后輪罩同步成形動態摩擦應用研究
2022-02-14 12:07:18鄭德兵李明陽
模具工業 2022年1期
0 引言
傳統的整車系統研發注重前期產品性能,忽略后期的制造成本,性能改善缺乏宏觀的成本管控,致使前期設計無法完全滿足客戶需求,需要推行高效率、高質量、低成本的整車系統開發,探索具有特色的研發新方向。專業的同步成形仿真分析技術人員專門負責產品及工藝全生命周期精益化,縮短產品開發周期,減少設計變更數量和降低變更成本,實現產品全流程精益閉環管理
。
同步成形開發的目標是通過數值模擬評估零件成形質量,在開發前期識別零件的成形問題,這是在工業4.0框架內實現質量控制的第一步
,為此需要基于量產生產工藝環境提升模擬精度。較多關于工業零件的穩健性研究表明,摩擦環境是影響沖壓生產的重要因素之一,相對于材料性能參數或沖壓工藝設置的波動,摩擦條件對沖壓生產的影響更大
。
鈑金沖壓生產過程中,摩擦和潤滑條件是影響成形力、材料變形、模具使用壽命的關鍵因素,也嚴重影響沖壓件成形質量以及批量生產的穩定性
。目前行業內的鈑金成形仿真均使用固定數值的摩擦系數,限制了整體仿真精度,而實際量產中摩擦環境與局部壓力分布、沖壓速度、接觸溫度、板料塑性應變狀態、材料種類及鍍層、模具零件材料、潤滑油種類和涂油量、模具零件和板料的表面形貌等因素有關
。隨著沖壓速度的上升和沖壓次數的增加,板料和模具零件表面的溫度隨之升高,摩擦環境實時動態變化
,實際的摩擦系統并不是常數。
1 有限元模型
經過對大量的調研數據分析得知,料厚<0.8 mm的薄板深拉深軟鋼零件,在批量生產及切換不同批次原材料時,成形的實物有時出現過度減薄或開裂,而前期成形CAE分析無法識別此類成形問題。究其原因,在實際批量生產中,零件材料相對較軟,拉深深度深,材料流動量大,對摩擦條件尤為敏感,在摩擦系數動態變化的條件下,更容易發生超過成形極限而出現過度減薄甚至開裂的現象。
3.具體制度。具體制度是指經濟體制、政治體制、文化體制、社會體制等各項具體制度,各項具體制度是根本政治制度和基本制度發揮作用的有效途徑,是中國特色社會主義制度的重要組成部分,各具體制度全面協調、整體推進,著力推進建立和完善社會主義市場經濟體制,促進經濟又好又快發展;發展民主政治,建設社會主義政治文明;發展先進文化,推動文化大發展大繁榮;保障和改善民生,建設社會主義和諧社會。
由于該零件已經制造,模面磨損后與前期CAE分析的模面狀態存在較大差異,采用逆向工程技術對該零件模面數據進行反求設計,通過逆向測量和數據處理,重構了凸凹模3D模型,重建基于后輪罩拉深模的逆向模面數據和量產生產工藝參數的CAE模型,對CAE模型的成形過程進行數值模擬。選取5個不同批次的后輪罩量產件,分別測量測點位置的板料流入量及料厚。
基于后輪罩逆向模面數據以及量產工藝參數創建成形CAE分析模型,進行恒定摩擦與動態摩擦設置的仿真分析,對比恒定摩擦與動態摩擦的成形極限圖,并比較后輪罩量產件的板料流入量和減薄率。
仿真分析中,恒定摩擦系數設置為0.15,動態摩擦系數是與壓力、應變、速度和溫度相關的函數,通過動態摩擦模型,輸入板料和模具材料種類、板料和模具零件表面粗糙度以及潤滑油種類和油量,綜合計算得出。恒定摩擦模型的模擬過程中,摩擦系數是定值,而動態摩擦模型的摩擦系數隨著沖壓模擬過程動態變化。
2 量產數據處理
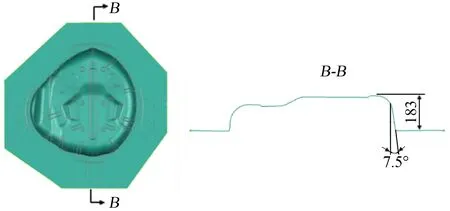
現選取某量產車型的后輪罩為研究對象,材料牌號為GMW2M-ST-S-CR3-HD60G60G-U,料厚為0.8 mm。沖壓有限元模面模型如圖1所示,該后輪罩型面復雜且曲率變化大,板料流動量大,拉深深度最深達到183 mm,側壁拔模角度最大為7.5°,周邊變形各不相同且變形程度不均勻,法蘭配合面有較高的平面度要求,成形難度大,是典型的復雜零件。
2.1 流入量測點布置
板料流入量是指從壓邊圈閉合到拉深結束過程中板料流入分模線的數值,板料流動狀態由板料流入量決定。板料的開裂和起皺、表面質量缺陷如扭曲、回彈、沖擊線和滑移線等對板料流入量敏感,后續工序模具的修邊模刃口和夾持器位置等也依據拉深板料流入量設計,所以板料流入量是連接成形CAE分析與現場調試的橋梁,是評判工序件成形狀態與CAE分析狀態是否一致的指標。
義與利者,人之所兩有也。雖堯、舜不能去民之欲利,然而能使其欲利不克其好義也。雖桀、紂不能去民之好義,然而能使其好義不勝其欲利也。故義勝利者為治世,利克義者為亂世。
恒定摩擦和動態摩擦的成形極限圖如圖5所示,圈中區域表示板料有開裂的風險,該區域的模擬結果處于臨界狀態,必須進行優化,圈中區域模擬的準確與否將影響前期的設計和工藝的規劃。
2.2 料厚測點布置
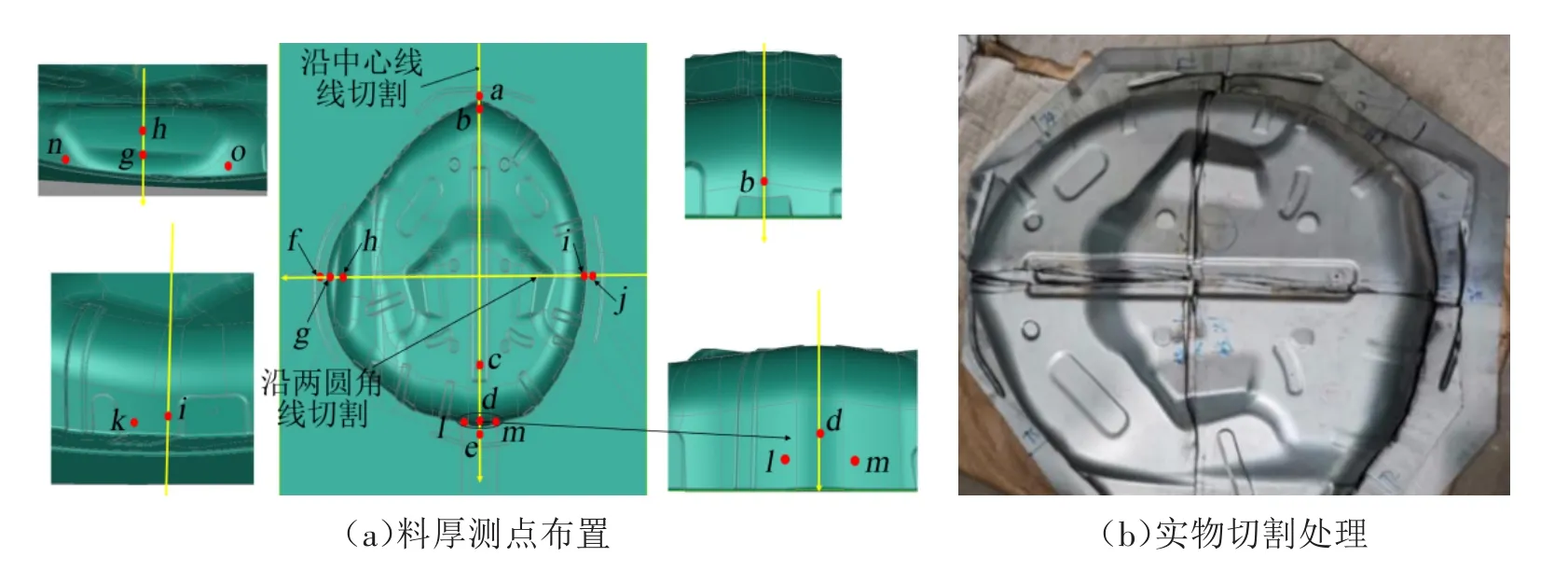
參考前期CAE板料減薄率結果及后續料厚測量的可操作性,減薄率測點分別布置在后輪罩拉深工序件縱向和橫向的中心線附近及側壁減薄率較大的區域,如圖3(a)所示,共15個測點,并對后輪罩量產件實物進行了切割處理,如圖3(b)所示。
鈑金沖壓成形CAE分析通常依據成形極限圖和減薄率判斷零件是否存在開裂和起皺等缺陷的風險,成形極限圖是定性評價,而減薄率是定量評價,都是評判鈑金沖壓成形性狀態的重要指標,該后輪罩減薄率標準要求≤22%,無開裂區域。
地下水經曝氣后pH值一般在6.0~7.5之間,Fe2+自然氧化速度較快;但Mn2+需pH值提高到9.5以上時自然氧化速度才明顯加快。在實際應用中常通過曝氣吹脫去除CO2和投堿方式提高pH值,但之后又需調低pH值,鐵錳最佳去除效果要求條件的不一致限制了該法的實際應用。
2.3 量產數據處理
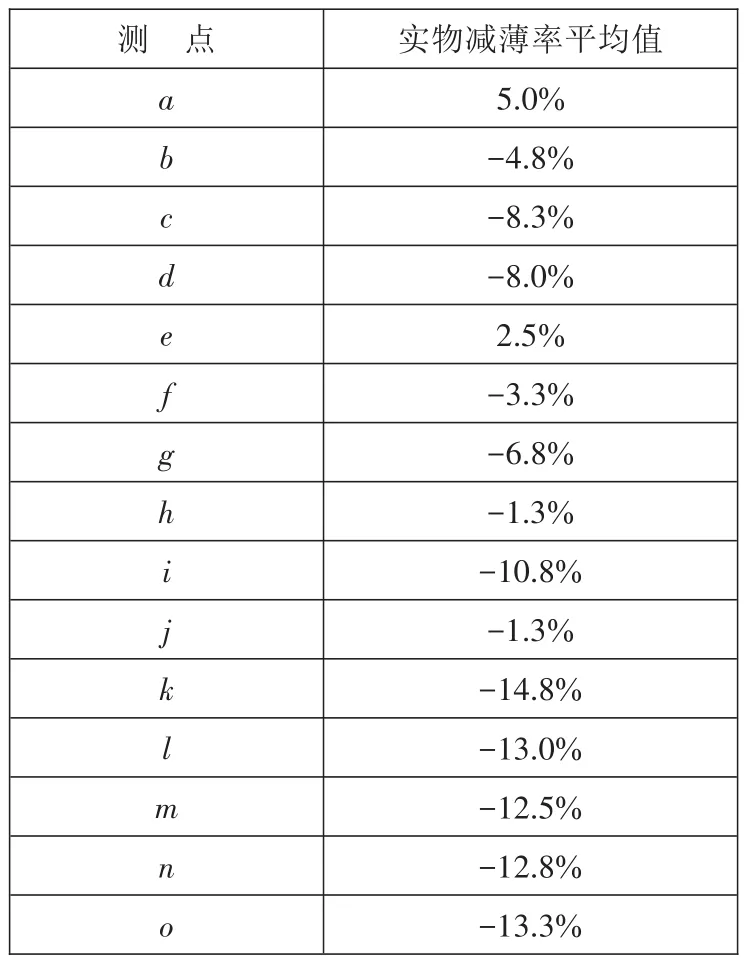
針對后輪罩板料流入量和料厚,將每個后輪罩各測點的數據記錄在測量表,將料厚轉化為減薄率,取各測點減薄率的平均值,各測點數據處理結果如表1、表2所示,其中減薄率是正值,代表此處是料厚增加;減薄率是負值,代表此處是料厚減薄。由表1、表2可以看出,板料流入量大的區域其板料減薄率也較大,與前期CAE分析板料減薄率趨勢一致。
整整三年時間啊,他就跟自己賭了氣似的沒日沒夜地做。不停地修不停地改,不停地皺了眉頭苦苦地想,以至于那么好性情的老婆都免不了又心疼他的老身子骨,怕太累了熬不住,又惱火他心里全是木偶,自己一個老太婆在家里簡直成了多余。

3 結果對比分析
為了提高成形仿真分析的準確性,確保CAE模型的工藝參數設置與量產工藝一致,基于量產模具的逆向模面數據和量產生產工藝參數,采用Auto-Form R8軟件分別創建Coulomb恒定摩擦和Tribo-Form動態摩擦的CAE模型,對比研究恒定摩擦參數與動態摩擦參數下成形仿真結果與量產件成形狀態的一致性。
3.1 成形極限圖
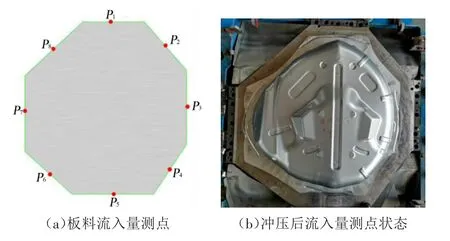
現選取后輪罩沖壓前板料輪廓各邊線的中點位置為基點,共8個測點,如圖2所示,壓邊圈閉合后,在板料和壓邊圈上用油筆標出相應的標記,與板料拉深完成后的輪廓比較,得到流入量分布數據。
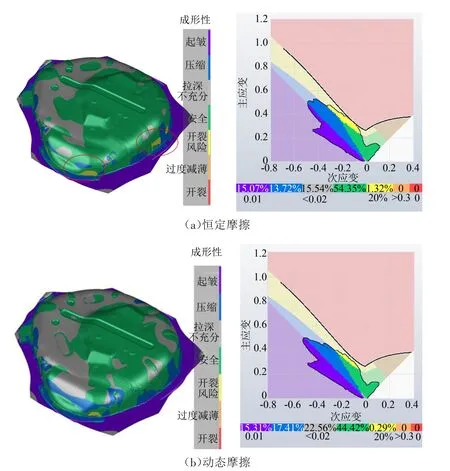
成形極限圖分析如下:①后輪罩成形性狀態發生變化,但均無開裂區域,與實物一致;②相對于Coulomb恒定摩擦系數,TriboForm動態摩擦系數的開裂風險區域比例下降1.03%,主要體現在拉深側壁區域。
2.4 兩組智力與運動發育指數的比較 6個月干預組的MDI、PDI均高于對照組,差異具有統計學意義(P<0.05)。見表4。
3.2 板料流入量
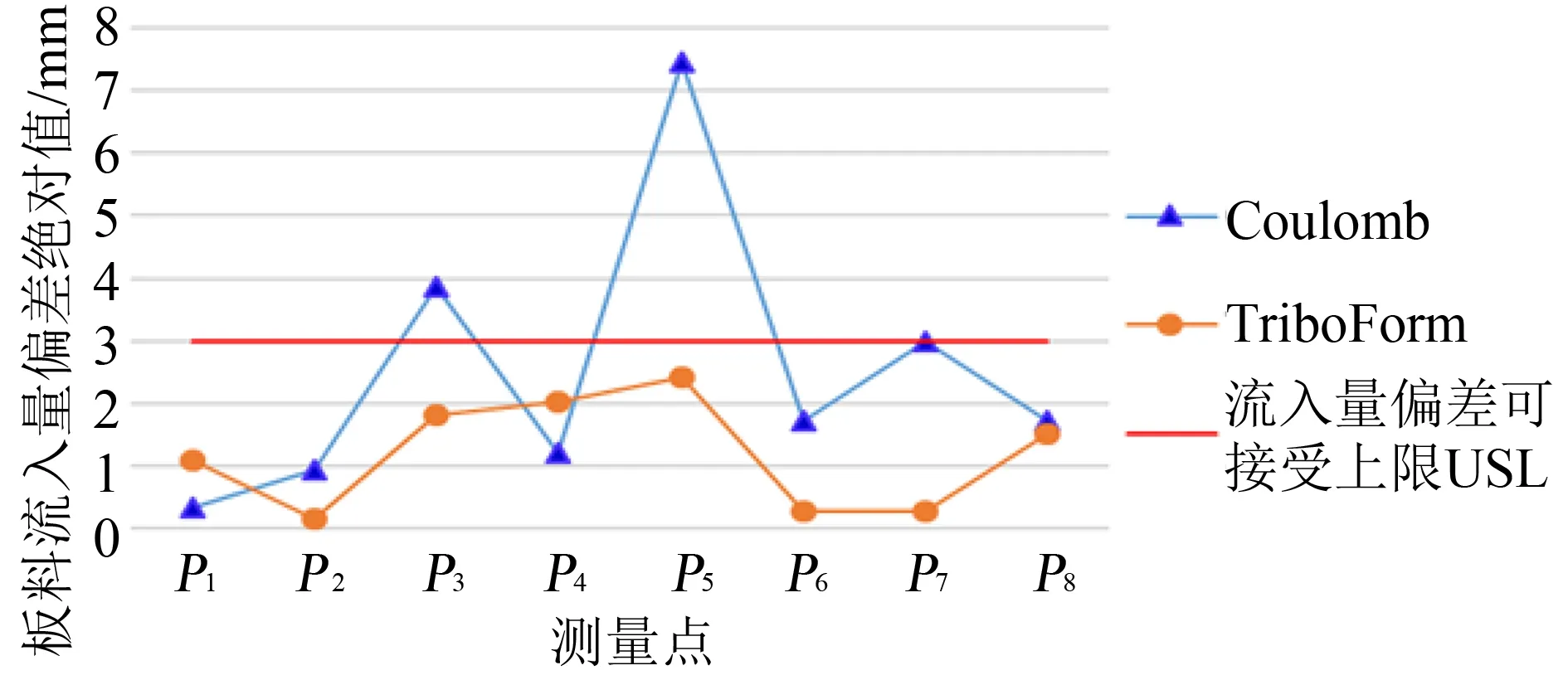
恒定摩擦和動態摩擦的板料流入量數據分析結果如圖6所示,一般鈑金沖壓板料流入量與CAE分析結果相差應小于3 mm(USL)。板料流入量數據分析結論如下:①TriboForm板料流入量偏差絕對值較Coulomb更接近標準值,均在USL之下;②TriboForm板料流入量平均偏差絕對值比Coulomb提升了52.5%。
3.3 板料減薄率
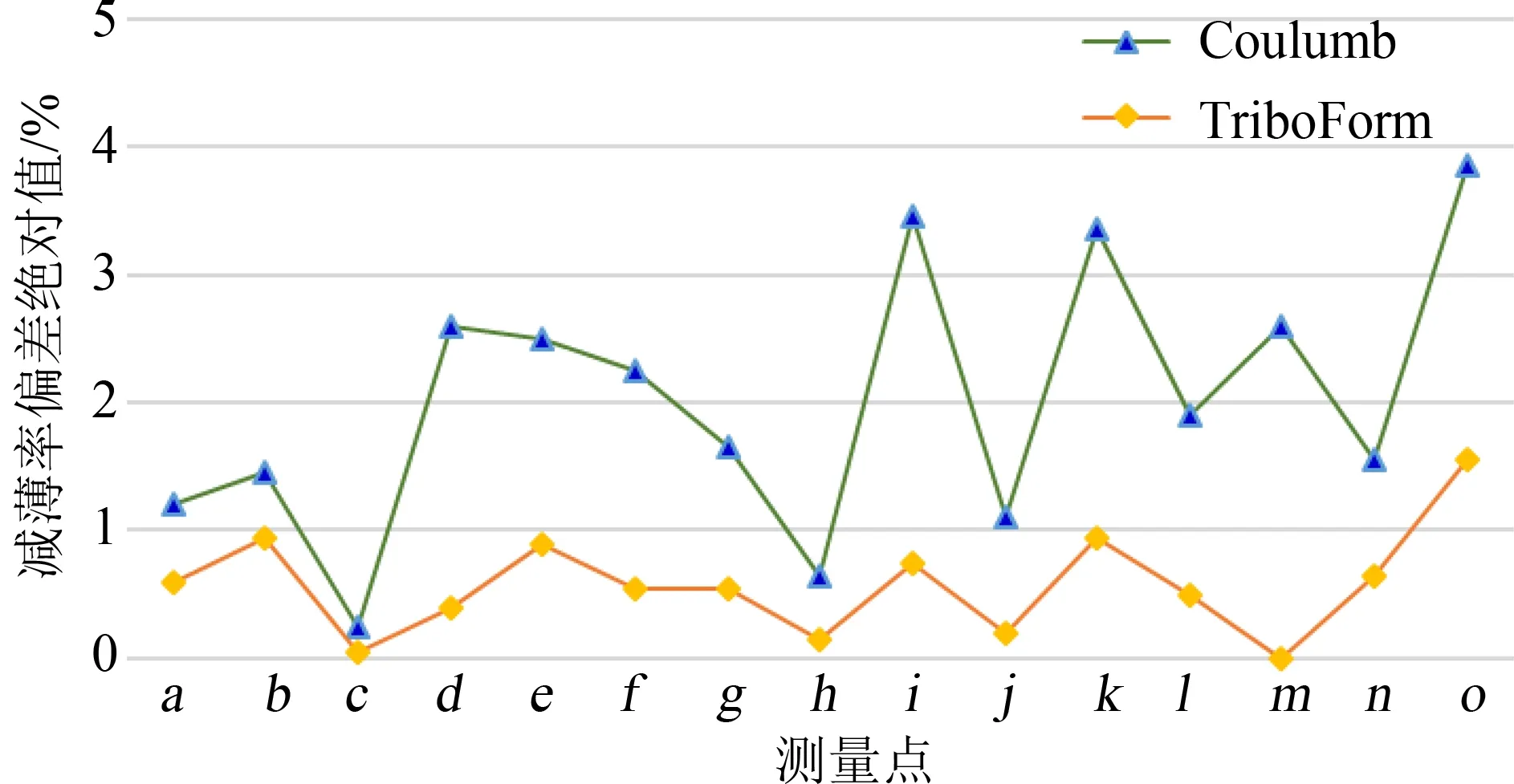
恒定摩擦和動態摩擦的板料減薄率數據分析如圖7所示,得到如下結論:①TriboForm減薄率偏差絕對值較Coulomb更接近標準值,減薄率較大和開裂高風險的側壁區域更接近實物狀態,總體偏差差絕對值較Coulomb更接近標準值,減薄率較大和開裂高風險的側壁區域更接近實物狀態,總體偏差低于1%;②TriboForm減薄率平均偏差絕對值比Coulomb提升了71.2%。
4 結束語
通過數據分析可知,動態摩擦的鈑金沖壓CAE成形結果更接近后輪罩量產件的生產狀態,且動態摩擦模型的流入量和減薄率平均偏差絕對值比恒定摩擦模型分別提升了52.5%和71.2%,相對于恒定摩擦均有大幅度的準確度提升。
樣品主要來自城市,農村樣品相對較少。采自城市和農村餐桌醬油的菌落總數≥10 cfu/mL的樣品比例差異無統計學意義(χ2=1.932,P=0.165);烹調醬油,采自農村的樣品中菌落總數≥10 cfu/mL的樣品比例為1457.03%(146/256),高于城市49.68%(552/1111,χ2=4.493,P=0.034)。
在整車同步成形開發中,針對料厚薄的軟鋼深拉深零件及鋁板的拉深件,有必要引入動態摩擦參數進行成形仿真分析,可進一步提升鈑金成形仿真分析的準確性,并可指導前期設計優化和工藝規劃,保證高質量的設計開發以及量產件質量的穩定性。
[1]王 沖,李 貴,張學文,等.基于沖壓同步工程側圍外板成形分析及結構改進[J].模具工業,2016,42(3):29-34.
[2]STEFAN D.Model based control of product properties:challenges and opportunities[C].In Proceedings of Forming Technology Forum,2017:2-3.
[3]TATIPALA S,PILTHAMMAR J,SIGVANT M,et al.Introductory study of sheet metal forming simulations to evaluate process robustness[C].37th International Deep Drawing Research Group Conference,2018:3-7.
[4]WANG W R,ZHAO Y Z,WANG Z M,et al.A study on variable friction model in sheet metal forming with advanced high strength steels[J].Tribology International,2016,93:17-28.
[5]聶 昕,王成龍.基于動態摩擦因數磨損系數的先進高強鋼模具壽命研究[J].汽車工程,2019,41(3):346-353.
[6]WANG D,YANG H,LI H.Advance and trend of friction study in plastic forming[J].Transactions of Nonferrous Metals Society of China,2014,24(5):1263-1272.
[7]孟麗芬,胡成亮,趙 震.金屬塑性成形中摩擦模型的研究進展[J].模具工業,2014,40(4):1-7.
[8]HOL J,WIEBENGA J H,CARLEER B.Friction and lubrication modelling in sheet metal forming:influence of lubrication amount,tool roughness and sheet coating on product quality[J].Jourual of Physics Conferemce Series,2017,896(1):012026.
