發動機傳動齒輪精密加工在機測量技術應用的研究
2022-02-28 10:39:50張景鈺
內燃機與配件 2022年5期
關鍵詞:精密加工
張景鈺





摘要: 為了使發動機傳動齒輪在精密加工中,精度高,省時省力,采用在機測量技術對傳動齒輪進行精密加工。最終得到一種齒輪的精密加工在機測量技術方法,通過實驗表明標明,相對于傳統精密加工方法,精密加工在機測量技術的應用,精度高,比節省用時節省54%,很好的滿足了工程需要。
Abstract: In order to make the engine drive gear in precision machining with high precision and save time and effort, the on-machine measuring technology is used for precision machining of the drive gear. Finally, a precision machining technology for gear is obtained. The experiment shows that compared with traditional precision machining method, the precision machining technology is applied with high precision, saving 54% of time and satisfying engineering requirements.
關鍵詞: 齒輪;精密加工;在機測量
Key words: gears;precision machining;on-line measurement
中圖分類號:TG806 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2022)05-0028-03
0 ?引言
在傳統的發動機傳動齒輪加工中,遵循上機加工,離線測量。是將傳統的加工與測量分離開來,這就會導致出現一定的問題。毛坯在安裝在機床上時,很難保證實際位置與理論位置相同,機床加工中精度、刀具的磨損量、毛坯的制造誤差等。這些都會反映在最終的齒輪成品上。本文應用北京精雕在機測量系統和智能修正技術可在機檢測工件實際位置,在精雕數控系統中進行理論與實際位置誤差的計算和智能補償。完成發動機傳動齒輪加工,與傳統加工方法相比省時省力。創造了比較好的精度與經濟效益。
1 ?精密加工在機測量系統
傳統的檢測方法是將零件加工完成以后,將其卸下用三坐標的設備離線檢測的方式。這種方式存在以下幾類
問題:產品批量生產時,零件都需要進行檢測,可能會出現零件堆積在質檢部門待檢情況,導致后續的裝配工作無法開展。加工過程沒法控制,智能對成品零件的尺寸進行檢測,加工過程中每一步工序完成情況沒法監測。信息化程度弱,因為很多公司的三坐標檢測儀配置是需要質檢員進行逐一手工記錄。工作量大。人工檢測還存在不同的檢測人員水平經驗差異,從而零件的統一表面可能有多種測量值的情況。
在機測量是將測頭等檢測工具集成到機床中,再輔以加工檢測為一體的軟件,在零件加工工藝中,可以完成實時加工反饋。而且可以通過對毛坯裝夾的的測量完成工件位置補償,使毛坯自動擺正,完全不需要傳統的人工打表調整工件位置的方法省時省力,提高加工精度。
毛坯在定位夾緊時就采用在機測量,根據測量結果對毛坯擺放位置進行補償和修正。而通過在機測量系統將數據進行實時分析可以為批量生產時提供依據。在加工過程中不斷檢測,補償加工數據可以避免有刀具損耗、毛坯變形、表面加工尺寸誤差的諸多因素。保證后續加工精度。
2 ?實例驗證
①樣件模型分析:模數4齒數11壓力角20齒頂高系數0.75分度圓直徑44。材料718磨具鋼。
加工要求技術要求:齒面極差要求<<0.02mm;未標注尺才偏差±0.1mm未標注角度偏差為±0.1°;銳邊倒角C0.2°孔與輸入軸配合間隙0.008-0.015mm;齒面粗糙度值0.8μm;表面不允許有任何磕碰、劃傷等加工缺陷。我們從模型中分析可知,模型與軸配合的孔表面要求精度較高。發動機傳動齒輪齒面加工要求高。用傳統加工完成再進行測量的方法,浪費加工時間,影響加工效率。我們在這里采用精雕Surfmill9.0對工件進行刀路編程。工藝安排為粗加工、半精加工、精加工、倒角和底面精修磨削在機測量、智能補償。
②發動機傳動齒輪毛坯大小:48*14.46mm。材料718磨具鋼。
③關于工件的裝夾:發動機傳動齒輪精度要求高,這里我們采用采用零點快換進行工件的裝夾。零點定位器通過短錐實現中心定位,通過支持滑塊實現鎖緊。工件裝夾夾具包括零點快換、零點快換轉接板、齒輪工裝組成。重復定位精度小于0.005mm;夾緊力最高可達40,000N;齒輪毛坯通過螺栓緊固在齒輪工裝上。
④工件在機測量位置補償:在工件定位擺正之前,首先需要用標準球對齊進行標定,看測頭相對于機床的偏心情況和實際測頭的直徑值。采用的是在機測量,在工件上預設一些探測點,用測頭測得實際的點,將獲得的點陣數據在Surfmill軟件中進行擬合出實體零件的整個形態后與理論上的坐標值進行對比。將差值自動補償到機床數據中,機床自動擺正工件毛坯。
這里采用回轉體法確定毛坯的位置偏差值。它的原理:圓柱孔面確定坐標系Z軸方向;孔軸線與凹平面平面的交點確定坐標系原點;由于孔面是回轉體,無論如何放置,X、Y方向無影響,因此無需選擇平面旋轉X元素。得到的工件位置補償測量點如圖1所示。
⑤刀具設置如表1所示。
⑥加工工藝安排:
1)齒形加工。
a發動機傳動齒輪毛坯齒根側面粗加工數控編程。
粗加工齒根側面開粗加工,采用Surfmill自帶的特征加工—齒輪加工命令,選擇的加工域:齒根側面(前期做好的輔助面與輔助線)先設置一個齒根側面加工,然后再用陣列刀路的方法完成所有的齒根側面粗加工刀路設置。完成的加工路徑規劃如圖2所示。
b)半精加工。
半精加工命令與粗加工類似,取消了指定參數線功能,將路徑間距設置為1mm。同樣的在編程完一條刀路以后將其映射到剩余齒根側面。如圖3。
c)精加工。
精加工將路徑間距設置為0.2mm。其余與半精加工類似完成效果如圖4。
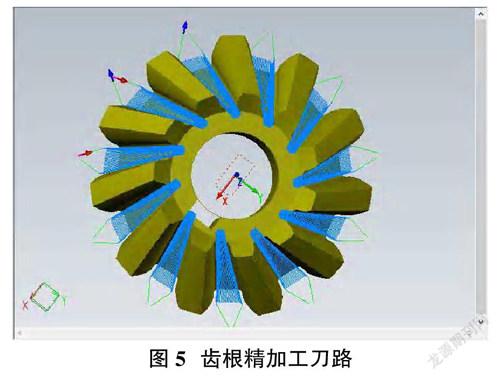
d)齒根底面精加工。
采用曲面投影精加工的方式,路徑間距0.15mm。切向進刀。用底部邊緣帶有圓角的錐形刀(錐度牛鼻刀具)完成底部的精加工。如圖5所示。
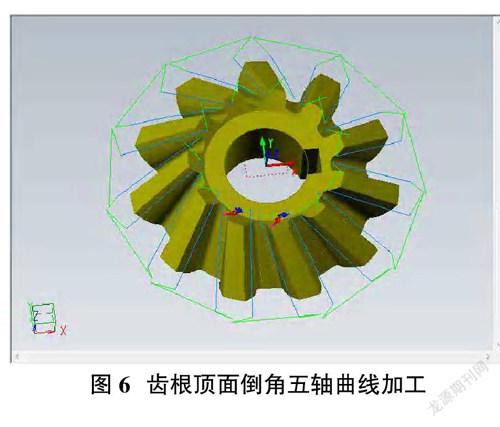
e)齒根頂面倒角五軸曲線加工。
采用刀路走五軸曲線的方式完成每個齒頂面倒角的加工。如圖6所示。
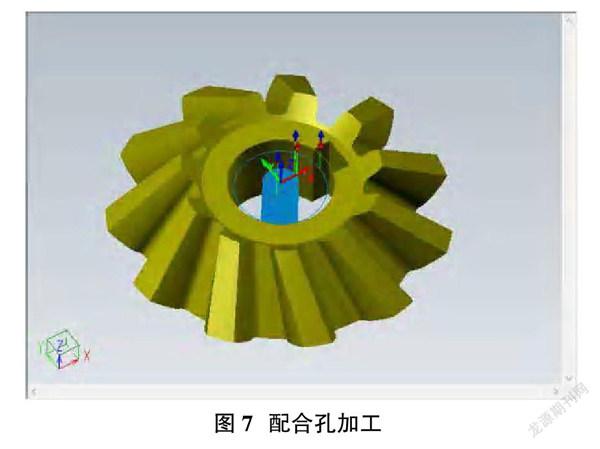
2)中間與輸入軸配合孔的加工。
采用平底銑刀擴孔,磨頭精加工的方式完成通孔的加工。加工要求公差范圍0.005mm、粗糙度值0.8。如圖7所示。
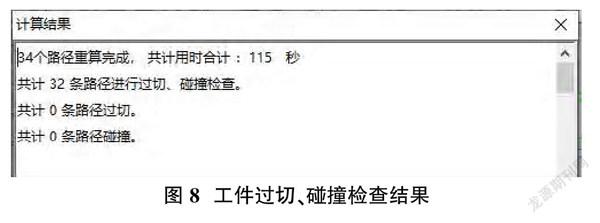
完成軟件的刀具工藝規劃后,我們用Surfmill進行軟件仿真。將所需要的機床導入、零點快換與工裝模型導入、毛坯導入、刀具導入、將零件工裝放在正確位置后,開始機床加工仿真。仿真結果良好,工藝安排合理,零件加工正常無過切與碰撞發生。仿真結果如圖8所示。
⑦加工完成零件在機測量檢測。
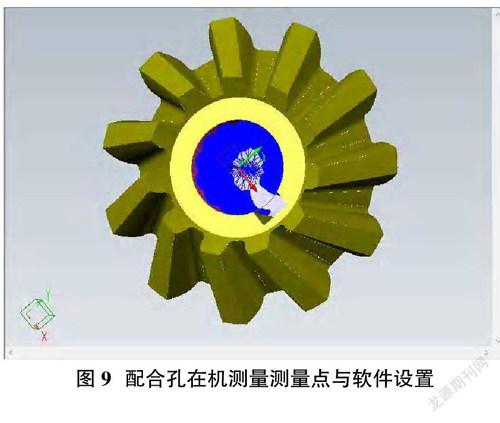
針對加工完成以后的零件我們采用在機測量檢測其關鍵部位的加工精度。因為該發動機傳動齒輪最重要表面即為與軸的配合孔徑,精度要求較高。所以我們在完成孔精加工后用在機測量技術實時檢測下孔的直徑值與圓柱度,避免因將工件卸下,進行離線測量發現零件精度不滿足要求,后續無法繼續加工的問題。這里我們采用Surfmill9.0在機測量模塊。
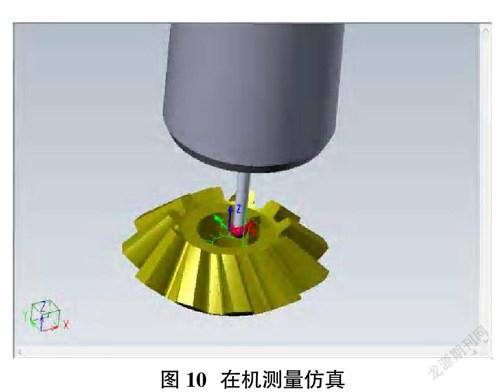
測頭設置方法與工件位置補償類似。我們在在這里檢測孔的直徑值與孔的圓柱度。在機測量模塊下選擇圓柱測量,設置好測量點與測量表面、測量參數。完成了孔徑的在機測量路徑設置。如圖9,軟件仿真如圖10所示。
⑧零件實際加工。
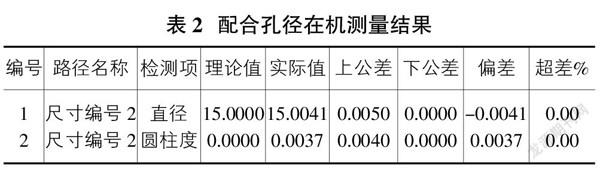
將程序傳輸機床,毛坯裝夾完成,開始加工齒輪,加工完成和在機測量后得到在機測量結果如表2所示。
最終結果顯示采用了在機測量的發動機傳動齒輪精密加工符合精度要求,超差為零。而相比與傳統方法用時節省54%、零件良品率提高、工人勞動減少。有良好的經濟效益和效果。
加工的完成零件如圖11所示,我們采用數控加工與在機測量相結合的方式完成了發動機傳動齒輪的加工及檢測。合理編排工藝流程,選擇合適的加工方法。針對工件加工中誤差產生的原因,設置了修正措施。本文關于發動機傳動齒輪的精密加工中在機測量的應用為相關問題提供了一個解決方案。
參考文獻:
[1]丁文政,王明濤,陳勇,卞榮.典型幾何特征在機測量評定算法研究[J].組合機床與自動化加工技術,2021(12):71-74,78.DOI:10.13462/j.cnki.mmtamt.2021.12.017.
[2]曾向彬.內外齒輪軸零件的精密加工工藝研究[C]//第三屆金屬加工工藝創新論壇論文集.[出版者不詳],2021:29-33.DOI:10.26914/c.cnkihy.2021.047689.
[3]于保軍,董青青,谷巖,趙春滿.自由曲面慢刀伺服車削加工技術[J].機械設計與制造,2021(11):119-121.DOI:10.19356/j.cnki.1001-3997.2021.11.027.
[4]任國柱,王喆.精密微孔高速鉆削加工技術研究[J].機床與液壓,2021,49(18):67-70.
[5]劉學術,徐金亭.面向精密制造的測量加工一體化系統設計與實現[J].組合機床與自動化加工技術,2021(07):62-65.DOI:10.13462/j.cnki.mmtamt.2021.07.015.
猜你喜歡
山東工業技術(2017年14期)2017-07-18 16:40:10
科技創新與應用(2017年17期)2017-06-16 15:28:26
科學與財富(2017年15期)2017-06-03 19:02:23
祖國(2017年3期)2017-03-16 19:33:39
山東工業技術(2017年1期)2017-01-24 23:33:00
山東工業技術(2016年19期)2016-10-29 16:11:02
科教導刊·電子版(2016年8期)2016-06-27 19:02:50
企業導報(2016年9期)2016-05-26 22:18:57
中國科技博覽(2016年5期)2016-04-23 11:42:34
中小企業管理與科技·中旬刊(2016年2期)2016-03-18 01:27:26