鐵素體不銹鋼/16Mn鋼厚板異種鋼電子束焊接接頭的組織與沖擊韌性
2022-03-02 05:54:12王超冉
機械工程材料 2022年2期
王超冉,李 東
(上海工程技術大學材料工程學院,上海 201600)
0 引 言
隨著現代化工業的不斷發展,對材料的性能和生產成本提出了更高的要求[1-2],而單一材料很難滿足多樣化的環境需求。厚板異種鋼結構件的焊接是制造大型船舶和汽輪機等設備不可缺少的工藝過程,因此厚板異種鋼焊接具有良好的工業發展前景。傳統的厚板焊接技術,例如多層多道電弧焊,具有焊接周期長、接頭成形質量差等缺點,難以滿足愈加嚴苛的制造要求[3-5]。相比于傳統厚板結構件焊接方法,電子束焊接具有效率高、熱變形小、成形質量好等優點,且焊接過程在真空室內進行,避免了空氣中氧、氮等元素的污染,同時電子束焊接幾乎適用于所有金屬材料,尤其是異種鋼厚板[6]。
鐵素體不銹鋼具有良好的耐腐蝕性能,其耐氯化物腐蝕性和導熱性能優于奧氏體不銹鋼,因此常用于特殊的工作環境中[7-8],但鐵素體不銹鋼具有較差的焊接性,特別是在熔焊過程中熱影響區存在鐵素體粗大、碳化物析出等現象,導致韌性降低,這也是制約鐵素體不銹鋼發展的一大因素。16Mn鋼中的碳含量低,焊接性較好,同時具有較高的抗拉強度,而且生產成本相對較低,普遍應用于各種工業生產中。鐵素體不銹鋼和16Mn鋼的連接具有很高的經濟價值和應用價值,但是目前未見有關鐵素體不銹鋼和16Mn鋼厚板異種鋼電子束焊接的報道。隨著鋼板厚度的增大,異種鋼之間的熱膨脹系數、熱導率等性能參數的差異帶來的影響隨之放大,可能造成焊接接頭兩側的顯微組織及力學性能存在較大差異[9]。VERMA等[10]研究發現,采用較低的焊接熱輸入可以避免鐵素體不銹鋼基體晶粒過度長大。通過電子束焊接厚板勢必需要很高的熱輸入,這就很容易導致鐵素體不銹鋼發生脆化等現象,從而影響整個焊接接頭的質量。為控制焊縫區域中鐵素體不銹鋼母材的熔入量,作者通過電子束偏向16Mn鋼側的方法對40 mm厚鐵素體不銹鋼板/16Mn鋼板進行電子束焊接,研究了接頭不同區域處的顯微組織和力學性能,為厚板異種鋼焊接的工業應用提供試驗數據。
1 試樣制備與試驗方法
焊接母材為尺寸300 mm×200 mm×40 mm的16Mn鋼板和鐵素體不銹鋼板,二者的化學成分見表1。采用Probeam K110型高壓真空電子束焊機進行全熔透對接試驗,焊前通過角磨機打磨鋼板長度方向待焊面周圍區域,去除氧化皮,并用乙醇擦洗。在鋼板底面對接處預焊2條長10 mm、深約1 mm的焊縫用來固定鋼板。正式焊接前進行參數優化試驗,異種金屬的磁場可能引起電子束偏離,導致焊接接頭局部區域不熔[11],同時需要控制焊縫區域中鐵素體不銹鋼母材的熔入量,因此在電子束焊接時適當偏移電子束向16Mn鋼側。確定最終的焊接工藝參數:加速電壓120 kV,電流100 mA,焊接速度5 mm·s-1,束偏移量(向16Mn鋼側)1.5 mm。

表1 16Mn鋼和鐵素體不銹鋼的化學成分
采用線切割方法在異種鋼焊接接頭上以焊縫為中心截取金相試樣,取樣位置如圖1中的區域Ⅰ、Ⅱ、Ⅲ、Ⅳ,與焊接接頭上表面的垂直距離分別為5,15,25,35 cm。金相試樣經打磨、拋光后,在CuCl2鹽酸酒精溶液(10 g CuCl2+50 mL濃鹽酸+50 mL乙醇)中腐蝕50 s,在Hitachi S3400型掃描電鏡(SEM)下觀察不同區域的顯微組織。按照GB/T 228.1-2010,在異種鋼焊接接頭上的區域Ⅰ、Ⅱ、Ⅲ、Ⅳ處以焊縫為中心垂直于焊接方向以及母材處截取拉伸試樣,拉伸試樣的尺寸如圖2所示,采用Zwick/Roell Z100型電子萬能材料試驗機進行室溫拉伸試驗,拉伸速度為1 mm·min-1,相同區域處截取3個平行試樣,取試驗結果的平均值。在異種鋼焊接接頭上的區域Ⅰ、Ⅱ、Ⅲ、Ⅳ處垂直于焊接方向截取V型缺口沖擊試樣,沖擊試樣尺寸為55 mm×7.5 mm×7.5 mm,V型缺口深度為1.5 mm,缺口分別開在焊縫中心(缺口方向包括沿厚度方向與沿焊接方向)、16Mn鋼熱影響區(沿厚度方向)、鐵素體不銹鋼熱影響區和兩側母材處(沿厚度方向),采用擺錘式沖擊試驗機在室溫下進行沖擊試驗,在掃描電子顯微鏡下觀察沖擊斷口形貌,并用其附帶的能譜儀(EDS)進行微區成分分析。
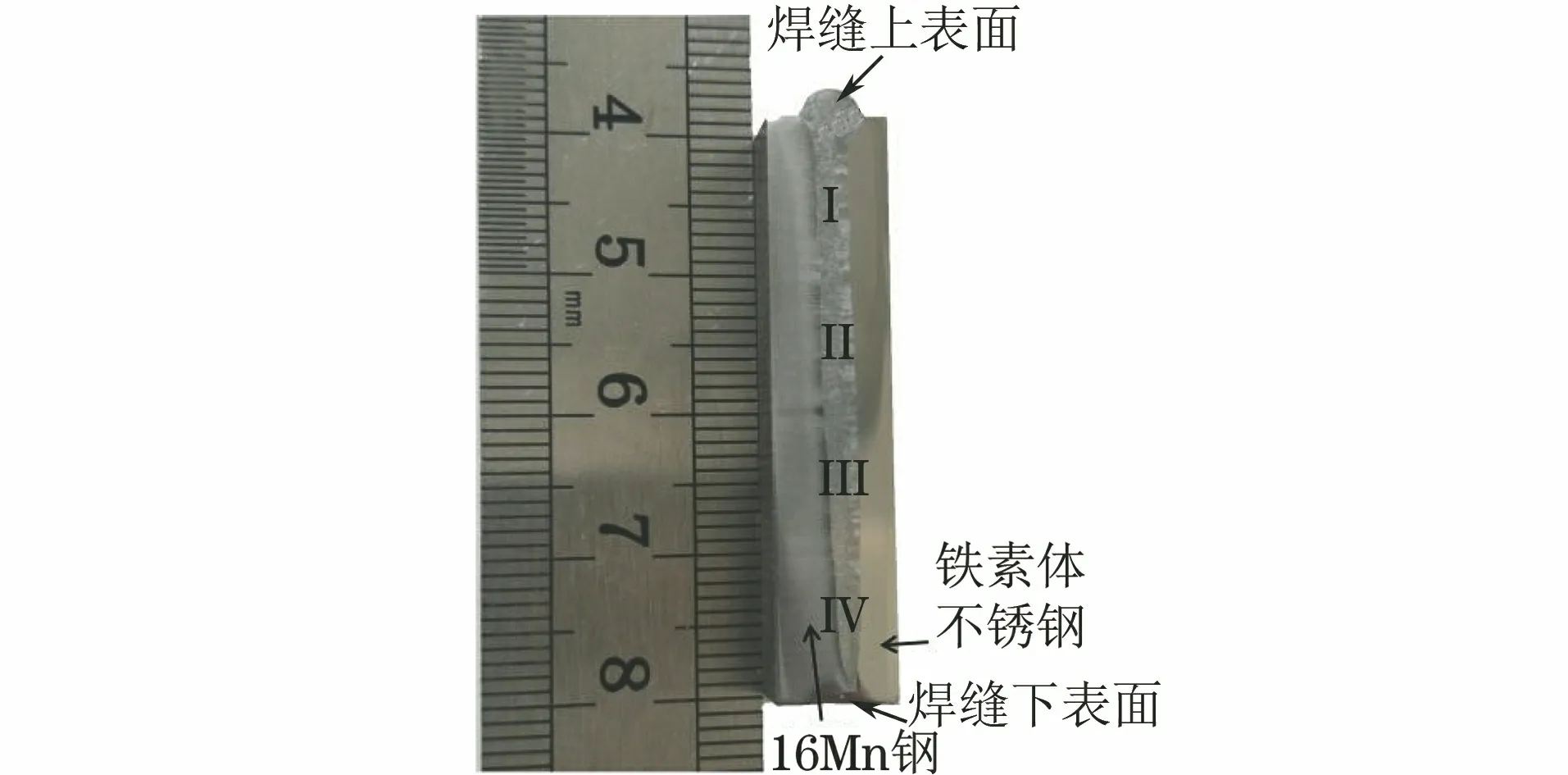
圖1 焊接接頭的取樣位置Fig.1 Sampling position of welded joint

圖2 拉伸試樣的尺寸Fig.2 Size of tensile specimen
2 試驗結果與討論
2.1 顯微組織
由圖3可以看出,電子束焊接接頭厚度方向不同區域焊縫的組織均主要為板條馬氏體,這是因為電子束具有很高的能量密度,以一定的速度轟擊到材料表面會產生巨大的熱能,表面材料在很短的時間內完成熔化和凝固的過程,在凝固時相轉變過程為液相→液相+δ鐵素體→δ鐵素體→δ鐵素體+奧氏體→奧氏體→馬氏體,在區域Ⅰ中還發現了少量高溫鐵素體。由于電子束偏向16Mn鋼側,焊縫中鐵素體不銹鋼熔入量比較少,并且熔池的快速冷卻過程可以抑制晶粒長大以及脆性金屬間化合物的析出,因此合金元素主要以固溶形式存在[12],焊縫中沒有碳化物生成。在熱循環過程中焊縫中心沿厚度方向的峰值溫度降低,熔寬減小,導致冷卻速率逐漸增大,因此焊縫厚度方向,即由區域Ⅰ到區域Ⅳ的晶粒尺寸呈降低趨勢。焊縫底部峰值溫度最低,且熔池體積較小,熱量可快速傳遞至兩側母材,冷卻速率大,因此焊縫底部的晶粒尺寸較小[13]。

圖3 接頭不同區域焊縫的顯微組織Fig.3 Microstructures of weld at different areas of joint: (a) area I; (b) area II; (c) area III and area IV
由圖4可以看出:接頭區域Ⅰ、區域Ⅱ、區域Ⅲ16Mn鋼側熱影響區組織均主要由針狀鐵素體和羽毛狀上貝氏體組成,而底部區域Ⅳ組織則主要由針狀鐵素體、羽毛狀上貝氏體、馬氏體和少量塊狀鐵素體組成。在焊接過程中,靠近熔池邊界的母材隨著溫度的升高轉變為奧氏體,經快速冷卻至500 ℃左右時鐵素體從奧氏體晶粒內析出,呈針狀分布,同時部分過冷奧氏體發生貝氏體轉變形成上貝氏體[14]。接頭底部溫度梯度較小,熔池較窄,使得底部熱影響區峰值溫度較低且具有更高的冷卻速率,導致部分過冷奧氏體發生馬氏體轉變,同時在焊接過程中基體組織未完全奧氏體化,焊后保留了一部分母材組織的特征,因此底部16Mn鋼側熱影響區主要由針狀鐵素體、羽毛狀上貝氏體、馬氏體和少量塊狀鐵素體組成。
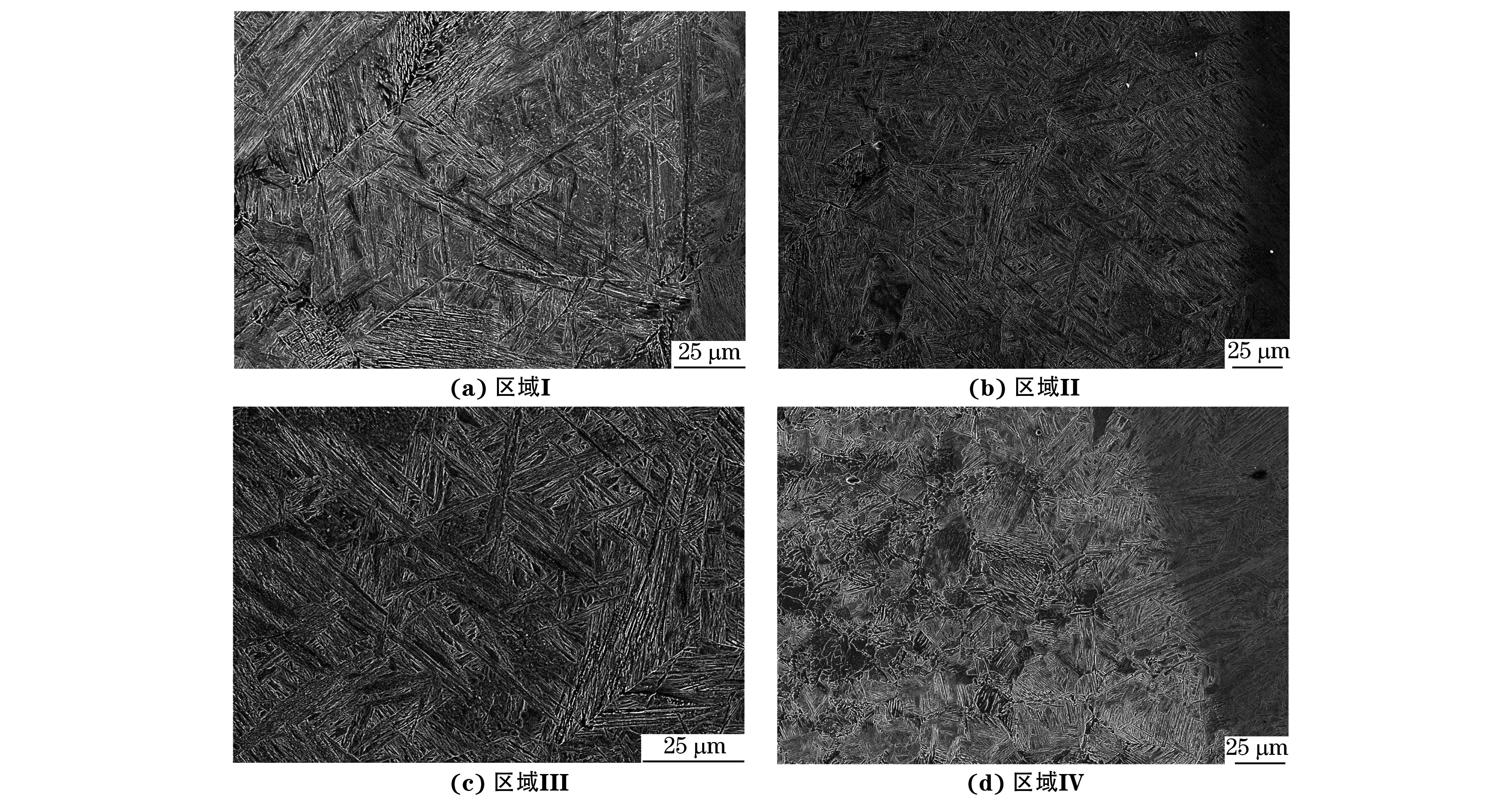
圖4 接頭不同區域16Mn鋼側熱影響區的顯微組織Fig.4 Microstructures of heat affected zone at 16Mn steel side at different areas of joint: (a) area I; (b) area II; (c) area III and area IV
由圖5可以看出,接頭厚度方向不同區域的鐵素體不銹鋼側熱影響區組織均主要由鐵素體、馬氏體和顆粒狀碳化物組成。在熱循環過程中,當溫度達到860 ℃以上時,少量鐵素體轉變為奧氏體,熔合線附近鐵素體不銹鋼側熱影響區處于δ鐵素體+奧氏體兩相區,在隨后快速冷卻過程中奧氏體轉變為形狀不規則的馬氏體[15],馬氏體的形態反映了高溫時形成的奧氏體的形態;同時高溫鐵素體中碳的溶解度降低,在晶內析出少量碳化物顆粒[8]。

圖5 接頭不同區域鐵素體不銹鋼側熱影響區的顯微組織Fig.5 Microstructures of heat affected zone at ferritic stainless steel side at different areas of joint: (a) area I; (b) area II; (c) area III and area IV
2.2 拉伸性能
由表2可以看出,焊接接頭拉伸試樣均在鐵素體不銹鋼母材處斷裂,這表明焊縫區不是整個焊接接頭的薄弱區域。與母材相比,焊接接頭的斷后伸長率明顯降低,斷后伸長率的降低主要與焊接接頭的顯微組織有關,焊縫中的板條馬氏體具有較高的硬度和較高密度位錯的亞結構,在一定程度上會阻礙位錯運動[16-17],使得斷后伸長率較低。
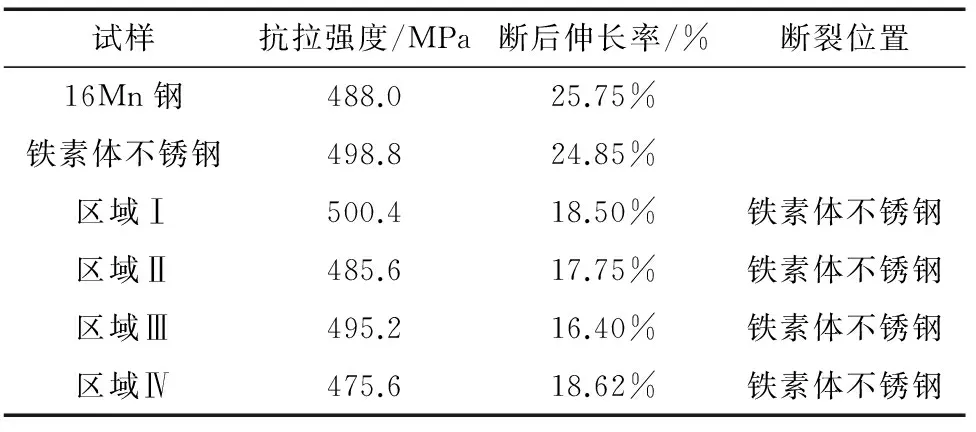
表2 母材和接頭不同區域的拉伸性能以及斷裂位置
2.3 沖擊韌性
由圖6可以看出,母材的沖擊吸收功沿厚度方向降低,其中16Mn鋼的沖擊吸收功在86~105 J之間,鐵素體不銹鋼在50~64 J之間。不同缺口方向焊縫區的沖擊吸收功具有相同的變化趨勢,即沿厚度方向降低,且缺口沿焊縫厚度方向的沖擊吸收功低于缺口沿焊接方向;區域Ⅰ和區域Ⅱ焊縫的沖擊吸收功均高于100 J,而區域Ⅲ和區域Ⅳ的沖擊吸收功均低于70 J。16Mn鋼側熱影響區具有最高的沖擊吸收功,最大值為113 J,且不同厚度處的沖擊吸收功相差不大;鐵素體不銹鋼側熱影響區的沖擊吸收功最低,在6~10 J之間,沖擊韌性最差。
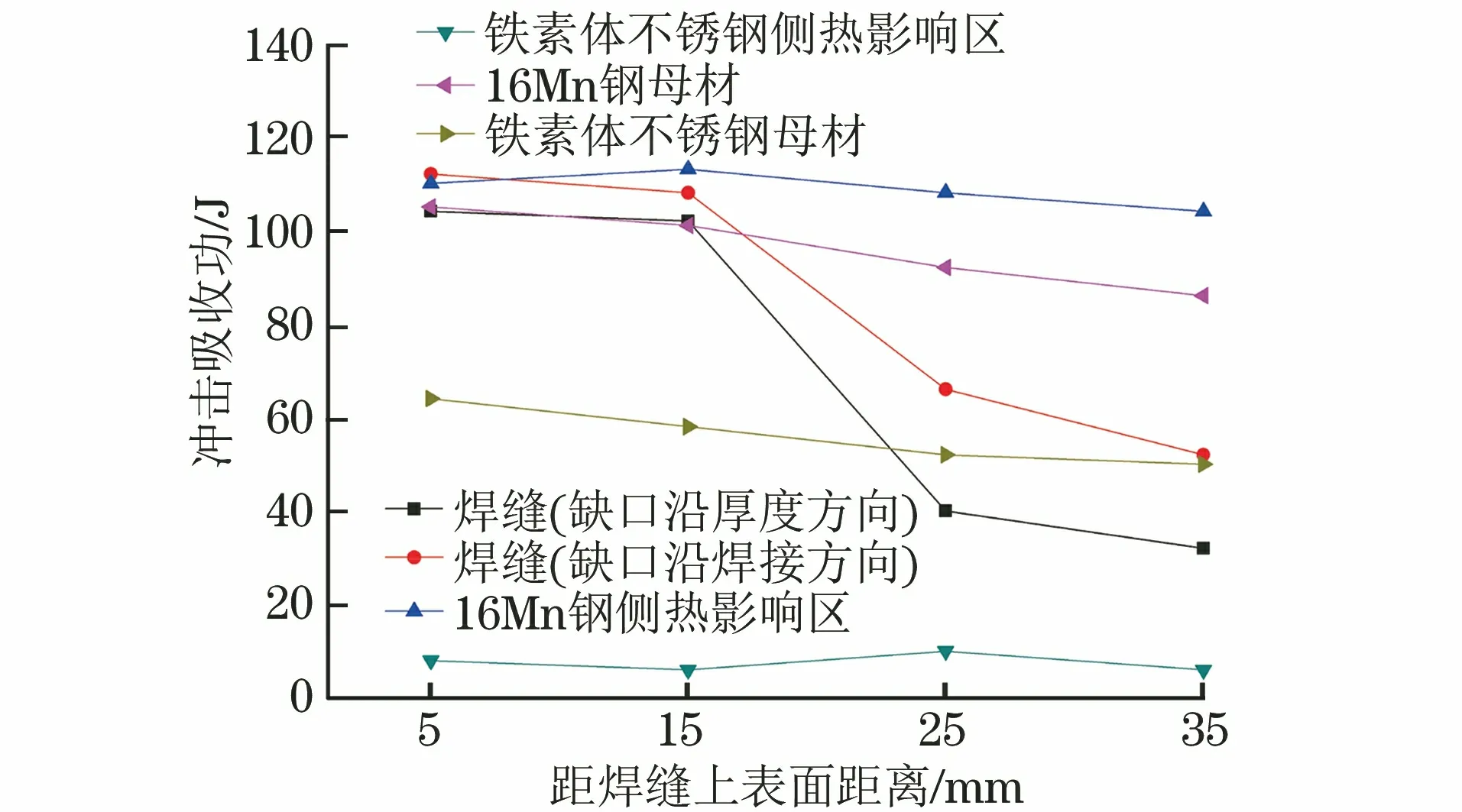
圖6 接頭不同位置不同區域的沖擊吸收功Fig.6 Impact absorbed energy of different areas at differentpositions of joints
焊縫具有良好的韌性主要與馬氏體中的亞結構有關[18]。由于母材含碳量較低,區域Ⅰ和區域Ⅱ焊縫經快速冷卻后得到位錯型板條馬氏體,其亞結構中存在低密度位錯區,為位錯提供了活動余地,具有一定的抵抗變形的能力,因此沖擊吸收功均高于母材,韌性較好。焊縫中心不同區域的EDS分析結果如表3所示,焊縫中的鉻元素含量沿厚度方向增大,部分馬氏體的亞結構轉變為孿晶型,位錯型馬氏體含量減少[19]。相比于位錯型板條馬氏體,孿晶型板條馬氏體不能發生塑性變形,因此隨著距焊縫上表面距離的增大,焊縫抵抗變形的能力降低,沖擊吸收功明顯降低[20]。缺口沿焊縫厚度方向的沖擊吸收功低于缺口沿焊接方向,表明焊接接頭對于沿焊縫厚度方向的沖擊更敏感。
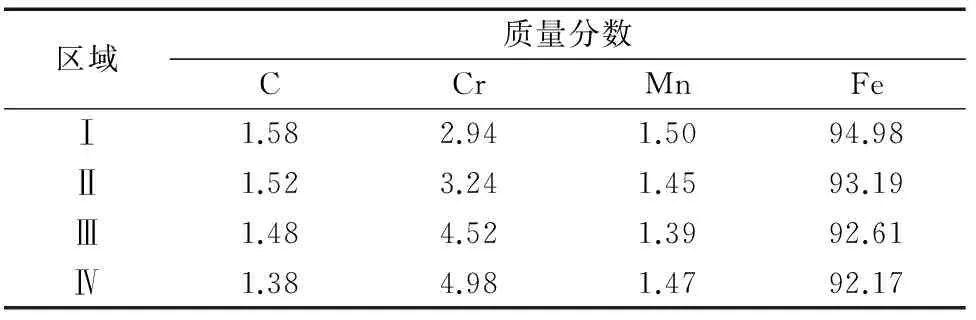
表3 接頭不同區域焊縫中心的EDS分析結果
相比于16Mn鋼母材,16Mn鋼側熱影響區具有更好的韌性,組織中的針狀鐵素體可以有效阻止裂紋的擴展,從而提高了該區域的強度[21]。鐵素體不銹鋼側熱影響區的韌性很差,這是因為鐵素體不銹鋼中較高的鉻含量使得鐵素體晶粒更容易長大,從而產生粗晶脆化現象,導致該區域韌性較差、缺口敏感性較大;組織中還存在少量碳化物脆性相,也會使鐵素體不銹鋼的沖擊韌性明顯降低[16]。
2.4 沖擊斷口形貌
由圖7可以看出:焊縫沖擊試樣斷口中都存在類解理小平面、撕裂棱和河流花樣,缺口沿焊接方向焊縫試樣承受的沖擊載荷垂直于焊接表面,裂紋在擴展過程中經過的柱狀晶晶界面積更大,斷口表現出明顯的沿晶斷裂特征,即存在更大密度的解理臺階及撕裂棱,因此缺口沿焊接方向焊縫試樣的沖擊吸收功相對較高;接頭上部(區域Ⅰ和區域Ⅱ)焊縫沖擊試樣斷口中存在少量微孔,表現出明顯的準解理斷裂特征,而下部(區域Ⅲ和區域Ⅳ)焊縫沖擊試樣斷口中含有更大面積的河流花樣,更傾向于解理斷裂,因此其沖擊韌性較差。由圖8可以看出,接頭不同區域16Mn鋼側熱影響區的沖擊斷口主要由韌窩、解理面和少量微孔組成,斷裂類型為混合斷裂。由圖9可以看出,接頭不同區域鐵素體不銹鋼側熱影響區的沖擊試樣斷口中均存在解理面和放射狀河流花樣,表現出明顯的脆性斷裂特征,韌性較差。接頭不同區域鐵素體不銹鋼側熱影響區沖擊試樣斷口中均存在少量碳化物,其形貌如圖10所示,采用EDS測得該碳化物的化學成分(質量分數/%)為3.95C,27.63Cr,68.2Fe,可以確定該碳化物為M23C6型碳化物。這些脆硬的碳化物在一定程度上能夠阻礙位錯運動,使基體強度增大,但削弱了界面間的結合強度,導致基體塑性降低,沖擊韌性變差[21]。
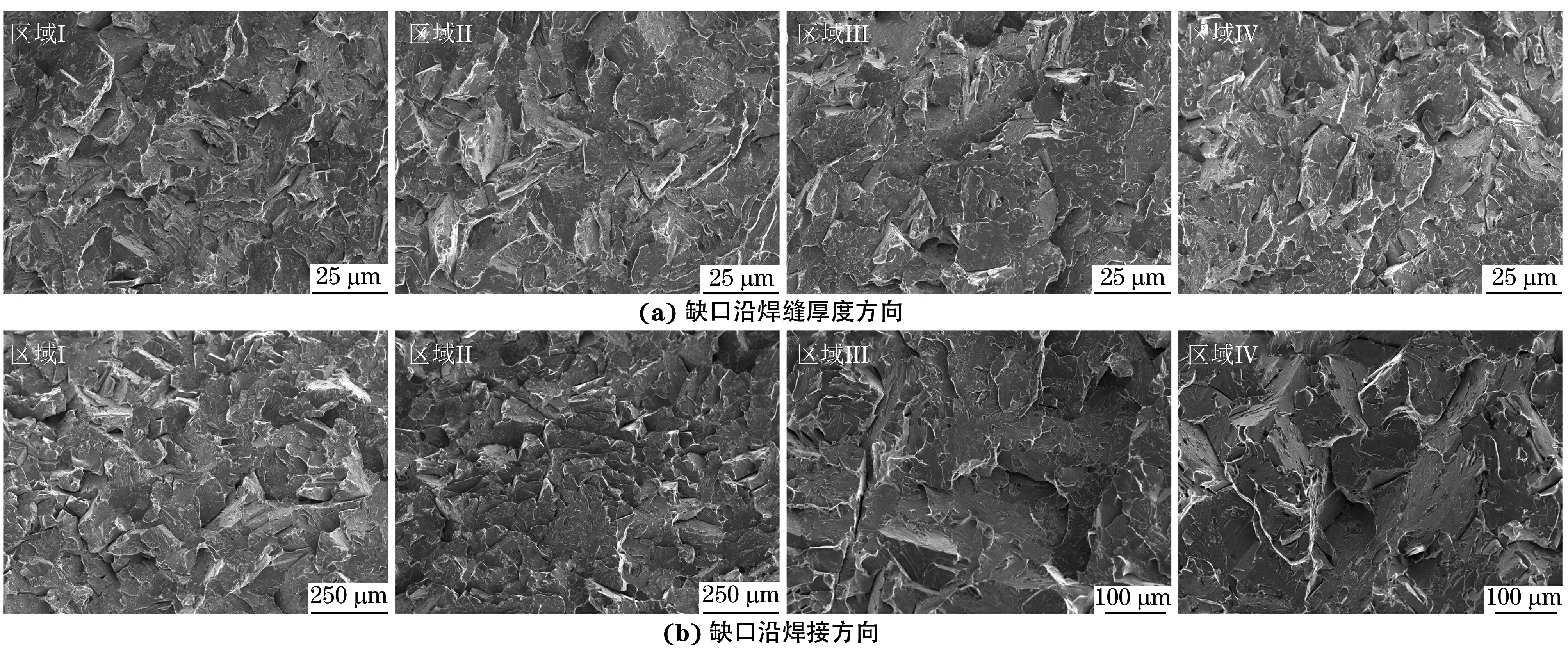
圖7 焊接接頭不同區域焊縫的沖擊試樣斷口形貌Fig.7 Fracture morphology of impact sample of weld at different areas of joint: (a) notch along direction of weld thicknessand (b) notch along welding direction
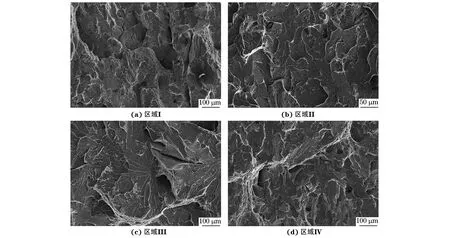
圖8 接頭不同區域16Mn鋼側熱影響區的沖擊試樣斷口形貌Fig.8 Fracture morphology of impact sample of heat affected zone at 16Mn steel side at different areas of joint:(a) area I; (b) area II; (c) area III and (d) area IV
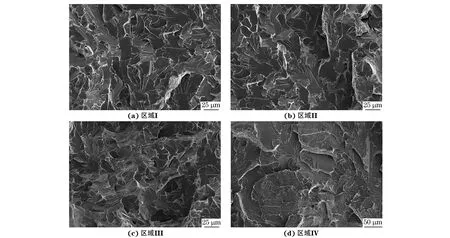
圖9 接頭不同區域鐵素體不銹鋼熱影響區的沖擊試樣斷口形貌Fig.9 Fracture morphology of impact sample of heat affected zone at ferritic stainless steel side at different areas of joint:(a) area I; (b) area II; (c) area III and (d) area IV
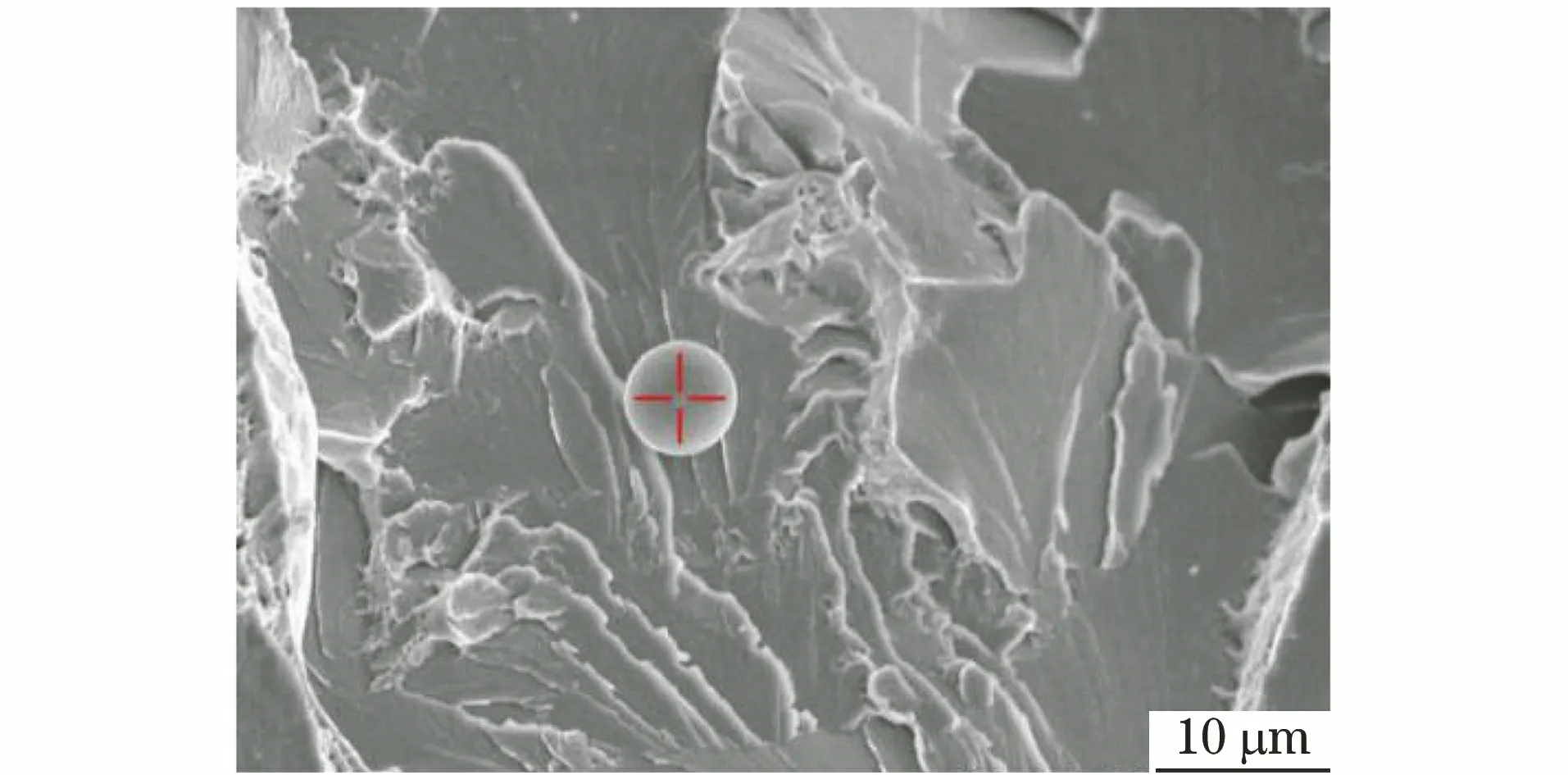
圖10 鐵素體不銹鋼側熱影響區沖擊試樣斷口中第二相的微觀形貌Fig.10 Micromorphology of second phase on impact sample fractureof heat affected zone at ferritic stainless steel side
3 結 論
(1) 采用電子束焊接方法制備鐵素體不銹鋼/16Mn鋼厚板焊接接頭焊縫的組織主要為板條馬氏體,隨著距焊縫上表面距離的增大,晶粒尺寸減小;接頭16Mn鋼側熱影響區的組織主要由針狀鐵素體和羽毛狀上貝氏體組成;鐵素體不銹鋼側熱影響區組織均主要由鐵素體、馬氏體和顆粒狀碳化物組成。
(2) 焊接接頭不同區域的拉伸試樣均在鐵素體不銹鋼母材處斷裂,說明接頭的拉伸性能優于鐵素體不銹鋼母材。焊縫區上部的沖擊吸收功均高于100 J,沖擊韌性較好,而焊縫區下部的沖擊吸收功均低于70 J,沖擊韌性較差。接頭中16Mn鋼側熱影響區具有最高的沖擊吸收功,最大值為113 J,沖擊韌性最好,而鐵素體不銹鋼側熱影響區的沖擊吸收功最低,在6~10 J之間,沖擊韌性最差。
(3) 焊縫處的沖擊試樣斷口中存在類解理小平面、撕裂棱和河流花樣,斷裂類型為準解理斷裂和解理斷裂;16Mn鋼側熱影響區的沖擊試樣斷口主要由韌窩、解理面和少量微孔組成,斷裂類型為韌性和脆性混合斷裂,鐵素體不銹鋼側熱影響區沖擊試樣斷口存在解理面和放射狀河流花樣,表現出明顯的脆性斷裂特征,粗化的鐵素體晶粒和少量的碳化物脆性顆粒降低了該區域的沖擊韌性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
