板式同步環沖鍛成形齒部填充的摩擦效應分析
2022-02-14 12:07:20賈耿偉朱滕薛張龍柱
模具工業 2022年1期
0 引言
沖壓(板料成形)和鍛造(體積成形)是2個主要的金屬塑性成形工藝,二者在工藝方法、工裝模具及成形設備等方面存在巨大差異
。隨著對產品結構輕量化、緊湊化及降低成本等方面的要求不斷提高,近年來出現了將沖壓和鍛造進行“復合”的工藝,即對板料局部進行鐓粗或擠壓等體積成形,使材料發生多向塑性流動并得到附加幾何特征,稱為“沖鍛成形”或“板料體積成形”(sheet-bulk metal forming,SBMF)
。沖鍛成形打破了常規塑性成形工藝的界限,同時從根本上改變了一些傳統的產品設計思路
。該方法材料利用率高、對模具與設備無特殊要求,不僅具有傳統塑性成形工藝的優點,而且可獲得復雜的輕量化結構。與精鍛等體積成形工藝相比,成形力更小、生產成本更低,因此近年來得到了廣泛的關注
。
綜上所述,臨床針對腎結石患者在選擇手術方案時,需要依據腎結石患者具體情況合理選擇輸尿管軟鏡碎石術以及經皮腎鏡取石術,提高腎結石患者的治療效果及生活質量。
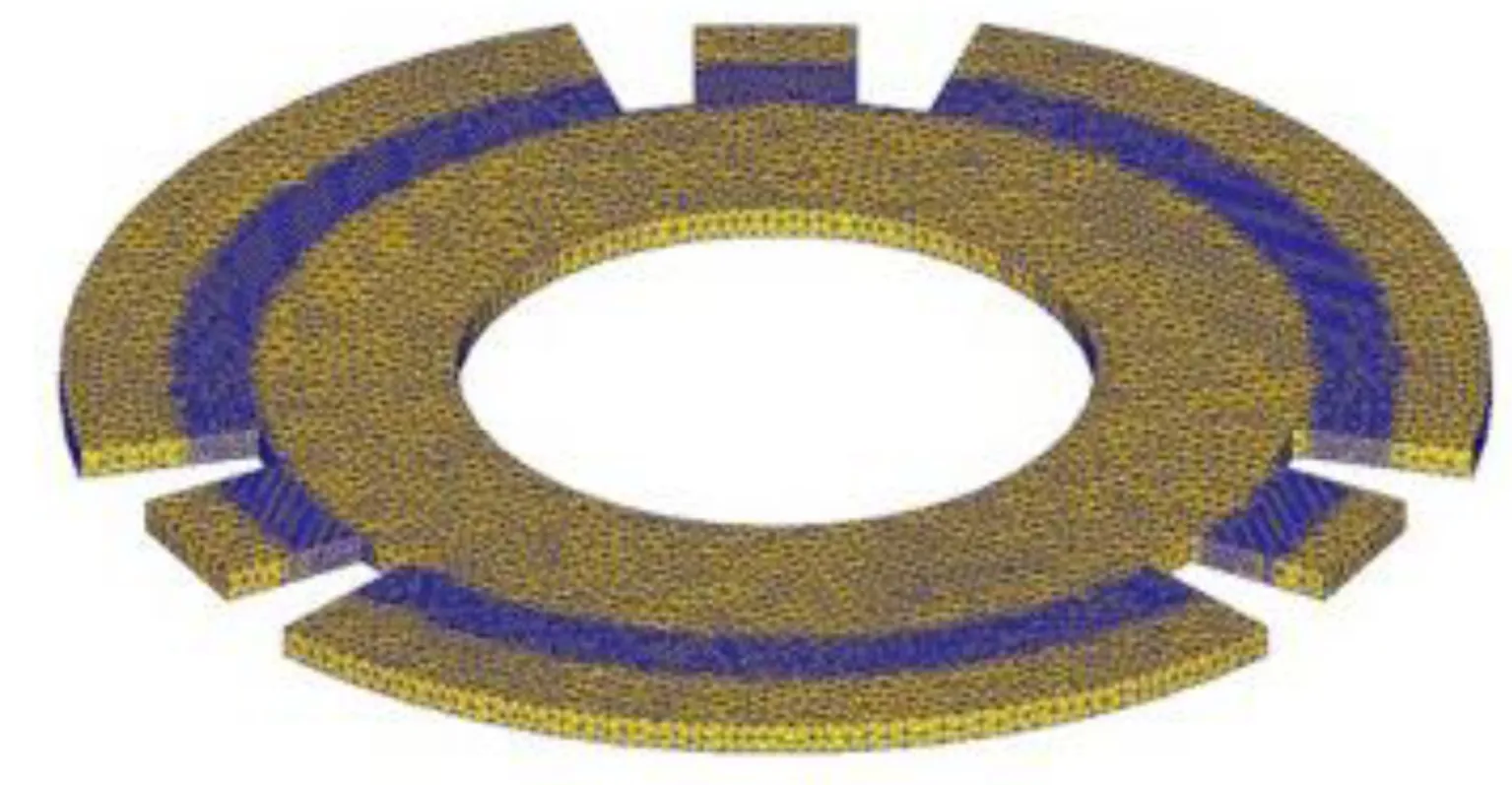
同步環(synchronizer ring)是汽車變速箱內的關鍵零件,傳統的同步環是以鋼或銅合金為材料,采用精鍛成形。近年來,出現了基于板料沖鍛成形的新形式同步環(見圖1),由于沖鍛成形在材料力學行為上與傳統塑性成形存在較大的差異,有必要認識板料成形過程的相關規律。該板式同步齒環在沖鍛成形過程中,板料在上、下模的共同作用下填充齒腔,齒部發生較大的局部體積變形,其填充不足是常見的缺陷,對制件成形質量將產生不利影響。由于制件形狀、模具結構、材料以及成形溫度等方面無法進行大調整,此時摩擦控制成為解決齒部填充問題的關鍵因素,現探討摩擦對板式同步環沖鍛成形過程中齒部填充的影響。

1 板式同步環成形分析模型
圖1所示的板式同步環包括27個斜齒與3個彎曲成形的凸鍵,材料為2 mm厚的16MnCr5鋼。由于沖鍛成形過程中齒部金屬發生體積成形,采用體積成形的數值模擬軟件DeForm-3D進行分析。板料有限元模型如圖2所示,采用四面體單元。由于齒部體積變形量較大,需要對板料上的相應網格進行細化,細化比例因數為0.1。
此外,黑水虻幼蟲體內還發現了大量其它的抗菌物質,例如月桂酸、蛋白酶、P450解毒酶、水解酶等,經免疫反應產生的BF64抗菌蛋白和BD2抗菌蛋白,具有特別強的抗菌能力,是青霉素的幾百倍。黑水虻幼蟲體內豐富的抗菌物質,使其在醫藥領域具有廣闊的應用前景,可以開發制備更多具有抗菌、保健的醫藥產品。
與此同時“現代藝術”和“新建筑運動”的產生和發展,也為現代美術館的產生奠定了基礎。新建筑運動提倡的“形式追隨功能”,使建筑師開始了對美術館教育功能的思考;現代藝術的介入也對美術館展示空間提出了新的要求。在這一時代背景下,具有紀念性的廟堂空間形態與具有消費屬性的市場空間形態走向“合流”。
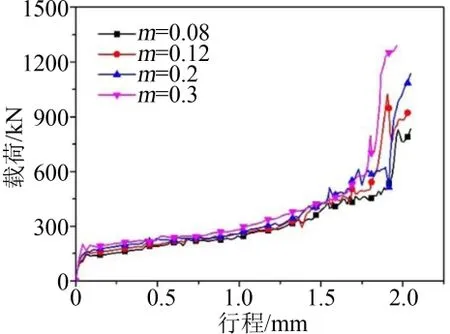
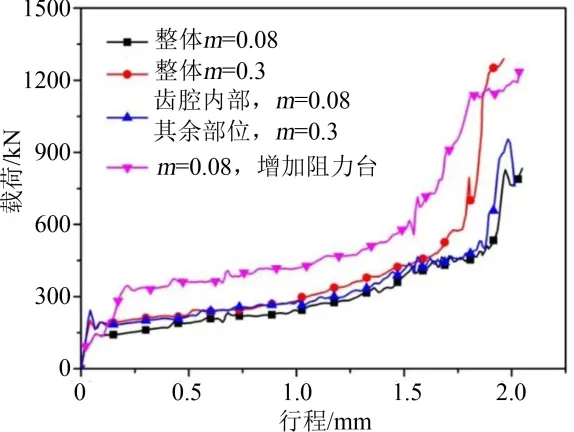
圖7所示為不同摩擦條件下成形的載荷與行程關系,隨著
增大,載荷也增大,但前期差異較小;后期隨著載荷急劇增大,不同
的載荷-行程曲線差異增大。當
=0.08時,最大載荷數值最小,約827 kN;當
=0.3時,最大載荷達1 288 kN。
2 結果與討論
2.1 摩擦對齒部金屬填充的影響
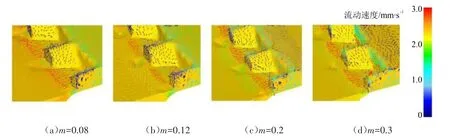
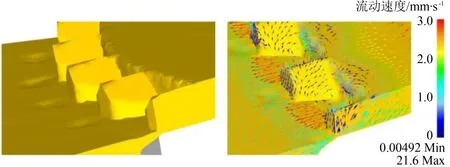
摩擦增大后,模具零件在齒根與齒尖位置對板料產生更大的作用力,促使材料向齒腔內流動,填充能力得到提高。從圖6可見,成形時多余的金屬主要向齒中心及外側流動,隨著摩擦增大,材料向中心和外側流動的速度降低。因此,摩擦抑制了齒部材料向其他方向的流動,提高了齒腔內成形時的靜水壓力,從而提高填充率。事實上,齒腔外側壓邊圈與板料之間的摩擦起到了傳統鍛模飛邊槽的阻力作用。

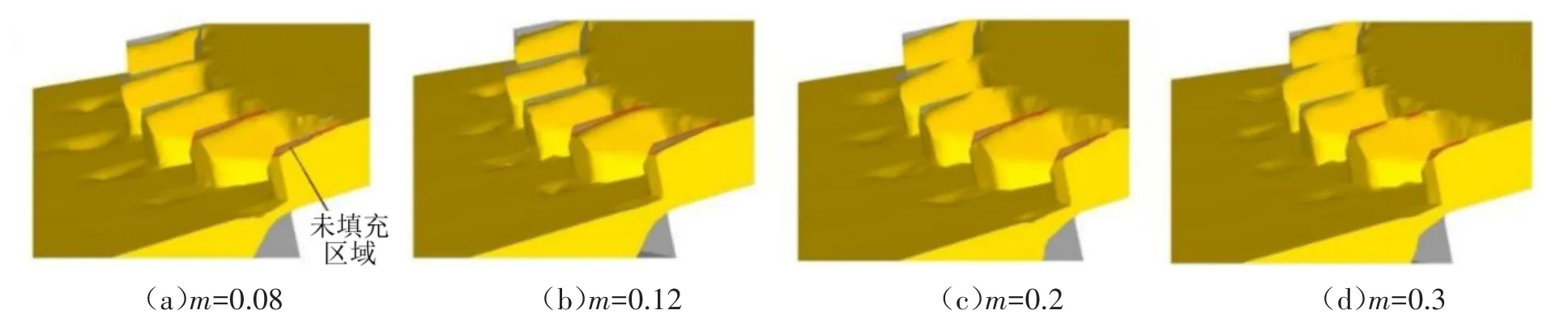
圖8所示為齒腔內、外區采用不同摩擦因數的調整方案,其中外區與板料之間的摩擦因數采用較大數值(
=0.3),而內區采用較小數值(
=0.08)。圖9所示為摩擦分區調整的模擬結果,表2所示為不同成形條件下的填充率。與圖4相比,成形后未填充區域較小,齒部填充總體上優于圖4中
=0.08、0.12及0.2的情況,相比
=0.3時齒部填充率也有一定的提升(從97.6%增加到98.7%)。
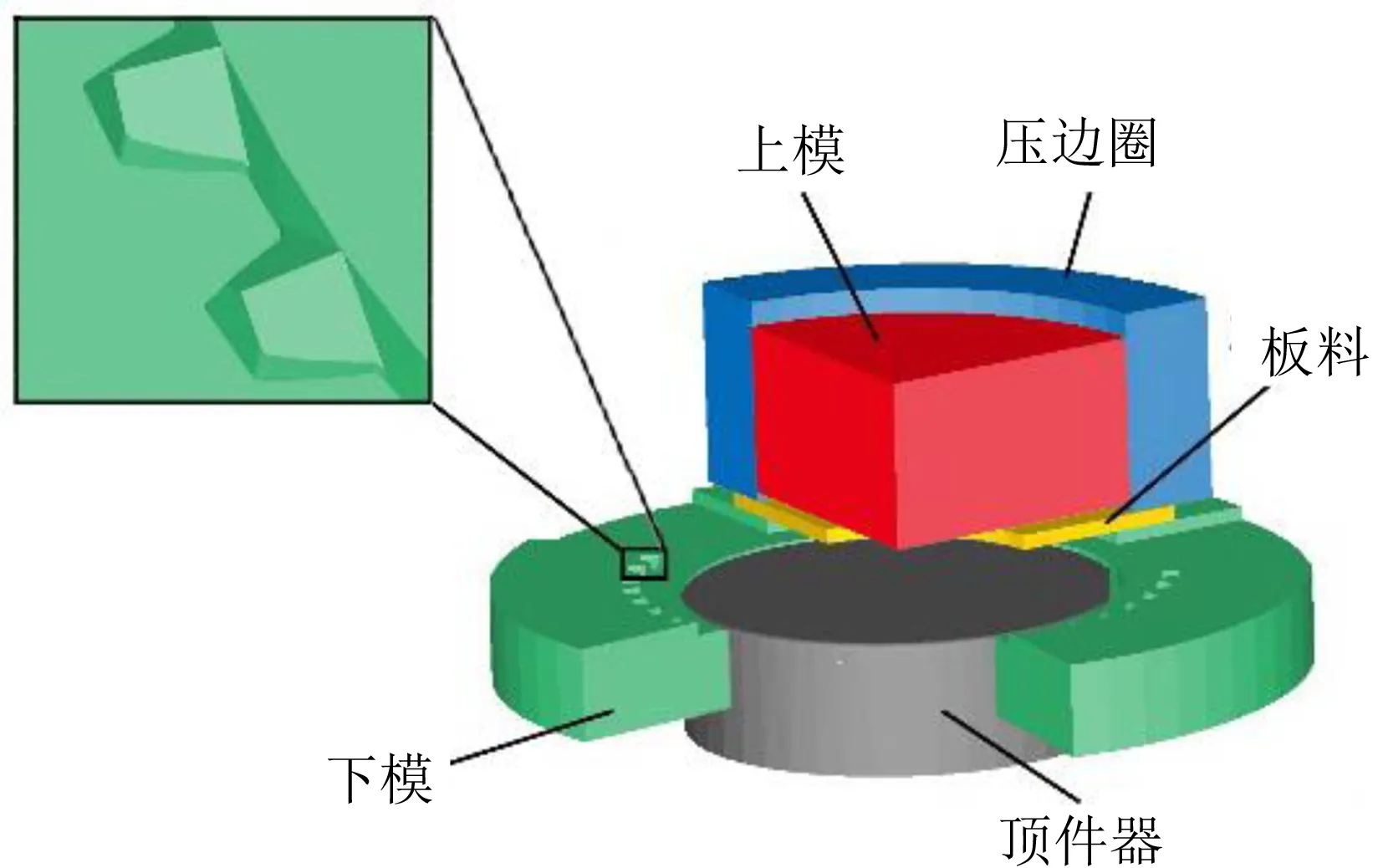
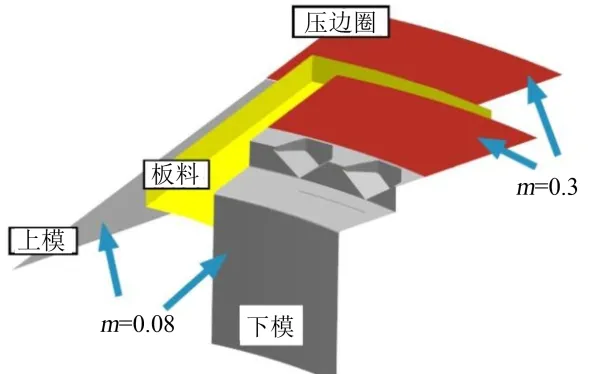
成形模包括上模、下模、壓邊圈和頂件器,如圖3所示。板料設為塑性體,模具設為剛體,成形溫度為室溫,成形時上模以1 mm/s的速度向下運動,摩擦分析采用常摩擦模型。為比較摩擦條件對壓齒成形過程齒部填充效果的影響,結合實際模具狀態,摩擦因數
分別取0.08、0.12、0.2和0.3進行模擬。成形模擬結束后,利用Geomagic Studio軟件測量制件齒部的材料體積,精確比較不同摩擦條件下的齒部填充率。

模具零件與板料接觸表面采用不同摩擦條件模擬,得到的齒部填充結果如表1和圖4所示,模具單個齒腔的體積為12.71 mm
。從表1可知,隨著
增大,齒腔填充率不斷增加,這說明在壓齒過程中增大表面摩擦系數有利于齒腔的填充,齒部成形更加飽滿。這與普通模鍛中摩擦因數越小越利于填充相矛盾,需做進一步分析。
由圖7并根據掃描電鏡分析:產品中值粒徑在12.28~12.71μm之間波動,產品中值粒徑隨攪拌速度的增大基本沒有改變,產品粒徑分布與表面形貌隨攪拌速度的增大也基本沒有變化。反應結束后取出冷卻,數分鐘后晶體析出,產物未出現團聚,顆粒大小較均勻,表面形貌完整均呈片狀。綜合以上諸因素,選擇100r/min為最優攪拌速度。
2.2 齒部填充優化方案與驗證
綜合上述分析,可將同步環壓齒模具與板料的接觸區分為兩部分:齒腔內模具與板料的接觸區(內區)以及壓邊圈與板料的接觸區(外區)。內區摩擦對齒部填充的影響與傳統模鍛類似,即摩擦越小越有利于填充;而外區摩擦阻礙了材料外流,增大了齒腔內靜水壓力,因此可提高齒部填充能力。基于此原理,提出摩擦分區調整和設置阻力臺2種優化方案。
不同
值壓齒成形時,齒部填充后期的等效應力分布與金屬流動情況分別如圖5和圖6所示,齒腔上表面的等效應力分布較均勻,而根部與齒尖部分存在較大差異。對比圖4和圖6可知,齒根與齒尖是填充不滿的主要部位。當摩擦較小時(
=0.08),齒尖外表面的等效應力較小,說明此時模具零件對板料的作用力偏小;隨著
增大,等效應力逐漸增大,當
=0.3時齒腔填充率達到最高。
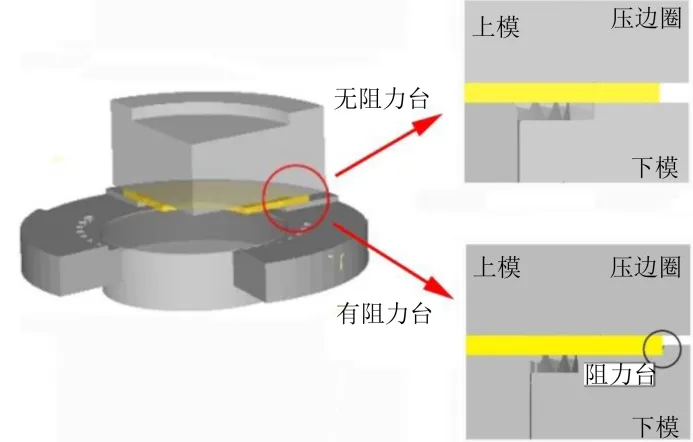
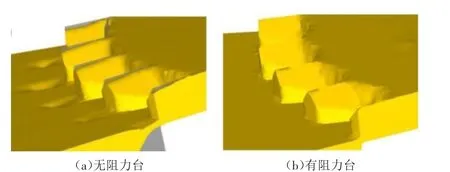
在模具周圍設置類似飛邊槽的阻力臺也可達到阻礙金屬外流的效果,圖10所示為有、無阻力臺的2種模具模型,其成形結束后齒腔的填充對比如圖11所示,
統一設為0.08。從表2可知,增加阻力臺后齒腔填充率達到99.4%。因此,摩擦分區調整及增加阻力臺2種方法均能提高齒腔的填充率。

不同成形條件下的載荷-行程曲線如圖12所示,摩擦分區調整的載荷-位移曲線接近整體
=0.08時,成形最大載荷僅為940 kN;而采用增加阻力臺成形最大載荷達到1 235 kN,遠高于其他成形條件下的值。
3 結束語
針對某型號板式同步環沖鍛成形中齒部存在填充不足問題,分析了不同摩擦條件下制件齒部的填充性,提出了摩擦分區調整和設置阻力臺的解決方案并加以驗證。與傳統鍛造等體積成形不同,沖鍛成形由于模具結構與材料流動變形的特殊性,減小模具零件型面的整體摩擦反而會不利于齒部材料的填充。
當摩擦因數為0.08時,齒部填充率為92.8%;當摩擦因數為0.3時,填充率則可以達到97.6%。將模具零件與板料的接觸區分為齒腔內區和壓邊圈與板料的接觸外區,減小內區摩擦與增大外區摩擦均有利于齒形填充,齒部更加飽滿。此外,采用阻力臺也有助于增大金屬向外流動的阻力,提高齒部填充能力,但工作載荷有較大提高。
[1]MERKLEIN M,ALLWOOD J M,BEHRENS B A,et al.Bulk forming of sheet metal[J].CIRP Annals-Manufacturing Technology,2012,61(2):725-745.
[2]MERKLEIN M,GR?BEL D,L?FFLER M,et al.Sheet-bulk metal forming-forming of functional components from sheet metals[C].MATEC Web of Conferences,2015:01001.
[3]MERKLEIN M,KOCH J,OPEL S,et al.Fundamental investigations on the material flow at combined sheet and bulk metal forming processes[J].CIRP Annals-Manufacturing Technology,2011,60(1):283-286.
[4]CHEN F K,HUANG T B,CHEN S G.Embossment formation in press forging of AZ31 magnesium-alloy sheets[J].International Journal of Advanced Manufacturing Technology,2007,32(3-4):272-279.
[5]王新云,夏巨諶,陳志明,等.板沖鍛成形新工藝及其在轎車飛輪盤加工中的應用[J].塑性工程學報,2008,15(4):180-184.
[6]鄧 明,夏慶發,羅光平.精沖-體積成形復合加工工藝及其應用[J].鍛壓技術,2007,32(2):41-44.
[7]張清林,中野隆志.鈑金成形與冷擠壓的復合沖壓技術的應用[J].鍛造與沖壓,2005(4):60-63.
[8]羅建成.不等壁厚板材零件沖鍛成形增厚機理與試驗研究[D].武漢:華中科技大學,2011:1-15.
[9]林啟權,張學兵,王振球.板料凸起成形的底部壓縮拉深法[J].鍛壓技術,2010,35(6):53-57.
[10]SHENG Z Q,SHIVPURI R.A hybrid process for forming thin-walled magnesium parts[J].Materials Science&Engineering A,2006,428(1-2):180-187.
[11]LIN H S,LEE C Y,WU C H.Hole flanging with cold extrusion on sheet metals by FE simulation[J].International Journal of Machine Tools&Manufacture,2007,47(1):168-174.
[12]董文正.板料凸起成形的沖鍛復合塑性成形工藝及其機理研究[D].湘潭:湘潭大學,2012:2-29.
[13]ISIK K,WERNICKE S,SILVA M B,et al.Failure by fracture in sheet-bulk metal forming[J].Journal of Strain Analysis for Engineering Design,2016,51(5):387-394.
[14]BRAGAN?A I M F,SILVA C M A,ALVES L M,et al.Joining sheets perpendicular to one other by sheet-bulk metal forming[J].International Journal of Advanced Manufacturing Technology,2017,89:1-10.
[15]HETZNER H,KOCH J,TREMMEL S,et al.Improved sheet bulk metal forming processes by local adjustment of tribological properties[J].Journal of Manufacturing Science&Engineering,2011,133(6):061011.
