影響烤煙出片率的因素分析
2022-03-08 11:04:42楊偉濱羅海燕何新宏
現代農業科技 2022年4期
楊偉濱 羅海燕 何新宏
(廣東韶關煙葉復烤有限公司,廣東韶關 512027)
在保證打葉復烤成品質量的前提下,如何提高出片率是關系復烤企業經濟效益的重要問題[1]。
煙葉的抗張強度、延伸率和抗破性隨其溫度和含水率的變化而變化。為了減少煙葉的造碎,必須使煙葉在機械作用力較大的加工環節之前,達到適宜溫度和含水率[1]。此外,在打葉效率不變的情況下,葉中含梗率越大,打葉造碎越小,出片率越高。因此,過程造碎引起的灰損用葉中含梗率、打葉前煙葉溫度和含水率來代替更為直觀,又容易檢測,對打葉復烤生產更具有指導意義。為了探討影響出片率的因素及其與出片率的關系,進行了不同煙葉含梗率、葉片含水率、葉中含梗率、打葉前煙葉溫度和含水率與出片率關系的影響試驗。
1 材料與方法
1.1 試驗材料
供試煙葉為湖南C3F、南雄C3F、云南C3F、福建C3F、四川 C3F、河南 C3F、吉林 C3F、始興 C3F;主要設備為AW921型12 000 kg/h四打十一分臥式打葉機組(昆明船舶設備有限公司)。
1.2 試驗方法
(1)分別用湖南 C3F、南雄 C3F、云南 C3F、福建C3F、四川C3F、河南C3F、吉林C3F進行煙葉含梗率試驗,每個等級均為50 000 kg。保持煙葉流量、打葉前煙葉溫度和含水率及打葉復烤等設備工藝參數在相同范圍,檢測(裝箱)葉片含水率,取平均值[2]。
(2)用湖南C3F煙葉進行(裝箱)葉片含水率試驗。保持煙葉流量、打葉前煙葉溫度和含水率、打葉設備工藝參數不變,通過調整烤片機設備工藝參數來實現不同的(裝箱)葉片含水率,檢測(裝箱)葉片含水率,取平均值。
(3)用湖南C3F煙葉在打葉線上進行不同葉中含梗率試驗。保持煙葉流量、打葉前煙葉溫度和含水率在相同范圍,通過調整風分參數來實現不同的葉中含梗率,檢測葉中含梗率、>12.7 mm葉片率(簡稱大片率,下同)、打葉風分過篩后網下碎片量與各級風分器分出的全部葉片量比例(簡稱碎片量,下同),分別取其平均值。
(4)用湖南C3F煙葉進行打葉前煙葉溫度和含水率試驗。保持煙葉流量、葉中含梗率和設備工藝參數在相同范圍,通過一次潤葉、二次潤葉提高煙葉溫度、含水率,檢測打葉前煙葉溫度和含水率、大片率、碎片量,分別取其平均值。
2 結果與分析
2.1 煙葉含梗率對出片率的影響
由表1可知,隨著煙葉含梗率的升高,出片率降低。對表1的數據進行相關分析可知:煙葉含梗率的變化與出片率的變化成顯著直線負相關,相關方程為y=-0.869 6x+95.074,R2=-0.990 2。煙葉含梗率隨著品種、產地、等級、部位的不同而有所不同,煙葉含梗率越高,出片率越低。

表1 煙葉含梗率對出片率的影響 單位:%
2.2 (裝箱)葉片含水率對出片率的影響
由表2可以看出:(裝箱)葉片含水率從11.05%升高至12.43%,出片率升高了1.07個百分點。對表2的數據進行相關分析可知:(裝箱)葉片含水率的變化與出片率的變化成顯著直線正相關,相關方程為 y=-0.767 7x+59.395,R2=-0.992 7。 隨著(裝箱)葉片含水率的升高,出片率逐漸升高。根據行業標準[1],規定成品葉片含水率為11.0%~13.0%,升降幅度為2%。因此,保證(裝箱)葉片含水率在規定范圍內,其平均值控制在12.00%以上,有利于提高出片率。

表2 (裝箱)葉片含水率對出片率的影響(湖南C3F)單位:%
2.3 葉中含梗率對出片率的影響
由表3可以看出,隨著葉中含梗率的升高,大片率升高,碎片率降低,出片率逐漸升高。對表3的數據進行相關分析可知:葉中含梗率的變化分別與大片率、碎片量、出片率的變化顯著相關(表4)。在打葉效率不變的情況下,如果增加風分風速,降低風分負荷,風分效率因此增加,葉中含梗率增加,出片率增加[2]。葉中含梗率越高,打葉造碎越低,出片率越高;但葉中含梗率直接影響煙絲的純凈度[1]。葉中含梗率過低,打葉造碎更大,出片率更低。根據試驗數據,在打葉去梗過程中,葉中含梗率宜控制在適宜范圍,既能提高打葉質量,又能提高出片率。

表3 葉中含梗率與出片率的關系(南雄C3F)單位:%
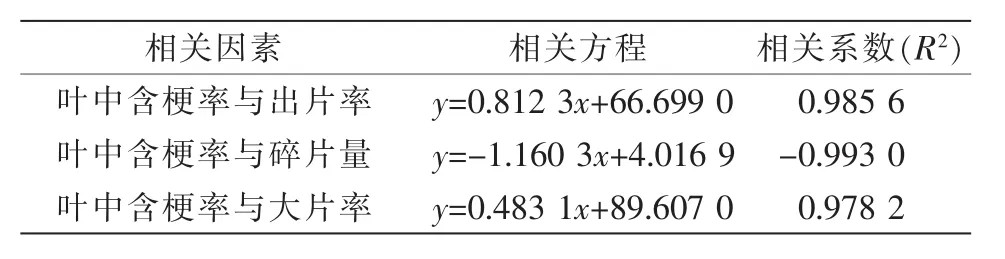
表4 葉中含梗率與出片率、破葉量、大片率的相關性
2.4 打葉前煙葉溫度、含水率對出片率的影響
由表5、6可以看出,隨著打葉前煙葉溫度或含水率的升高,出片率呈近似反拋物線形變化。當打葉前煙葉溫度小于58.5℃或含水率小于19.55%時,隨著打葉前煙葉溫度、含水率的上升,大片率上升、碎片率降低,出片率逐漸上升;當打葉前煙葉溫度大于58.5℃或含水率大于19.55%時,隨著打葉前煙葉溫度、含水率繼續上升,大片率降低,碎片量上升,出片率逐漸降低。打葉前煙葉溫度、含水率的變化分別與大片率、碎片量、出片率均存在顯著相關性(表7)。若打葉前煙葉溫度和含水率偏低,會使煙葉脆性增加,容易產生造碎,大片率下降,此時打后煙梗表面仍附著許多鋸齒狀小葉片,造成梗中含葉率增加[3-4],出片率降低;若打葉前煙葉的溫度、含水率偏高,則物料密度或比重增加,飄懸速度增大,葉片重復挨打,打葉造碎增加,大片率降低,出片率隨之降低。因此,打葉前煙葉溫度過高或過低,都影響打葉質量和出片率。因此,適宜的打葉前煙葉溫度和含水率,大片率較高,打葉造碎較少,出片率較高[5-6]。一般較適宜的上等煙葉打葉前煙葉溫度為55~65℃、含水率為(19±1)%;中等煙葉打葉前煙葉溫度 55~58℃、含水率為(20±1)%[4]。
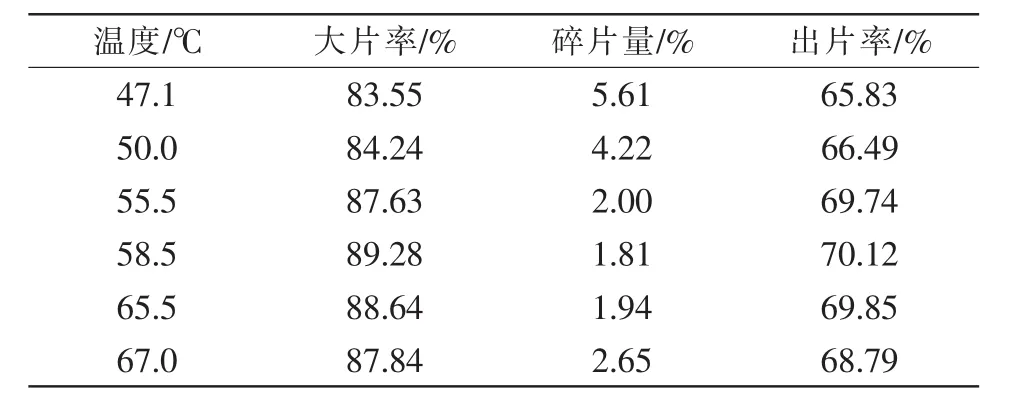
表5 打前煙葉溫度與出片率的關系(湖南C3F)

表6 打前煙葉含水率與出片率的關系(湖南C3F)單位:%
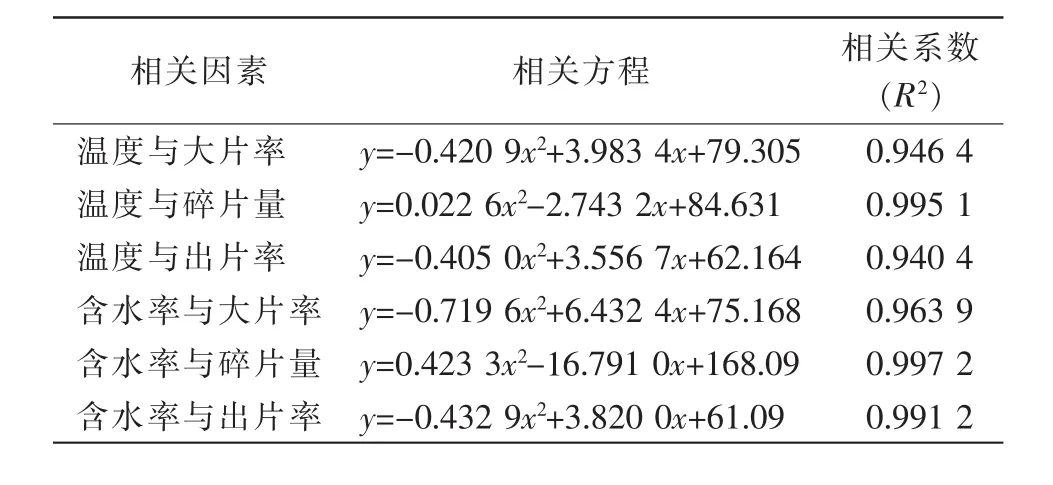
表7 打葉前煙葉溫度、含水率與大片率、碎片量、出片率的相關性
3 結論
(1)煙葉含梗率的變化與出片率的變化相關性十分顯著,隨著煙葉含梗率的升高,出片率逐漸降低。
(2)(裝箱)葉片含水率的變化與出片率的變化成顯著的直線正相關,當(裝箱)葉片含水率在規定范圍內,盡可能提高其平均值,有利于提高出片率。
(3)隨著葉中含梗率的升高,出片率逐漸升高,且線性關系很強。在打葉去梗過程中,控制葉中含梗率在適宜范圍,既能提高打葉質量,又能使出片率達到較高水平。
(4)隨著打葉前煙葉溫度、含水率的升高,出片率呈近似反拋物線形變化趨勢。打葉前煙葉溫度、含水率過高或過低均會造成出片率降低。因此,打葉前煙葉溫度、含水率必須控制在適宜范圍,才有利于出片率的提高,且能保證打葉去梗質量。