高強度雙質材料掛車輕量化關鍵技術綜述
2022-03-01 04:55:48朱玉麒郭前建袁偉王文華李飛楊先海
山東理工大學學報(自然科學版) 2022年3期
朱玉麒,郭前建,袁偉,王文華,李飛,楊先海
(1. 山東理工大學 機械工程學院, 山東 淄博 255049;2. 蒙陰縣飛達礦山工程機械有限公司, 山東 臨沂 276200)
近年來,隨著汽車產業的快速發展以及化石能源的供不應求,運載工具輕量化已成為國內外設計和使用者長期追求的目標[1]。汽車的輕量化是指在保證汽車強度和安全性能的前提下,盡可能地降低汽車的整備質量,從而提高汽車的動力性,減少燃料消耗,降低排氣污染。研究數據表明,汽車質量每降低10%,油耗便可以降低6%~8%[2],對汽車進行輕量化優化設計可以使其更好地應用于物流運輸行業。
掛車分為全掛車和半掛車,其中半掛車是一種由半掛牽引車牽引、車軸置于車輛重心后面(當車輛均勻受載時)、并且裝有可將水平或垂直力傳遞到牽引車的聯結裝置的掛車。相比于傳統的商用車底盤運輸方式,專用的半掛車運輸具有效率高、成本低的優點,更符合當前物流運輸行業的發展趨勢。然而,與歐美等發達國家相比,我國在其輕量化的研發方面仍處于起步階段,掛車減重效果和安全性能仍然較差。因此,亟需對掛車進行優化設計研究,使其既滿足各項性能要求又具備一定的輕量化效果。
本文對掛車輕量化的關鍵技術進行分析和總結,介紹相關的輕量化材料,分析討論高強度雙質材料的復合焊接技術,并基于國內外研究現狀,對今后的研究方向和發展趨勢進行總結和展望。
1 輕量化材料研究
由于鋼質車輛過于沉重,所以研究人員常使用輕質材料替代的方法來實現車輛輕量化[3]。王金剛等[4]通過采用鋁合金代替鋼材設計廂式貨車車廂兩翼,取得了良好的輕量化效果;馬曉坤等[5]對碳纖維復合材料在汽車輕量化中的應用現狀進行了分析,發現其與傳統金屬材料相比,具有質量輕、強度高、耐腐蝕等特點。Tang等[6]研究發現,使用鋁合金制作中型客車前保險杠不僅可以使其質量較輕鋼保險杠降低約60%,還能更好地吸收碰撞力。
此外,Zewdie等[7]通過試驗研究發現劍麻纖維復合材料是一種很好的汽車車身輕質替代材料;方炅任等[8]采用碳纖維復合材料設計制造了城軌車輛車頭頭罩及骨架,在滿足設計要求的前提下實現了30%的減重效果。然而,由于堿性環境會使得劍麻纖維分解和礦化,導致劍麻纖維承載力和延性下降[9];國內碳纖維復合材料制造工藝裝備落后,導致缺乏碳纖維高端產品,且中低端產品成本較高[10],使得這兩種材料的大規模應用難以實現。
現階段,倉柵式半掛車(如圖1所示)以其裝載量大、拆卸方便、用途廣、投資成本低等優勢成為了道路運輸行業的主要裝備,研究人員常采用鋁合金作為其輕量化的主要材質,然而鋁合金材料在工作中可能會發生如應力腐蝕、剝落腐蝕等局部腐蝕[11],且鋁合金車架的強度與鋼制車架相比較低,特別是焊縫部位的結構強度降低的更為明顯,使得車輛在極端使用情況下的可靠性不如傳統的鋼制車架。研究發現,鋁合金-鋼雙材質掛車能夠充分利用鋼材承載能力強、耐磨,而鋁合金質量輕的優點,在確保掛車承載能力與安全性能的同時,大幅減輕掛車重量;因此,可使用鋁合金-鋼雙材質進行掛車輕量化設計。
由此可見,可以實現車輛輕量化的替代材料大體分為兩類,一類為復合材料,另一類為雙質金屬材料。考慮到材料成本與制造工藝,以及車架的安全性能等因素,鋁合金-鋼雙材質應成為未來掛車輕量化的首選材料。
2 激光-MIG復合焊接工藝研究
由于輕量化掛車所用的鋁、鋼雙質材料熱物理性能和化學性能存在較大差異,難以熔合焊接[12],而傳統焊接方法焊接鋁合金不僅焊接效率低,還常會產生氣孔、裂紋等焊接缺陷[13],因此復合焊接技術已成為掛車輕量化的關鍵技術之一。20世紀70年代,英國帝國理工大學的Steen教授提出了一種名為“激光-電弧復合焊接技術”的復合熱源焊接方法,與傳統焊接技術相比,該技術具有加工速度快、焊縫強度高、焊縫小等優點;因此,激光復合焊接技術已成為研究熱點。
2.1 激光復合焊接工藝技術方法研究
激光復合焊接技術分類廣泛,主要有激光與電弧焊接、激光與等離子弧焊接、激光與感應熱源復合焊接、雙激光束焊接等[14]。與其他激光復合焊接技術相比,激光-電弧復合焊接技術具有價格低廉、穩定可靠、加工效率高等優點[15],廣泛應用于軌道交通、造船、汽車、工程機械等領域;其缺點是焊后冷卻速度較快,特別是對于高強度鋼的焊接,焊接殘余應力較高[16]。對于鋁合金材料而言,由于其熱傳導能力強,對激光能量的反射率高,因此普遍采用激光-電弧復合焊接技術進行焊接。
激光-MIG復合焊接是激光-電弧復合焊接的一種[17],其原理為激光束與MIG電弧同時作用于焊接區域,向其輸送熱量(如圖2所示),因激光-電弧兩個熱源之間的交互作用而使其具有較好的能量利用率和工況適應性[18],使得它具有焊接速度快、焊縫熱影響區小、熱變形小、焊接成形好以及生產效率高等顯著優點。
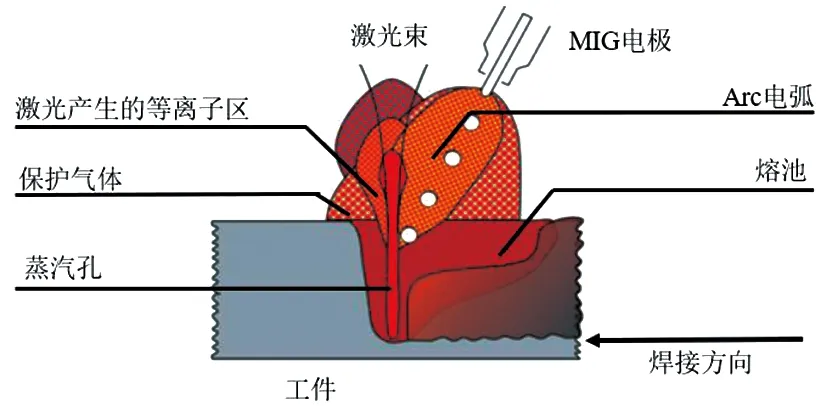
圖2 激光-MIG復合焊接原理
近年來國內外學者對激光-MIG復合焊接技術進行了大量研究,將其與其他焊接工藝反復進行對照實驗,分析其適用領域。Wang等[19]采用光譜分析方法對激光-MIG復合焊接中的混合等離子體現象進行了研究,發現激光-MIG混合焊接中金屬元件的光譜強度要比單一的MIG焊接強得多,因此會在焊接池附近產生更多熱量。韓麗梅等[20]通過對比分析不同焊接方式下焊接接頭的宏觀形貌和顯微組織,得出了激光-MIG復合焊接擁有比單MIG焊接和激光焊接更好的橋接能力、成形能力和組織性能的結論。可見,激光-MIG復合焊接比單一焊接更具有優勢。
在鋁合金材料與其他材料焊接方面,Shaker等[21]采用激光-MIG復合焊接和冷金屬轉移釬焊的方法,成功地將雙相鋼與AA2024-T3鋁板對接焊在了一起。吳永亮等[22]采用PLC系統控制的激光-MIG復合焊接工藝對Q890鋼/6063鋁合金進行異種金屬焊接,發現添加Al-Cu合金片的焊接接頭抗拉強度更高,接頭界面層顯微組織厚度更薄。大量研究表明,激光-MIG復合焊接技術對鋁合金-鋼材料的焊接有顯著效果。
2.2 激光-MIG復合焊接技術研究方向
作為一種新興的焊接技術,激光-MIG復合焊接在德國、日本等發達國家已經進入了工業化應用階段,但目前我國對該技術的研究還處于探索階段。由于激光-MIG復合焊接接頭強度較低,尚未廣泛應用于焊接厚度大于10 mm的鋁合金材料[23],且焊接過程中協同工藝參數眾多,焊接接頭形貌直接影響焊接質量[24],因此國內外研究人員主要從焊接接頭的顯微組織和力學性能、工藝參數等方面進行研究。Yan等[25]利用顯微鏡對鋁鋰合金板焊接接頭顯微組織和斷口形貌進行研究,發現焊接條件下接頭呈現出了以韌窩為主和少量撕裂脊的特征。譚兵等[26]使用光學顯微鏡、掃描電鏡等工具對焊接接頭組織、元素分布和力學性能進行了觀察研究,發現采用激光-MIG復合焊接方法可以高速焊接中厚度鋁合金,且焊縫成形美觀、界面熔合良好、焊接接頭軟化區較小。
此外,Zhang等[27]使用高速攝像機研究了激光-MIG復合焊接中外縱向磁場對電弧形狀、運動特性和耦合的影響,發現外加縱向磁場可以明顯改善焊接過程的穩定性。侯艷喜等[28]采用激光-MIG復合焊接工藝對鋁合金板進行焊接,發現激光功率對焊縫熔深起主導作用,激光功率越大,焊縫熔深越大;焊接速率越大,焊縫熔寬和熔深越小。常云峰等[29]研究了擺動振幅、擺動頻率等激光擺動參數對鋁合金激光-MIG復合焊接焊縫氣孔率的影響,發現激光束垂直于焊縫擺動時(如圖3所示)對氣孔的抑制效果最佳,且擺動幅度a達到1.5 mm時才能完全抑制焊縫氣孔。由于焊縫區域是焊接最薄弱的地方,力學性能最差,因此未來對激光-MIG復合焊接技術的研究將著重于改善焊縫區域焊接接頭的力學性能,使其更好地適應工業生產。
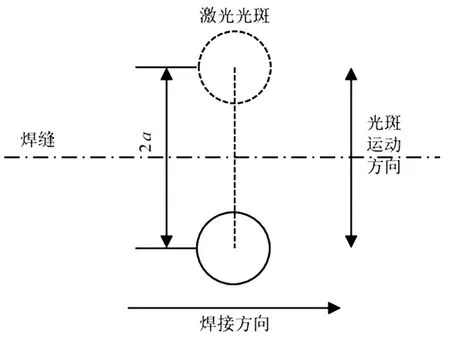
圖3 激光束擺動示意圖
由以上研究可以看出,激光復合焊接技術種類繁多,實際應用時應當根據焊接材料的不同來進行研究分析,選取合適的焊接方法。對于含有鋁合金材質的焊接應選用激光-MIG復合焊接技術;同時,針對激光-MIG復合焊接技術焊接工藝復雜、焊縫區域力學性能差等問題,應加大與計算機技術結合的研究深度,加快激光-MIG復合焊接技術的智能化、自動化、精確化進程。
3 掛車結構優化設計
在解決焊接技術以后,對掛車進行結構優化設計成為了實現其輕量化的重要途徑。結構優化可分為尺寸優化、形狀優化、形貌優化和拓撲優化,其中拓撲優化是一種根據給定的負載情況、約束條件和性能指標,在材料均勻分布的設計空間中找到最佳分布方案的優化設計方法,廣泛應用于航空航天、機械、建筑等領域。拓撲優化對比如圖4所示。

圖4 拓撲優化對比圖
國內外學者廣泛使用拓撲優化方法對掛車車身骨架進行輕量化優化設計[30]。魏春梅等[31]采用拓撲優化設計方法對重型汽車傳動軸進行了輕量化設計研究,使凸緣叉質量由優化前的9.23 kg減小為優化后的6.874 kg,降低約25.5%,且花鍵軸叉、萬向節叉、后傳動軸等均取得了顯著減重效果。Panganiban等[32]通過拓撲優化獲得了平板掛車框架梁的最優布局,使得優化后的車架質量比原設計輕約13%(275 kg),而剛性與原設計相同。由此可見,拓撲優化方法能夠在滿足使用性能與結構力學性能的同時有效地減少掛車骨架用料,從而達到輕量化的效果。
由于結構拓撲優化中容易出現棋盤格式、網格依賴等數值計算不穩定現象,增加了優化結構提取制造的難度;因此,為了更好地實現掛車結構優化,研究人員常將拓撲優化與其他優化方法結合使用[33-34]。郭建宇等[35]基于有限元分析理論,通過采用變密度法拓撲優化和多目標尺寸優化的方法對車身骨架進行輕量化設計,使得優化后的車身骨架在滿足各項性能要求的前提下減重14.08%。Jang等[34]通過對掛車進行拓撲優化和厚度優化設計,大幅度提高了掛車的剛性質量比,將最終模型的總質量降低了29%,平均服從均勻彎曲載荷降低了21%。由于實際操作中車身優化會涉及到多個方面,所以應通過多目標優化算法進行優化。
形貌優化基于形狀優化,主要針對板型結構中肋的位置與形狀尺寸進行優化設計,可在改善板型結構力學性能的同時減輕其結構重量[36]。劉迪輝等[37]對汽車發動機底護板進行了拓撲及形貌優化,在降低原設計模型最大應力、最大變形量的同時使質量減輕了12.5%。簡幫強等[38]通過對泵車連桿進行拓撲優化和形貌優化設計,實現了其結構輕量化,并提高了穩定性。張積洪等[39]通過使用拓撲優化、形貌優化等方法對拖車車架結構進行了優化設計,既增強了車架的結構強度又節約了材料,取得了一定的輕量化效果。
由此可見,拓撲優化在輕量化設計領域有著廣闊的發展前景,其中最常用的是基于變密度法的拓撲優化。由于在結構優化過程中易出現數值不穩定現象,拓撲優化應當同多目標優化算法、形貌優化等結構優化方法結合使用。當前,常用的形貌優化、尺寸優化方法已日趨成熟,未來應著重研究遺傳算法等多目標優化算法在拓撲優化中的應用,以便更好地實現結構優化設計。
4 總結與展望
本文主要對高強度雙質材料掛車輕量化過程中的關鍵技術進行了總結,通過分析當前常用輕量化技術的優勢和不足,對未來研究方向進行了預測,為掛車輕量化設計提供了參考。
1) 車輛輕量化材料多種多樣,各有優缺點。傳統的掛車輕量化材料仍以鋁合金為主,但使用鋁合金-鋼雙材質進行掛車輕量化設計已逐漸成為未來的發展方向,充分發揮兩種材料各自優勢,既保證了掛車輕量化的需求,又能兼顧掛車的可靠性和安全性。
2) 可以通過對激光-MIG復合焊接工藝過程中的流體流動和傳熱傳質機理進行研究,解決不同熔點、不同硬度的鋁合金和鋼材難以熔合焊接的問題;但激光-MIG復合焊接技術仍存在焊縫力學性能差、自動化水平低等局限性,如何使焊接過程系統化、簡便化,是未來復合焊接技術的研究方向。
3) 在今后的研究中,應將拓撲優化與其他優化方法結合使用,共同對掛車結構及質量分布進行優化設計,找到最佳設計方案,以便更好地實現輕量化的目標。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
