電子束選區熔化成形TC4合金的顯微組織及硬度
2022-03-02 05:54:14童邵輝梁孟強冷星環
機械工程材料 2022年2期
童邵輝,李 東,梁孟強,丁 婷,冷星環
(上海工程技術大學1.工程實訓中心,2.材料工程學院,上海 201620)
0 引 言
鈦合金因具有密度小、比強度高、耐腐蝕性好等優點而廣泛應用于航空航天、醫療器械等行業。在航空航天領域,航天器的輕量化設計和生產已成為世界航空業發展的趨勢,而鈦合金質輕而高強的特性可滿足航天材料的要求。但是鈦合金硬度很高,在切削時易導致刀具磨損并產生高熱量,這不僅會縮短刀具壽命,而且會嚴重影響鈦合金零件的成形精度[1]。增材制造技術可制備和成形傳統制造技術難加工的材料和零件[2]。目前,增材制造領域的研究重點傾向于電子束選區熔化成形(EBSM)技術,因為電子束作用深度大,相對于激光具有較高的能量利用率、功率密度和材料吸收率,其環境為真空,無氧、氮等元素污染等問題[3],同時成形件經歷反復加熱和冷卻后具有低殘余應力的特點[4]。電子束選區熔化成形技術基于離散與堆積的成形原理,通過計算機將零件模型按一定厚度進行分層和切片,并離散成二維截面輪廓信息的掃描路徑,電子束在計算機控制的電磁偏轉線圈作用下按照二維截面數據對金屬粉體進行逐層熔化堆積,最終得到所需的三維零件[5]。電子束選區熔化成形技術能夠成形結構復雜和性能優異的零件,而且具有加工材料種類多、柔性高、可實現無模成形等特點,在航空航天、汽車制造和生物醫療器械等領域具有良好的應用前景[6]。
目前對電子束選區熔化成形技術的研究主要集中在工藝參數對成形件組織和性能的影響方面。SCHWERDTFEGER等[7]研究發現,較低的掃描速度可提高電子束的熱輸入,在電子束電流較低條件下可消除成形組織出現的孔洞缺陷,提高組織致密性。BAUEREI?等[8]研究發現,成形件組織致密性隨著電子束功率增加而提高。WANG等[9]研究發現,在電子束掃描速度為214~689 mm·s-1范圍內,電子束選區熔化成形TC4鈦合金的彈性模量和硬度與電子束掃描速度成正比。徐蔚等[10]研究發現,在電子束選區熔化成形Ti-6Al-4V合金顯微組織中,α相體積分數隨著熔覆面積的增加逐漸增加,尺寸明顯粗化,成形件的硬度在368450 HV,并且隨著熔覆面積的增加而增大。目前,有關電子束選區熔化技術制備不同形狀試樣沿粉末堆積方向顯微組織和硬度的對比研究鮮有報道。作者采用Arcam Q10型電子束選區熔化成形設備制備了不同尺寸圓柱體TC4合金試樣,對比分析了不同試樣在粉末堆積方向的組織演變和顯微硬度。
1 試樣制備與試驗方法
試驗材料為球形TC4合金粉末,粉末的粒徑范圍為25~100 μm,其化學成分如表1所示。基板為316L不銹鋼板,尺寸為80 mm×80 mm×10 mm。成形前將基板預熱至700 ℃,以提高粉末層黏性,防止粉末潰散。預熱完成后采用Arcam Q10型真空電子束增材制造設備在真空環境中制備尺寸分別為φ8 mm×25 mm、φ25 mm×8 mm的2種圓柱體試樣(分別記作試樣1和試樣2),電子束以弓字方式掃描熔化粉末層,掃描完一層粉末后,工作臺旋轉90°[11],使相鄰兩層掃描線相互垂直,電子束電流為15~28 mA,掃描速度為4 530 mm·s-1,聚焦電流為32 mA,層厚為60 μm。

表1 TC4合金粉末的化學成分
沿粉末堆積方向將試樣1均分為頂部、上部、下部、底部4個試樣,在試樣2中心沿軸向(粉末堆積方向)截取直徑為8 mm的圓柱體試樣,并將該圓柱體試樣均分為頂部、中部、底部3個試樣,具體取樣位置如圖1所示。采用PANalytical Xpert′ PRO型X射線衍射儀(XRD)進行物相分析,采用銅靶,Kα射線,掃描速率為4(°)·min-1,掃描范圍為10°~100°。試樣經打磨、拋光,用Kroll試劑(HF、HNO3、H2O的體積比為1…2…50)腐蝕8 s后,采用KEYENCE Z100型超景深光學顯微鏡和Hitachi S-3400N型掃描電子顯微鏡(SEM)對軸向顯微組織進行觀察。采用HXD-1000TMC/LCD型顯微硬度計對硬度進行測試,載荷為0.98 N,保載時間為15 s。
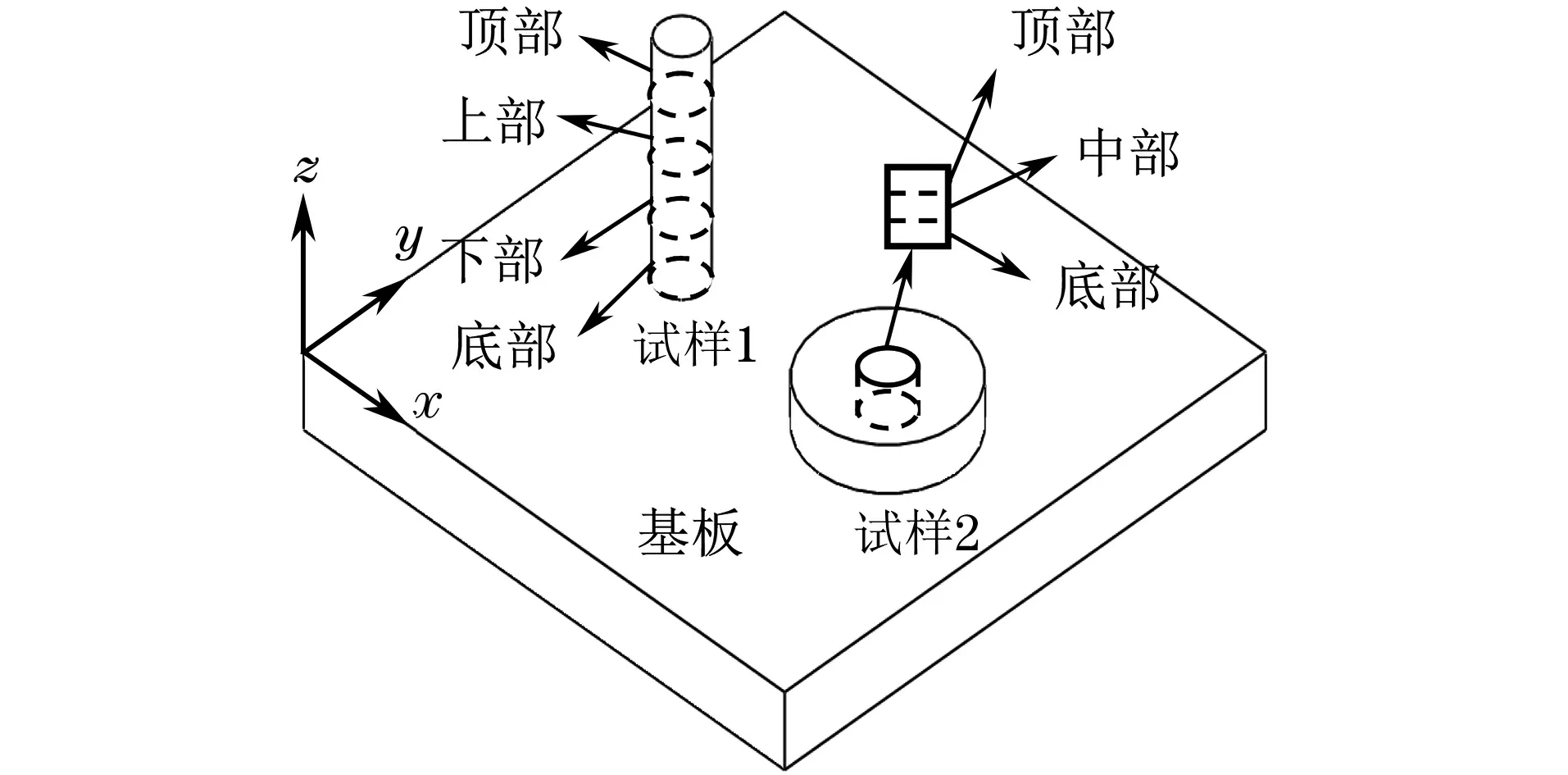
圖1 電子束選區熔化成形TC4合金的取樣位置示意Fig.1 Schematic of sampling positions of electron beamselective melting formed TC4 alloy
2 試驗結果與討論
2.1 物相組成
TC4合金為α+β雙相鈦合金,α-Ti的晶體結構為密排六方結構,β-Ti為體心立方結構,二者具有Burgers關系。由圖2可知,電子束選區熔化成形TC4合金試樣均出現了α-Ti和β-Ti相衍射峰,試樣1底部組織中β-Ti的衍射峰強度較大。電子束選區熔化是一個急熱急冷的過程,熔池先凝固形成β相,隨后在快冷過程中轉變為亞穩態的細針狀α′馬氏體組織,后續受熱循環作用,α′馬氏體分解形成α+β相。試樣底部經歷了次數較多的熱循環過程,同時在基板的預熱作用下更多的α′相分解為α相和β相,因此β-Ti相衍射峰強度增加。
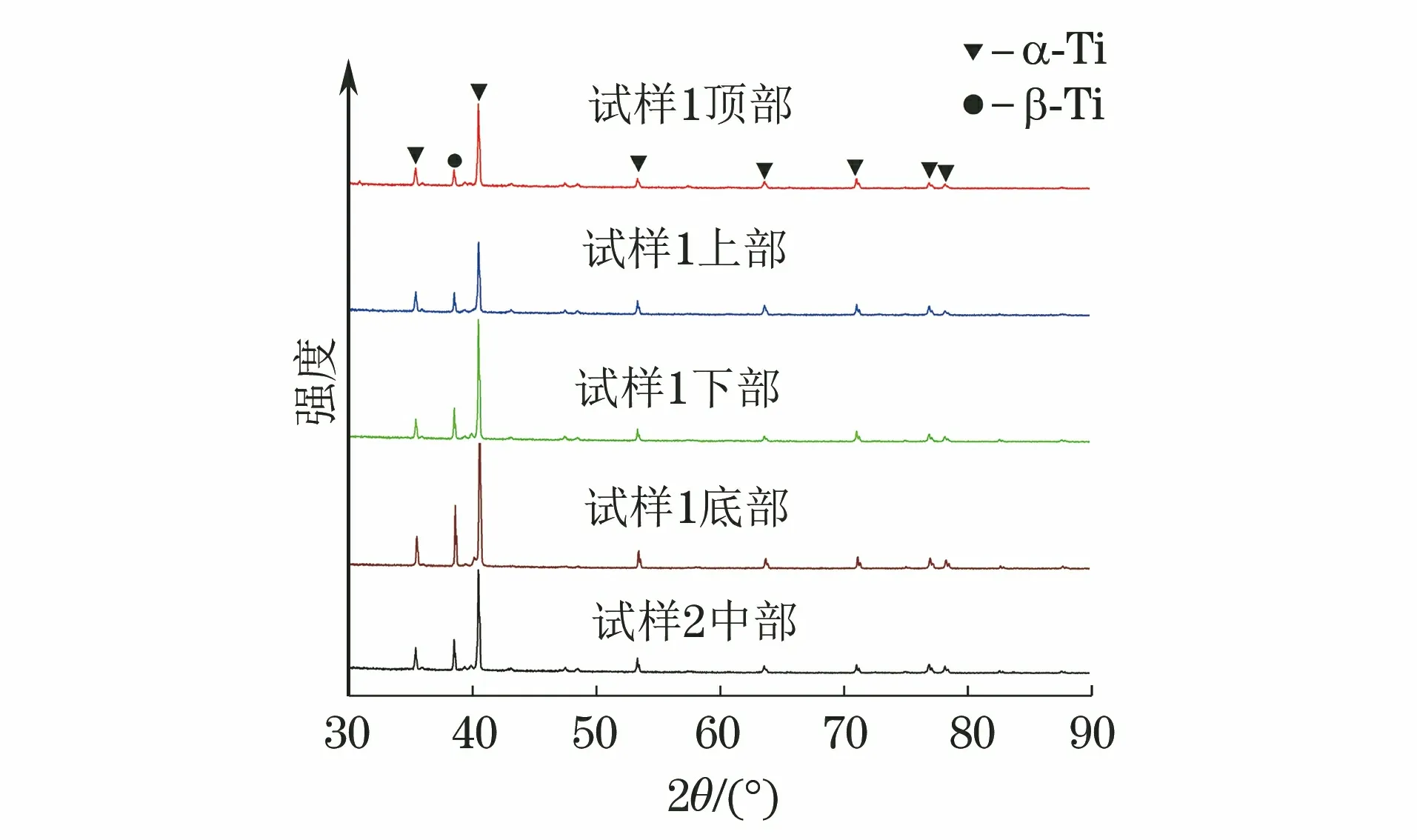
圖2 不同試樣不同位置的XRD譜Fig.2 XRD patterns of different positions of different samples
2.2 顯微組織
由圖3可以看出:試樣1軸向顯微組織中原始β柱狀晶貫穿各熔合層,這是因為電子束轟擊合金粉形成熔池,熔池中液相溫度隨著距固液界面距離增大而升高,溫度梯度的方向平行于粉末堆積方向,滿足柱狀晶的生長條件,在凝固過程中固液界面以近平面狀的方式沿粉末堆積方向推進形成定向生長的β柱狀晶;試樣上部、下部與底部組織中原始β柱狀晶界存在集束魏氏組織,由原始β柱狀晶界處析出的針狀α 相以相同位向且相互平行地向晶內生長形成,同時部分針狀α 相在晶內互相交織,形成網籃狀魏氏組織;試樣1底部貼近基板,基板的保溫作用導致β相的原子具有較大的擴散系數,使得原始β柱狀晶粗化,因此在組織中無法顯示出原始β柱狀晶的晶界,而只能看到柱狀晶內部的網籃狀魏氏組織;試樣1頂部冷卻速率較大,合金發生非平衡凝固形成的β相轉變為細長針狀α′過飽和馬氏體,由于未經歷后續熱循環,α′馬氏體得以保留,且α′相的長寬比較大。由圖4可以看出,試樣1頂部針狀α′馬氏體晶界處析出細小的β相,以不同位向相互交錯的細長桿狀和點狀β相在晶界處密集分布。試樣1上部和下部組織中存在于α相界和其針間的殘余β相受熱以及釩、鐵等β穩定元素的影響而長大,導致α相界破碎,α 相的長度縮短。試樣1底部經歷多次熱循環作用,同時在基板的保溫作用下,冷卻速率較低,部分針狀α 相在長度方向上相互融合,長寬比較大。
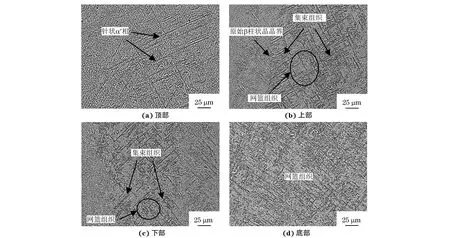
圖3 試樣1不同位置的軸向顯微組織Fig.3 Axial microstructures of different positions of sample 1: (a) top; (b) upper; (c) lower and (d) bottom
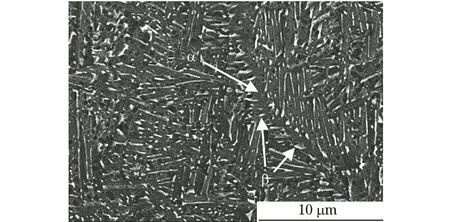
圖4 試樣1頂部的SEM形貌Fig.4 SEM image of top of sample 1
由圖5可以看出,試樣2無法觀察到原始β柱狀晶,底部組織趨于晶粒狀。試樣頂部面積較大且直接與真空環境接觸,冷卻速率較大,合金發生非平衡凝固,因此頂部組織為大量致密細小的針狀α′ 馬氏體。由于試樣2高度小,基板的保溫作用導致試樣的縱向溫度梯度不足以驅動β相形成定向生長的柱狀晶,液相中的固液界面趨于以胞狀組織的形態推進。試樣中部的冷卻速率較小,針狀α′馬氏體受熱分解為α相和β相,相鄰α相融合變寬,且互相平行以集束形態分布。在多次熱循環以及基板的保溫作用下,試樣底部的溫度梯度較小,α相晶核只能在原始β晶界上形成,隨后晶核以相同的位向往晶內生長,并在原始β晶粒內逐漸形成長條狀α相,組織呈β/α/β三明治結構,長條狀的α相貫穿原始β晶粒形成α相集束,且不同晶粒中集束的取向不同。由圖6可以看出,試樣2底部組織的α相片層間存在長桿狀殘余β相,且β相呈連續網狀分布。
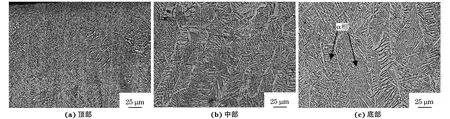
圖5 試樣2不同位置的軸向顯微組織Fig.5 Axial microstructures of different positions of sample 2: (a) top; (b) middle and (c) bottom
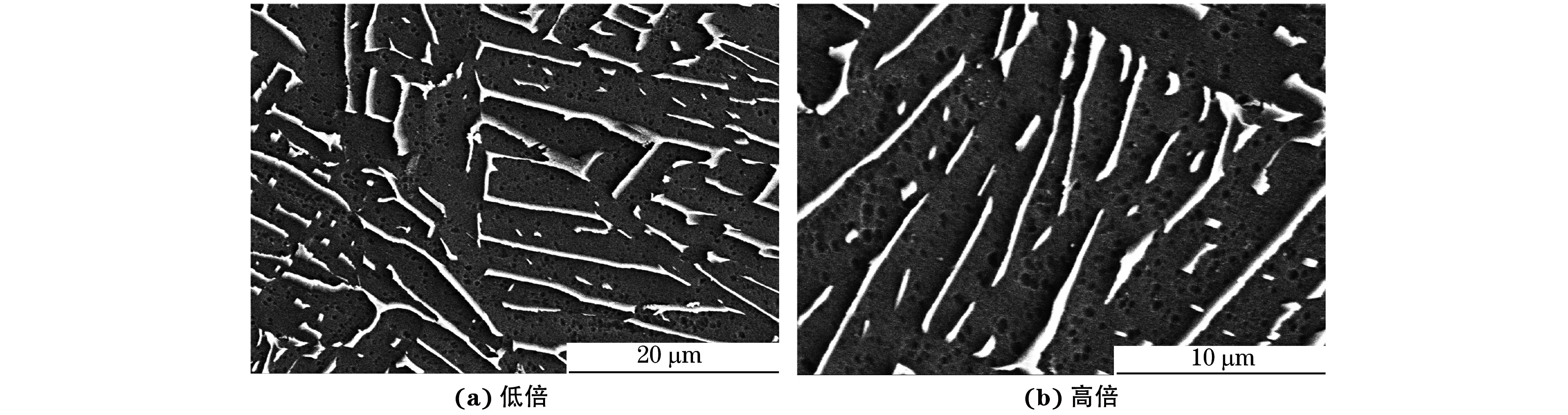
圖6 試樣2底部的SEM形貌Fig.6 SEM morphology of bottom of sample 2: (a) at low magnification and (b) at high magnification
2.3 硬 度
由圖7可以看出:試樣1頂部和底部的顯微硬度較大,最大硬度出現在頂部,為406.7 HV,試樣1的平均硬度為354.33 HV;試樣2的顯微硬度隨著距基板距離的增大而升高,平均硬度為333.92 HV,略低于試樣1。α′相或α相的形態和尺寸對鈦合金的顯微硬度有一定的影響;在施加應力條件下,α′ 相或α相間發生滑移,在滑移過程中,當α′相或α相的長寬比及其長度較大時,與相鄰α′ 相或α相之間滑移的路徑更大,需要消耗的能量更多,滑移阻力更大,從而導致顯微硬度更高[12]。試樣1頂部針狀α′相和底部針狀α相的長寬比大于上部與下部α相,因此頂部和底部的硬度高于上部與下部。從試樣2頂部到底部,α′/α相由針狀變為條狀和片狀,其寬度逐漸增加,導致相尺寸及其間距變大,塑性增大[13],因此該試樣在粉末堆積方向的顯微硬度逐漸降低;試樣2底部組織趨于晶粒態,形成α相集束,其塑性變形能力較好[14],因此最低顯微硬度出現在底部。
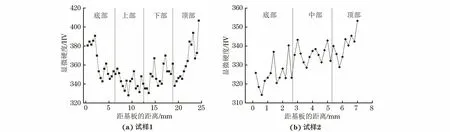
圖7 不同試樣沿堆積方向的顯微硬度分布Fig.7 Microhardness distribution along deposition direction of different samples: (a) sample 1 and (b) sample 2
3 結 論
(1) 電子束選區熔化成形尺寸φ8 mm×25 mm TC4合金試樣的顯微組織主要由原β柱狀晶界處的針狀α集束組織和柱狀晶內的針狀α相互交錯形成的網籃狀魏氏組織組成,原始β柱狀晶主軸平行于堆積方向并且貫穿各熔合層,殘余β相彌散分布在α相基體中。
(2) 尺寸為為φ25 mm×8 mm試樣的頂部組織由大量致密細小的針狀α′相組成,中部組織中針狀α′ 相分解為α相和β相,α相寬度較大,底部組織中條狀α相貫穿β晶粒形成集束,且不同晶粒中集束的取向不同;殘余β相在α相基體中呈連續網狀薄層分布。
(3) 尺寸φ8 mm×25 mm試樣的平均硬度為354.33 HV,具有較大長寬比針狀α′相的頂部和α相的底部的顯微硬度大于具有較小長寬比針狀α相的上部與下部顯微硬度;尺寸φ25 mm×8 mm試樣的平均硬度為333.92 HV,從頂部到底部α相由針狀變為條狀和片狀,長寬比減小,顯微硬度降低。
