基于SLM 技術隨形冷卻水道的設計與制造*
2022-03-09 01:49:36劉偉潮董藝劉莎莫永康胡煒烽文星
科技與創新 2022年4期
劉偉潮,董藝,劉莎,莫永康,胡煒烽,文星
(廣州城市理工學院機械工程學院,廣東 廣州 510000)
模具素有“工業之母”的美稱,在制造行業中具有極其重要的地位。80%以上塑料制品是由模具成型制造出來的[1],注塑成型主要包括注塑、保壓、冷卻、脫模等階段,其中成型周期中約有75%的時間是塑件的冷卻時間。隨著中國實體制造經濟的不斷發展,消費者的需求不斷細化,要求產品個性化。在這種大環境下,產品的更新換代速度比以前更快,企業以及其他生產者的商業嗅覺要求更加靈敏,商業模式更加靈活。傳統模具的制造和使用成本與市場要求產品復雜,小批量、個性化制造形成矛盾。解決矛盾的方法在與在模具制造中應用SLM 金屬快速成型制造技術,從而在低成本、個性化和小批量制造中減輕生產者負擔,同時通過快速成型制造,優化模具設計與制造,通過隨形冷卻水道的制造,解決傳統模具中具有較深內腔注塑產品冷卻不均、翹曲、冷卻時間長等問題,縮短生產時間,提高生產效率。但部分塑件具有較深的內腔與較大長徑比。此類塑件的內腔一般采用模具鑲件成型。在成型過程中,由于鑲件被高溫熔體包裹,如果鑲件冷卻條件較差,將會直接影響塑件的成型質量。鑲件一般采用切削加工和電加工方法制造,這會導致細長類鑲件內部的復雜水道無法加工。
近年來,可用于直接制造金屬功能零件的金屬3D打印方法成為國內外的研究熱點,其中有激光選區熔化(SLM)、電子束選區熔化(EBSM)、激光近凈成型(LENS)等[2]。在模具制造領域,針對SLM 技術的研究較少,尤其是鑲件材料采用H13 鋼的相關研究就更少了。
本文選擇H13 鋼作為SLM 成形材料,通過UG 以及Moldflow 設計出具有長徑比大于3.5 的隨形冷卻水道的鑲件,為H13模具鋼SLM制造提供科學有效的支持。
1 塑件簡介與模流分析
1.1 塑件簡介
塑件形狀如圖1 所示,深度為112 mm,外徑大小為21 mm,長徑比為5.334,塑件選用的是流動性較好的聚丙烯(PP)材料,受熱變形溫度較高,但是聚丙烯的收縮比較大,一般為0.8%~2.5%,對冷卻的要求較高。鑲件的冷卻方式、排列方式、澆口位置以及脫模機構都會對塑件產生直接的影響。通過使用UG 建模工具,建立塑件3D 模型。

圖1 塑件隨形水道設計(單位:mm)
1.2 注塑工藝設置以及Moldflow 模流分析
在使用Moldflow 分析前,根據聚丙烯(PP)的材料特點設置注塑工藝參數設定,具體參數如表1 所示。

表1 Moldflow 分析時的注塑工藝參數
通過Moldflow 進行模流分析,針筒塑件在傳統冷卻水道與采用隨形冷卻水道在塑件達到頂出溫度時間的對比如圖2 所示,回路熱去除效率的對比如圖3 所示。

圖2 塑件達到頂出溫度時間對比
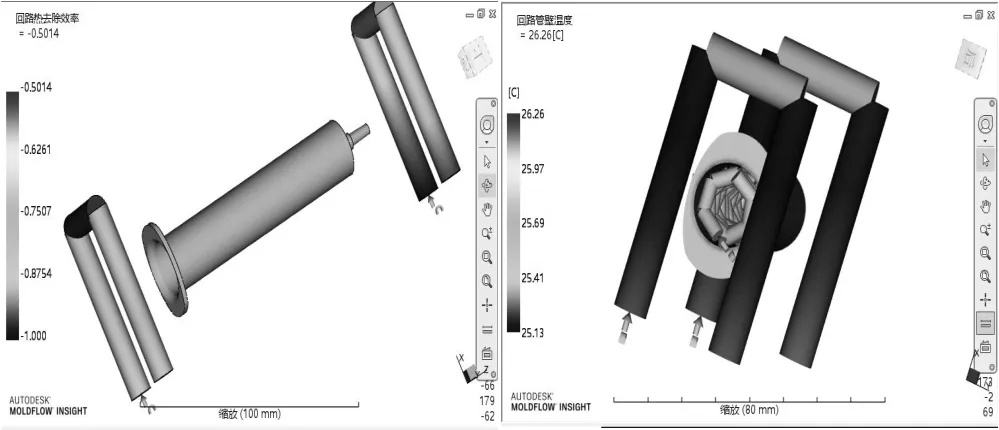
圖3 回路熱去除效率對比
結果表明,通過隨形冷卻水道優化鑲件的冷卻系統,比傳統冷卻水道鑲件塑件達到頂出溫度的時間從傳統冷卻水道17.28 s 降為14.62 s;回路熱去除效率也有大幅度提升;使用相同的澆注系統,填充時間降為1.185 s,填充平穩。雖然會使澆注附近的剪切力變大,剪切速率升高,但不會引起材料裂解導致塑件產品缺陷。
通過Moldflow 模流分析對比發現,隨形冷卻水道方案塑件制品的質量以及生產效率要優于傳統冷卻水道。隨形冷卻水道可以大大改善深筒形塑件的翹曲變形,提高大長徑比深筒形塑件質量。
2 鑲件設計與制造過程
鑲件用以形成上述針筒零件的內腔,決定著塑件內部的幾何尺寸與形狀。
2.1 鑲件設計
鑲件隨形水道設計如圖4 所示。由于塑件內腔狹小,傳統冷卻水道難以深入鑲件內部為塑件有效帶走熱量,本文隨形冷卻水道采用螺旋式設計,使冷卻水流速減緩,有效吸收熱量;縮短了成形時間,提高了成形效率,避免翹邊,使塑件注塑材料均勻。

圖4 鑲件隨形水道設計
鑲件直徑為20 mm,高度為112 mm。在鑲件內部排布有直徑為4 mm 的隨形冷卻水道,鑲件表面距離隨形冷卻水道的距離為4 mm,這樣可以有效帶走鑲件的熱量,同時保證鑲件的耐用與可靠性。
2.2 成形材料
傳統H13 鋼制造模具的方法是通過對毛坯進行切削加工的方法,SLM 成形則是使氣霧化制備的H13 鋼的金屬粉末熔化,通過逐層掃描,層層堆積實現冶金結合的制造方法。
通過SLM成形鑲件所用的成形材料是H13鋼金屬粉末,粉末具體的合金成分如表2 所示。

表2 H13 鋼粉末的化學成分(單位:%)
2.3 制造過程
SLM 成形過程中需要考慮許多因素對成形鑲件表面質量的影響,例如激光功率、掃描速度、掃描間距、掃描方式、掃描路徑[3]、鋪粉層厚等。鑲件制造方案如表3 所示。鋪粉厚度為50 μm,掃描策略采取S 形掃,采用高純氬氣作為打印保護氣體。

表3 激光參數設定
3 成形結果與表面質量分析
3.1 成形結果
采用上表激光參數進行SLM 技術成形,發現激光照射平面并不平整,尺寸精度偏差太大,無法達到工業應用要求。同時通過Magics 對鑲件模型進行重新處理與參數調整[4],發現成形質量可以通過增大激光功率、降低掃描速度與增大掃描間距改善。
3.2 表面質量分析
表面粗糙度可以直觀表現SLM 成形的表面質量[5]。通過觀察SLM 制造的H13 鋼鑲件的表面,表面粗糙度大,熔池明顯高于水平面,出現短波浪狀表面,最后制作的表面呈現出無規則的溝壑狀。這是由于SLM 成形過程中,激光掃描時傳遞給H13 鋼粉末的熱量過少或者掃描速度過快,導致部分H13 鋼粉末未熔化,此時不同層之間的結合能力較差,使搭接區的表面質量下降,導致鑲件的總體表面粗糙度增大。
H13 鋼金屬粉末在SLM 成形過程中鑲件翹曲變形現象十分明顯。SLM 成形的層數不斷增加,在鑲件內部的熱應力會逐漸累積,當殘余應力達到H13 鋼最大的屈服強度時會發生翹曲變形。這是在過快的掃描速度與較小的掃描間距條件下,局部熱輸入造成不均勻的溫度場,使成形材料產生極大的溫度梯度,快速熱量輸入到熔池與周圍的成形材料中,形成高達108 K/s的溫度梯度[6],從而產生較大的熱應力,并且高溫會使H13 鋼的屈服強度降低,使鑲件與基板產生開裂,導致成形失效。
H13 鋼金屬粉末在進行SLM 成形過程中掃描速度對鑲件的影響最大,其次是激光功率與掃描間距。通過對成形失效原因的分析,最終確定最佳成形工藝參數區間為:激光功率250~260 W、掃描速度800~830 mm/s、掃描間距在95~100 μm。表面質量明顯改善。
4 結論
本文主要通過對基于SLM成形H13模具鋼的工藝參數分析與研究,設計一個具有隨形冷卻水道的注塑模鑲件。通過Moldflow 與Magics 對鑲件的隨形冷卻水道進行優化與處理,并通過SLM 成形把鑲件制造出來。結論如下:①通過Moldflow 模流分析得出,具有大長徑比與較深內腔的塑件在注塑過程中采用具有隨形冷卻水道的鑲件比采取傳統冷卻水道的鑲件具有冷卻時間短、冷卻均勻等優勢,具有較高的表面質量。②H13 鋼金屬粉末在進行SLM 成形過程中掃描速度對鑲件的影響最大,其次是激光功率與掃描間距。通過對成形失效原因的分析,最終確定了最佳成形工藝參數區間,激光功率在250~260 W、掃描速度在800~830 mm/s、掃描間距在95~100 μm。
