。Cr 和Mo 元素是高耐蝕不銹鋼的必備元素。在轉爐這個過程要把大部分的合金元素加入其中,隨著氧氣不斷氧化鐵水中的C 元素,當C 元素足夠低的時候,鐵水就變為鋼水。之后,鋼水從轉爐中倒入一個90 噸容量的大鋼包,可以理解為一個裝鋼水的巨型大杯子,不過是用耐高溫材料制作的。這個大鋼包是后續精煉過程主要容器,在精煉過程進行對鋼水內部進一步純凈化和成分精準控制,以及采用電極對鋼水的溫度的進行精準調整。然后就可以澆鑄成鋼坯了,澆出來恰好凝固,溫度太高的鋼水,凝固慢,會形成鋼坯內部凝固缺陷,鋼水溫度太低時澆鑄,可能會在澆鑄末期,鋼水溫度過低,提前凝固,無法完成全部澆鑄。所以這個過程也是影響鋼材質量的關鍵步驟,正常的澆鑄時鋼水溫度在1400℃以上。
此時澆鑄出來的鋼坯,其中的非金屬夾雜物呈現為圓球形,這是因為其在鋼水中的表面張力所致。如(圖6)所示,為鋼材放大1000 倍的顯微照片,可以看到其中的黑色圓球為非金屬夾雜物。
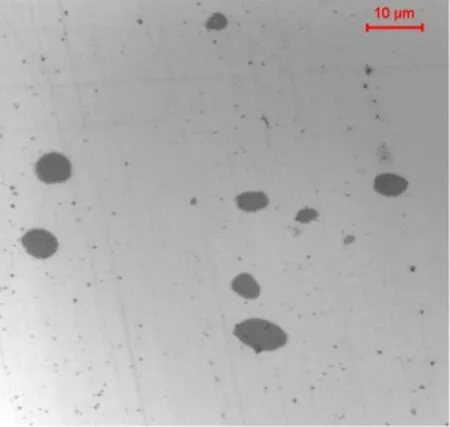
圖6 鑄態中的非金屬夾雜物形態
4.3 熱加工及冷加工
當鋼坯已經成型后,就是要通過熱加工及冷加工將鋼坯做成需要的規格尺寸。(圖7)為太鋼的圓珠筆頭用鋼材的加工工藝流程,其中鑄坯采用熱軋方式制作成盤圓,然后經過冷拔制成鋼絲,也可以延伸加工切割筆頭柱坯料。

圖7 太鋼筆頭用鋼材生產過程
4.3.1 熱軋
煉鋼廠澆鑄出來的鋼坯運送至軋材廠,送入軋材廠的加熱爐內,坯料尺寸橫截面接近為220 mm 的正方形,角部為圓弧過渡,長度可達3.5 m。鋼坯進行升溫軟化,一般需要升溫至1100 ℃以上,使鋼坯的高溫強度下降,也就是熱變形抗力進入較低的區間,這樣在常溫的軋機中限定尺寸的軋輥中穿梭后就可以被軋制成更小的橫截面的鋼材。經過多架軋機后最細可以軋制為Φ5.5 mm直徑的鋼材,最后經過一臺吐絲機,將高溫的細鋼條盤卷成盤圓。軋機裝備是2020 年新改造的裝備,采用了較為先進的技術,各項控制指標達到國際先進水平,更好的確保了鋼材的質量,(圖8 )為太鋼圓珠筆頭用鋼的新產線的軋機設備。

圖8 太鋼圓珠筆頭用鋼的軋機設備
鋼坯經過熱軋后,尺寸明顯拉長,橫截面顯著縮小,但因高溫過程軋制,其基體內的非金屬夾雜物并未獲得相應比例的拉長,這是因為高溫軋制過程中,金屬基體的流動性更好,而非金屬夾雜物適度的被拉長。此時的鋼材微觀組織已經出現了鋼材的各向異性,即非金屬夾雜物沿著軋制的方向適度的拉長排布,如(圖9)所示。

圖9 熱軋后的非金屬夾雜物顯微照片
4.3.2 冷拔
因軋材廠的設備限制,無法軋制為更細的線材,如果要制備比Φ5.5 mm 更細的鋼絲,則需要采用鋼材盤圓作為原料,在冷拔拉絲廠將盤圓拉細成需要尺寸的鋼絲。冷拔過程是在常溫下進行,將粗鋼絲穿過更小直徑的模具,通過機器旋轉拔出后,即變成一卷直徑更細的鋼絲。在這個過程中,鋼鐵材料的強度和硬度得以體現,而內部含有的非金屬夾雜物在強度和硬度方面弱于鋼鐵材料基體。所以在鋼絲拉長的過程中,非金屬夾雜物也得到了明顯的拉長,如(圖10)所示,此時便獲得了狀態最佳的圓珠筆頭用鋼絲。當機床的加工刀具沿著鋼絲縱向旋轉切削時,切割到非金屬夾雜物時,鋼材會更容易斷裂開,減小了切削力,降低了刀具的磨損,提升了切削的效率。
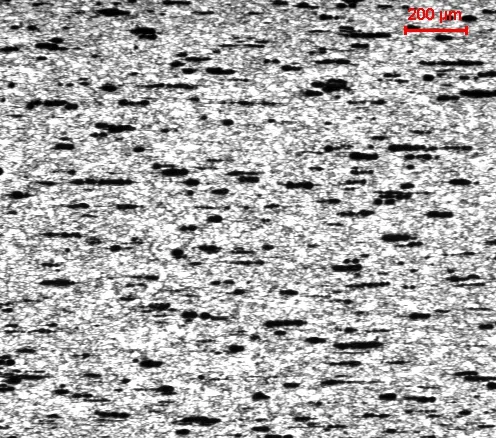
圖10 圓珠筆頭用冷拔鋼絲顯微照片
5 結語
綜上所述,以太鋼的生產工藝為例詳細介紹了圓珠筆頭用鋼絲的生產流程。當然,各個鋼鐵企業或者同一個鋼鐵企業內部不同的鋼廠的生產流程也不盡相同,主要的區別在于生產成本和質量控制兩個方面考慮,什么樣的鋼材在什么樣的生產線生產。太鋼是具有各種不同鋼材生產線的企業,其中圓珠筆頭用鋼材采用純凈鐵水為原料,鋼水冶煉過程不添加回收的廢鋼液,采用更為純凈的金屬合金作為原料調配成分,確保了鋼材的純凈。太鋼采用此條生產線的目的在于樹立了控制產品質量第一位的理念。此條生產線也圓滿完成了“十三五”國家重點研發計劃制定的建設千噸級生產示范線的標準要求。
太鋼采用此生產線的產品質量非常優異,為國產的圓珠筆頭用不銹鋼奠定了堅實的產業化基礎,該產線產品可實現80 rpm 顆筆頭的加工,廣受用戶好評,該項成果還獲得了中國輕工業聯合會技術發明一等獎等多個獎項。相信不遠的將來,太鋼圓珠筆頭用不銹鋼將獲得全球用戶青睞。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
