基于不同插值法的裝載機自主鏟裝軌跡的尋優
2022-03-02 12:50:24淮志鵬諶炎輝洪錢港
礦山機械 2022年2期
關鍵詞:作業
淮志鵬,諶炎輝,洪錢港
廣西科技大學機械與汽車工程學院 廣西柳州 545616
大數據、5G、人工智能等新技術的興起并大量運用于工程機械,推動了工程機械的高質量發展[1]。裝載機作為重要的工程機械之一,實現智能化及自主鏟裝作業的關鍵在于找到一條較高滿斗率的鏟裝軌跡。R.Tiwari 等人建立用于跟蹤裝載機實際作業軌跡的系統,采用立體攝像頭拍攝作業軌跡并進行評估,最后通過改變挖掘機軌跡提高挖掘效率[2]。龔捷等人通過不同的方法證明裝載機在鏟掘階段,鏟斗沿著平行于物料表面的軌跡進行作業,所需要的能量最少[3]。孫祥云等人研究了挖掘機挖掘軌跡,采用粒子群算法進行分析,得到了較為高效的挖掘軌跡[4]。黃鵬鵬等人通過研究裝載機鏟裝過程,找到鏟斗鏟入深度與空斗的數學關系,建立了反映滿斗率的數學模型,從而找到合理的鏟斗插入深度[5]。
裝載機的鏟裝效率受到多方面因素的影響,例如操作場地、駕駛員和裝載機本身性能等。本次研究采用的是自主鏟裝設備,裝載機入料前的動力及鏟裝時的動力均可進行設定;鏟斗采用標準 5 t;由于是自主鏟裝,沒有駕駛員的影響;場地為平整地;天氣狀況良好。眾所周知,裝載機鏟裝細沙物料時深度越大,鏟掘效率越高。本研究探討的是在滿足裝載機滿斗率的鏟裝深度范圍內 (這里的滿斗率指的是大于或接近100%),繼續尋找較高滿斗率的鏟裝軌跡。
1 插值法基本原理
采用 4 種插值法對單位時間鏟裝量進行預測分析,不同深度的鏟掘軌跡作為自變量,單位時間鏟裝量作為因變量。
1.1 插值法說明
裝載機鏟裝物料時,鏟斗插入越深,鏟裝的物料應該越多,循著這個思路去尋找較高滿斗率的自主鏟裝軌跡。通過前期直觀的數據分析,發現單位時間鏟裝量隨著鏟裝深度的增加并沒有呈現出嚴格的單調增加。相關性分析表明,鏟裝深度與單位時間鏟裝量的相關系數為 0.886。通過 4 種插值法的比較,采用誤差較小的插值法,希望近似反映出一定深度范圍內單位時間鏟裝量的變化趨勢,進而推斷出較高滿斗率的鏟裝軌跡。
1.2 插值法簡介
(1) 三次樣條插值 (Spline)[6]在區間 [a,b] 內存在函數,且這個函數在小區間 [xi,xi+1] 上為三次多項式,其中a=x0<x1< ∧<xn=b是節點,則稱這個函數是節點上的三次樣條函數。
(2) 線性插值 (Linear)插值函數為一次多項式。
(3) 最鄰近插值 (Nearest)未知點的數值取與這個未知點最相近的已知插值點的數值。
(4) 三次 Hermit 插值 (Pchip)與三次樣條插值類似,也是三次函數,但不同的是,Hermit 插值函數在節點處要求函數值相等,根據不同的實際問題也有要求節點處導數值相等。
1.3 驗證方法
插值結果采用交叉法進行驗證,即將一部分鏟掘深度軌跡看作未知點,利用其余不同鏟裝深度軌跡進行插值分析,用插值模型得到的預測值與實際測量值進行比較。擬采用η來表示預測誤差,
式中:為單位時間鏟裝量預測值;y為單位時間鏟裝量實測值。
用預測精度平均絕對誤差 (MAD) 和均方根誤差(RMSE) 作為驗證指標。對插值法來說,平均誤差和均方根誤差數值越小,預測精度越高。平均絕對誤差

均方根誤差
2 試驗方案
裝載機作業性能試驗系統如圖 1 所示。自主鏟裝過程為裝載機以一定的速度駛向料堆,鏟斗水平插入料堆鏟掘物料,最后通過司機手動操作使鏟斗提升離開料堆。在此期間,數據采集器每隔 0.002 s 采集一次傳感器的數據,從而獲得鏟裝作業過程中作業時間參數,鏟斗銷軸傳感器對鏟斗內物料質量參數進行收集。

圖1 裝載機作業性能試驗系統Fig.1 Test system for loader operation performance
試驗中,通過車載電腦輸入規劃的軌跡,設定插入料堆前裝載機發動機轉速參數和鏟掘物料動力參數,操作流程如圖 2 所示。

圖2 操作流程Fig.2 Operation process flow
2.1 試驗設計
該自主鏟掘裝載機通過車載電腦輸入規劃的鏟掘軌跡和轉軸轉速參數,使得裝載機沿著規劃軌跡作業。作業軌跡分為 3 個階段:鏟斗沿地面水平插入料堆 — 鏟掘物料 — 動臂垂直提升鏟斗離開物料堆。軌跡規劃原理如圖 3 所示。通過改變物料表面與鏟斗斗尖運動軌跡的垂直距離h,獲得不同鏟掘深度的規劃軌跡;鏟斗斗尖轉角θ通過水平儀測量數次,得出試驗對象細沙的安息角為 37.33°。

圖3 規劃軌跡原理Fig.3 Trajectory planning principle
2.2 試驗過程
裝載機鏟裝物料過程為自動鏟裝,其他操作由司機人工完成。試驗前,司機操作裝載機進行預熱,保證機器正常運行。
改變垂直距離h來規劃軌跡,從 400 mm 至 750 mm,間隔 25 mm,共計 15 條軌跡 (以下軌跡僅以數值表示,如軌跡 400 表示鏟掘深度為 400 mm的軌跡,以此類推)。每條軌跡分為 2 種工況:工況 1,裝載機插入料堆前發動機轉速為 1 500 r/min,鏟掘作業過程中發動機轉速為 1 800 r/min;工況 2,插入料堆前發動機轉速為 1 500 r/min,鏟掘作業過程中發動機轉速為 1 500 r/min。每種工況各試驗 5 次。
3 數據分析
3.1 鏟裝性能
裝載機鏟裝物料過程中,鏟裝性能主要包括鏟裝質量、鏟裝時間、鏟裝阻力及作業油耗等。其中,鏟裝質量是指裝載機作業一次鏟斗內的物料質量,鏟裝時間是指裝載機作業一次所耗費的時間。每次作業鏟斗內物料質量并不能保持一致,因此用鏟裝質量與鏟裝時間的比值,即單位時間鏟裝量來表征裝載機作業效率。
3.2 描述性統計分析
試驗后對得到的數據進行統計,如表 1 所列。從表 1 可知,對細沙物料,在工況 1 和工況 2 下,裝載機作業的最大時長分別為 16.26 和 17.29 s,最大鏟裝質量分別為 6 864.5 和 6 473.4 kg。
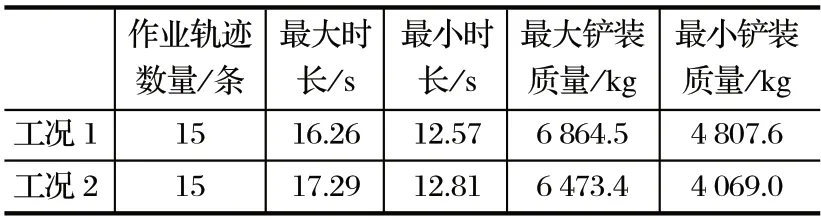
表1 鏟裝試驗數據統計Tab.1 Statistics of loading test data
軌跡 400 和軌跡 750的平均鏟裝質量如表 2 所列。試驗裝載機鏟斗斗容為 5 t,依據表 2 可計算出軌跡 400 在工況 1 下滿斗率為 118.8%,在工況 2 下滿斗率為 115.2%;軌跡 750 在工況 1 下滿斗率為 96.2%,在工況 2 下滿斗率為 81.4%。

表2 兩軌跡下的平均鏟裝質量Tab.2 Average loading amount at two trajectories kg
3.3 插值分析
工況 1 下不同插值法預測的單位時間鏟裝量如圖4 所示。從圖 4 可以看出,裝載機在工況 1 下,軌跡400 至軌跡 750 之間的單位時間鏟裝量呈現出先升后降的趨勢。Spline 和 Pchip 插值結果較為接近,曲線平滑且具有較好的連續性。其中 Spline 插值曲線的最大值出現在軌跡 400 至軌跡 450 之間;Pchip 插值曲線的極值點有 3 處,其中軌跡 450 對應的數值最大。而 Linear 和 Nearest 插值曲線不順滑,不同值之間界限較為明顯。其中 Linear 插值曲線對極值點反映較為直接,軌跡 450 對應的值最大;由于Nearest 插值未知點取的是最近點的數值,因此其插值曲線沒有很好地反映極值點。


圖4 工況 1 下不同插值法的預測結果Fig.4 Prediction results of various interpolation in operation mode 1

工況 2 下不同插值法預測的單位時間鏟裝量如圖5 所示。從圖 5 可以看出,裝載機在工況 2 下,軌跡400 至軌跡 750 之間的單位時間鏟裝量呈現出下降的趨勢,在軌跡 700 至軌跡 750 之間,4 種插值法預測的單位時間鏟裝量都較低。同工況 1 一樣,Linear 和Nearest 插值曲線不順滑。其中 Spline 插值曲線的極值點有 6 個,最大值點出現在軌跡 400 至軌跡 450 之間;Linear 插值曲線可直觀地看出最大值點;Nearest插值曲線對極值點的反映不明確;Pchip 插值曲線的極值點有 5 個,最大值點出現在軌跡 450 處。

圖5 工況 2 下不同插值法的預測結果Fig.5 Prediction results of various interpolation in operation mode 2
3.4 不同插值法的預測精度分析
表3 列出 4 種插值法的預測精度指標,其中包含了平均絕對誤差 (MAD) 和均方根誤差 (RMSE) 以及預測誤差η。工況 1 下,相比于其他插值法,Pchip插值在 3 個指標上表現優越,η、MAD和RMSE數值較小,預測誤差較小,預測精度較高;而 Nearest 插值的η、MAD和RMSE數值均較大,預測誤差較大,預測精度較低。即裝載機在鏟掘動力 1 800 r/min 工況下,以均方根誤差 (RMSE) 為依據判斷的預測精度依次為:Spline 插值 (30.11)> Pchip 插值 (30.13)>Linear 插值 (30.49)>Nearest 插值(46.93)。工況 2 下,相比于其他 3 種插值法,Pchip 插值的η、MAD和RMSE數值較小,預測誤差均較小,預測精度較高。即裝載機在鏟掘動力 1 500 r/min 工況下,以均方根誤差 (RMSE) 為依據判斷的預測精度依次為:Pchip插值 (21.29)>Spline 插值 (22.4)>Linear 插值 (23.1)>Nearest 插值 (32.08)。
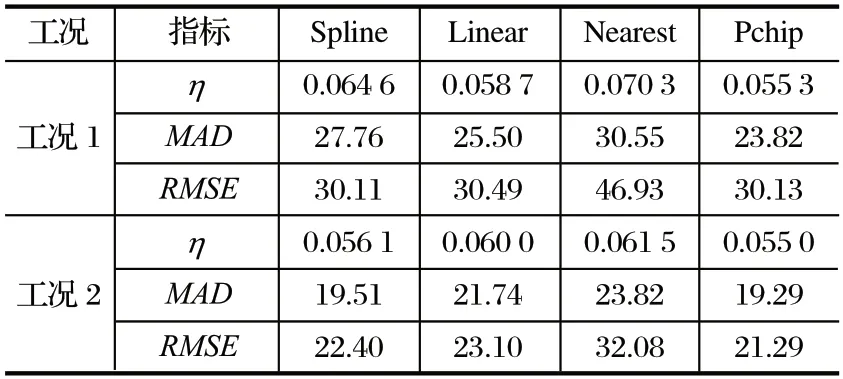
表3 4 種插值法的預測精度指標Tab.3 Indexes of prediction accuracy of four kinds of interpolation
4 優化軌跡
由第 3 節的結論可知,Pchip 插值法在工況 1 下預測誤差為 5.53%,在工況 2 下預測誤差為 5.50%,預測精度均最高。因此將軌跡 400 至軌跡 750 之間的所有數據采用 Pchip 插值法進行分析,結果如圖 6 所示。由圖 6 可知,無論在工況 1 還是工況 2 下,軌跡450的單位時間鏟裝量都出現極值。


圖6 Pchip 插值法預測結果Fig.6 Prediction results of Pchip interpolation
4.1 與人工鏟裝比較
裝載機以軌跡 450 作業單位時間鏟裝量與 2 位熟練司機人工操作的單位時間鏟裝量的對比如圖 7 所示。由圖 7 可知,工況 1 下裝載機以軌跡 450自主鏟裝比司機 B 操作的單位時間鏟裝量多 31%,工況 2下裝載機自主鏟裝比司機 B 操作的單位時間鏟裝量多29%。

圖7 自主鏟裝與人工鏟裝結果對比Fig.7 Comparison between autonomous loading and manual loading in results
4.2 優化軌跡運動過程
通過 4.1的內容可知,裝載機在軌跡 450的路徑下作業,鏟裝效率較高。將軌跡輸入到車載電腦,鏟斗實際鏟裝動作如圖 8 所示。

圖8 鏟斗運動過程Fig.8 Bucket moving process
5 結論
隨著裝載機鏟掘深度的增加,裝載機鏟裝效率呈非線性變化。通過對單位時間鏟裝量進行插值預測分析,得出以下結論:
(1) 對于細沙物料,相比于其他插值法,Pchip 插值在η、MAD和RMSE指標上數值均較小,預測誤差較小,預測精度較高,更適用于對單位時間鏟裝量進行預測分析;
(2)自主鏟掘軌跡 450 為最優鏟裝軌跡。
(3) 以軌跡 450自主鏟掘比熟練司機人工操作的單位時間鏟裝量至少多出 29%。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
