煙草制絲貯柜柔性化生產的研究與應用
2022-02-19 11:24:32河南中煙工業有限責任公司南陽卷煙廠尹鑫陳洋魯中甫楊光露關淑紅
河北農機 2022年1期
河南中煙工業有限責任公司南陽卷煙廠 尹鑫 陳洋 魯中甫 楊光露 關淑紅
引言
隨著智能化水平的進一步提升,卷煙工廠以智能制造為載體,研究柔性化生產技術,以期滿足各種加工任務。貯柜是卷煙廠用于儲存煙葉或煙絲的重要設備,一般由柜體、分配車、分配帶、布料車、布料帶、底帶、撥輥、電機、旋轉編碼器、光電開關和接近開關等部件構成,共同實現煙葉或煙絲的進柜和出柜。貯柜的進料的“任意性”和出料的“連續性”成為制約上下游工藝的重要因素,也間接影響了連續化生產。針對貯柜的布料和出料進行改進,開發進料自動匹配技術和出料流量穩定技術,以此滿足各種規格批次的各種百分比存儲和出料要求,優化了設備性能,提升了生產線的柔性化生產能力。
1 貯柜進料改進與優化
1.1 貯柜進料原理
傳統的貯柜進料是在布料車固定情況下,依靠下料口的料位檢測光電開關和底帶的轉動相配合實現貯柜的進料,如圖1所示。進料開始后,在布料車下方進料口進行進料,當物料高度到達廣電開光位置(設置物料高度)時,底帶電機轉動,帶動物料向前運動,下料口處物料重新堆積直至光電開關檢測,物料移動,此過程循環直至貯柜尾部料滿光電開關檢測,進料結束。
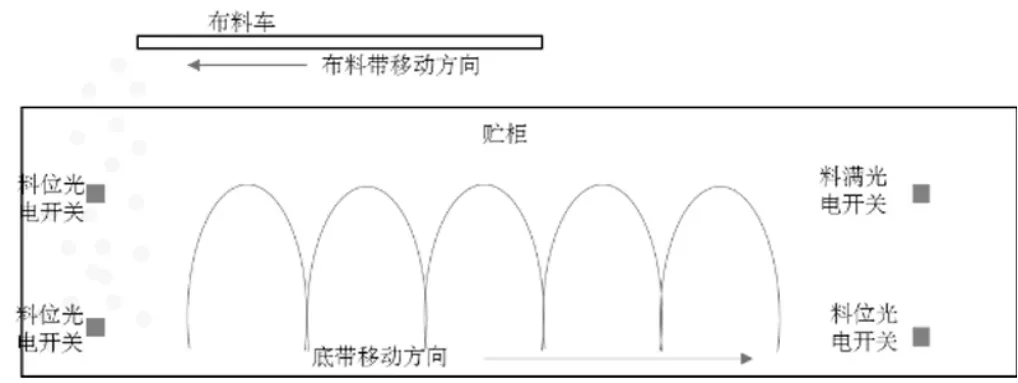
圖1 傳統貯柜進料原理圖
這種布料模式下,貯柜物料如圖1 中所示,成堆狀,物料不平整,在出料過程中也會導致出料流量不均勻,影響工藝質量。同時,這種控制模式,只能全柜進料,不能滿足多種工藝加工任務下的進料要求。
1.2 貯柜百分比進料研究
為了進一步滿足多任務加工下的貯柜存儲,目前大部分貯柜采用對頂柜,如圖2 所示。
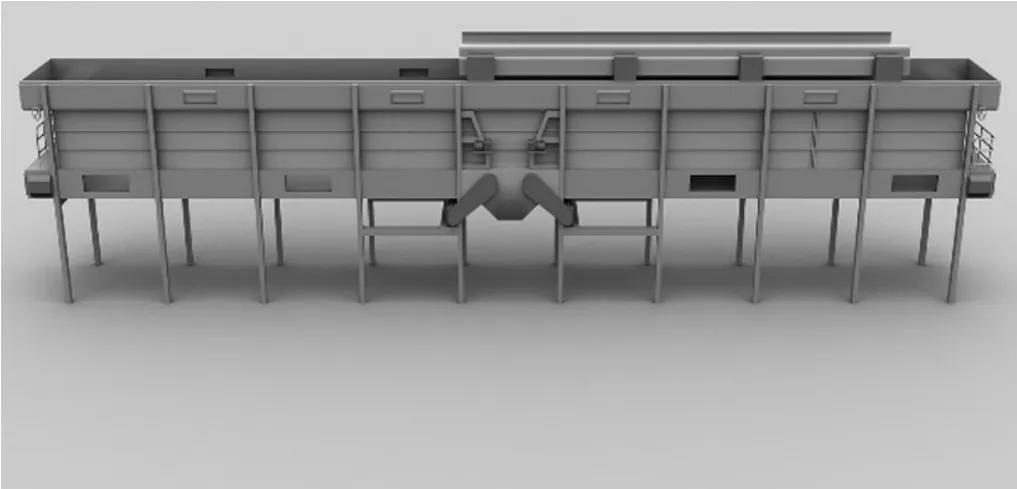
圖2 貯柜(對頂柜)結構示意圖
對頂柜進料工作過程中,布料車在貯柜頭尾兩個光電開關之間移動,依靠布料車和布料帶的正反轉配合實現布料。通用的貯柜百分比進料采用時間法進行進料比例控制。首先測量布料車的單程運動時間,隨后通過PLC 換算出所需進料比例對應的理論布料車運行單程時間,當布料車從出料口啟動時進行計時,布料車正轉,布料帶靜止,計時達到換算理論值時,布料車單程運行結束,布料車反向,布料帶轉動,物料進入貯柜,循環往返,直至進料結束。以世間法實現貯柜的百分比進料,可以保證貯柜的百分比進料,但在某種比例下,貯柜中部位置存有物料,在出料過程中,會延長貯柜無效運行時間,料尾出料時長增加,降低工作效率的同時,也造成能源的浪費。
在貯柜原有的硬件條件上,我們加裝激光測距裝置。由于激光測距儀對穩定性要求比較嚴格,因而測距儀安裝在貯柜尾端,反射板安裝在貯柜布料車上,以此實現布料車距離實時測量定位功能。工作過程中,首先測量測試出布料車在貯柜出料口位置距離,此距離為貯柜布料車最遠距離,隨后按照距離和進料百分比進行換算,以次來實現貯柜的百分比進料,同時為了保證控制的可靠性,我們以貯柜兩端的光電開關作為校驗點,當激光測距存在誤差時,以光電開關作為備用,增加了系統的容錯性。該種進料的控制模式避免了時間發控制模式中貯柜中部位置有料的情況,提高了設備運行效率,減少了能源的浪費,提升了產品質量。
圖3 激光測距+ 接近開關控制程序
2 儲柜出料改進與優化
2.1 儲柜出料原理
貯柜的出料系統主要包括耙棍、快速出料廣電開關、地帶等,如圖4 所示。貯柜出料時,為了保證出料的連續性和穩定性,在剛開始出料時,也即料頭階段,由于下游工序處于空白階段,因而需要快速出料,以滿足要求,此時底帶電機工作在高速狀態。在中部時,需要保證下有流量的穩定性,因而底帶電機工作在恒速狀態。當出料快結束時,也即料尾階段,由于存儲的物料較小,為了防止斷流,底帶電機也工作在高速狀態,以使得物料快速出掉。
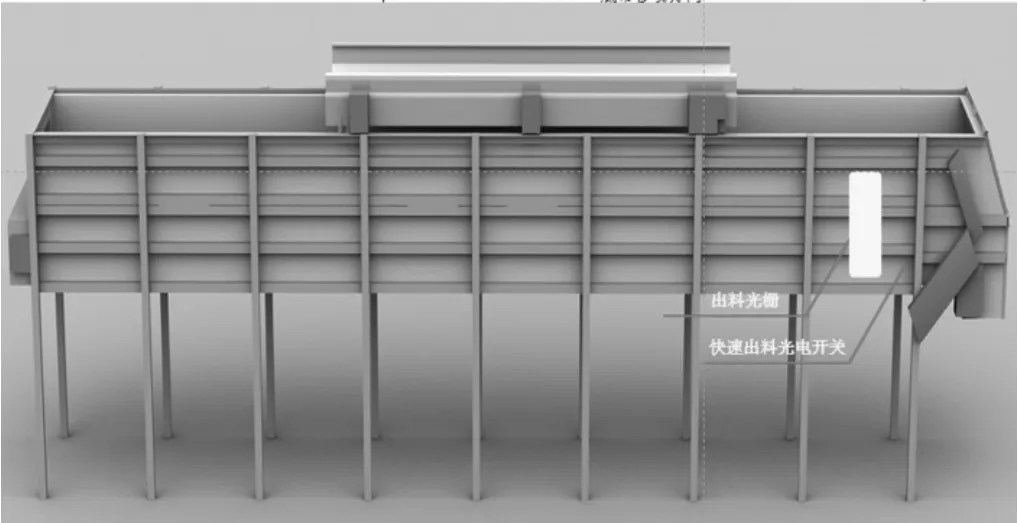
圖4 貯柜出料系統示意圖
料頭階段的判斷是以底帶運行時旋轉編碼器的脈沖計數是否達到設定值作為條件,此種控制模式下運行過程中如果底帶電機出現打滑,導致脈沖數產生誤差,影響料頭的判定。料尾則依靠快速出料對射式光電開關檢測來進行判定,若貯葉柜里靠近出料口的煙葉鋪得不是很均勻的話,快速出料光電開關會隨著物料的移動而頻繁動作,變頻器也隨之頻繁高低速切換。長時間頻繁切換在對變頻器及變頻器所控制電機的損耗會有一定的影響的同時也會導致底帶的鏈條發生松動,影響底帶脈沖數,進而影響出料狀態的判定。
2.2 光柵式出料設計
光柵可以發射成排的光束,通過檢測所穿過去的遮擋的光束量來判定物體穿過量等測量指標。在貯柜系統中我們用光柵來測量物料高度,根據物料高度動態調整底帶電機速度達到調整物料流量的目的,實現物料流量的穩定控制。在實際應用過程中,光柵遠離撥棍一定距離,安裝在貯柜側邊上。在系統設計上,底帶速度(其他條件不變的情況下,底帶速度與地帶頻率成正比)也即底帶頻率跟隨物料高度的變化而變化也即:
f×h=k
其中f 為底帶頻率,h 為物料高度,k 為常數系數。物料高度越高,頻率越小。由于在工作中頻率的變化值在區間內,因而f 有一個基礎頻率,在基礎頻率上進行調節。所以上述公式可以演變為f實際=f基頻+Δf。
根據上面可知Δf=kΔh,
總可以得出:f實際=f基頻+kΔh,
其中,k 為調節系數。
經過換算,我們以物料高度的變化量作為底帶速度調節的調整變量。保證貯柜的下游喂料機料倉存量能夠滿足主機設備前的電子皮帶秤流量穩定性,避免停機,延長設備使用壽命。
3 結語
本文主要闡述了煙草生產制造行業中貯柜的柔性化生產模式改進。從進料和出料兩個環節作進行了研究和改進,在分析原有模式的基礎上,探索了激光測距式百分比進料模式和光柵式物料跟蹤出料模式。改進后貯柜可以精確實現任意百分比進料,在出料時,底帶運行頻率可實時調速,不斷追蹤貯柜內物料的變化量,既滿足了柔性化的生產模式,也提升了設備運行效率,優化了工藝指標,提升了產品質量。
