FDM 全彩3D 打印的混色延遲處理方法研究*
2022-03-09 01:49:36張帆許亞婷謝雙楠
科技與創新 2022年4期
張帆,許亞婷,謝雙楠
(武漢理工大學機電工程學院,湖北 武漢 430070)
3D 打印技術是快速成型技術的應用之一,對現代工業生產維度的創新及拓展有極其重要的意義。其中,熔融沉積成型3D 打印技術經濟成本低廉、原理操作簡單、制造效率高,在教育科研、工業制造、藝術設計等領域得到廣泛應用[1-3]。基于FDM 的全彩3D 打印將逐步成為未來工業工藝市場的需求和發展趨勢。
全彩3D 打印對多種顏色材料進行融合,由于設備性能、噴頭結構、材料填充比例及速度等影響,造成混色顏色不可控,使打印顏色不準確、顏色轉換時混色延遲[4]。顏色轉換的混色延遲主要發生在打印機從一個混合顏色變更到另一個混合顏色時,混合腔中仍存有上一種混合顏色材料。混色延遲的處理可以根據設備參數,對打印路徑進行優化調整,從而得到普適性處理方法。盡管國內外研究者對全彩3D 打印顏色處理有較為深入的研究,但針對混色滯后延遲的研究工作較少。因此,處理混色延遲對提高全彩3D 打印顏色可控性、促進全彩3D 打印行業發展是必要的。
本文首先介紹全彩3D 打印混色延遲處理原理,接著利用材料及結構等相關參數,分析得到正確的處理方法。最后通過3D 打印實例對該混色延遲處理方法進行分析驗證,旨在為FDM 全彩3D 打印的混色延遲提供合理適用的處理方法,提高全彩3D 打印顏色的可控性、精確性,促進全彩3D 打印的發展。
1 “三進一出”全彩3D 打印原理
1.1 3D 打印流程及混色延遲原理
基于FDM 的“三進一出”全彩3D 打印流程如下:導入三維模型,利用切片軟件進行切片處理。在軟件中設定顏色及相應范圍等相關路徑參數,生成相應G代碼。將G 代碼導入主板,G 代碼指令控制打印機運動。全彩3D 打印的材料為青色、品紅色、黃色3 種熱塑性PLA 材料,根據G 代碼指令將所需不同顏色原材料按比例在混合腔內加熱混合,再由擠料口擠出[5]。噴頭根據G 代碼中填充指令進行相應軌跡運動,并擠出材料,擠出的材料迅速固化,層層堆疊后形成所需三維物件[6-8]。
在打印過程中,打印機接收到從顏色A 轉換為顏色B 的指令后立即改變進料速率以實現顏色的變更,但混合腔內仍存有顏色A 材料,打印機需打印出混合腔內殘余顏色A 材料后,才能開始打印顏色B 材料,因此造成混色延遲。
1.2 路徑代碼指令處理原理
G 代碼(G-code)是使用最為廣泛的數控編程語言,主要由關鍵字母G、M、X、Y、Z、E、F 等加上后續的數字字符組成。在G 代碼文件譯碼過程中,首先識別關鍵字母,識別出控制指令、輔助指令以及說明性指令,再跳轉到對應的驅動加熱頭、讀取溫度等輔助函數接口[9]。
3D 打印中,切片軟件對三維模型進行切片處理后,獲取模型各切平面輪廓信息,并對其進行填充處理,生成該模型的G 代碼文件,控制打印機運動[10-11]。G 代碼文件主要由3 部分構成,分別為起始代碼、路徑打印代碼和結束代碼。其中,常見路徑打印代碼指令包括:①G0 指令,標識位置跳轉;②G1 指令,線段擬合曲線;③M165 指令,定義擠料比例[12]。
本文使用的3D 打印顏色切換方法原理主要根據M165 指令識別G 代碼中的顏色切換點,并通過G 代碼與殘余材料體積,確定填充部分或廢料柱匹配位置,記錄顏色切換位置,對路徑代碼進行調整,最后輸出新的規劃路徑。
2 全彩3D 打印混色延遲處理方法
2.1 顏色切換方法原理
由于打印顏色由3 種材料混合而成,混合腔的存在不可或缺。因此,顏色變更時,混合腔中不可避免地存在上一顏色的殘余部分。為解決混色延遲,需要對該殘余部分進行相應處理,使其不影響打印的三維物體表面顏色的轉換。本文中,采用顏色切換的方式,將混合腔內殘余材料用于打印物體內部填充部分或廢料柱,從而對混色延遲進行處理。
顏色切換方法通過對G 代碼文件的后處理實現。當讀取至顏色轉換指令M165,計算混合腔殘余材料體積,與同層剩余填充部分Vr需打印體積Vi進行對比。如果Vr>Vi,表明同層填充部分打印完成后,混合腔內仍存在殘余材料,此時應在打印填充部分完成后,跳轉至打印廢料柱,待殘余材料消耗殆盡后返回原位置正常打印;如果Vr≤Vi,表明打印機混合腔內殘余材料可在填充部分的打印中耗盡,不需打印廢料柱。
2.2 混色延遲處理流程
針對“三進一出”全彩3D 打印存在的混色延遲現象,采用顏色切換方法,需進行如下工作:①廢料確定。根據混合腔體積確定顏色轉換所需打印廢料量,規劃廢料打印路徑。②顏色切換點確定。確定G 代碼文件中顏色變化位置,記錄跳轉前的坐標,并標記為顏色切換點。③位置匹配點確定。通過廢料量、顏色切換點位置、同層剩余填充部分體積,經計算確定同層填充部分代碼或廢料柱代碼中與廢料量位置匹配的位置,并標記為位置匹配點。④跳轉執行。從顏色切換點插入匹配的填充部分代碼或廢料柱部分代碼,并對G 代碼進行相應調整。本文顏色切換方法主要包括廢料確定、顏色切換點確定與位置匹配點確定3 個過程。
2.3 廢料確定
基于FDM 的“三進一出”全彩3D 打印機混合腔結構一般為圓柱體。顏色轉換時,殘余材料集中于混合腔內,設混合腔體積為V,即變色時產生的時滯。可得:式(1)中:d為混合腔橫截面直徑;h為混合腔高度。
打印機在某一層打印時,設變換顏色次數為N,則變色產生的總時滯Vsum=N×V=Nπ(d/2)2h;設在該層打印中,填充部分所需最大打印體積為ΔEmax。
當顏色切換點出現時,首先判斷是否需要打印廢料柱。根據Vsum與ΔEmax大小關系,可能出現以下2 種情況。
Vsum≤ΔEmax:殘余材料在填充部分打印的過程中可消耗完畢,不需要打印廢料柱。
Vsum>ΔEmax:當填充部分完全打印完成時,殘余材料仍未消耗完畢,為保證打印的精確性,應在填充部分打印完成后,立即跳轉至打印廢料柱部分,將殘余材料打印完畢。
2.4 顏色切換點及位置匹配點確定
本文中,顏色切換點為打印機在顏色轉換時,填充部分代碼或廢料柱部分代碼插入的位置,即打印機顏色轉換時開始廢料打印的初始位置;位置匹配點為插入的填充部分代碼或廢料柱部分代碼的終點位置,即打印機廢料打印完成后跳轉回正常打印的插入代碼的結束位置,如圖1 所示。其中,X、Y值表示笛卡爾直角坐標系坐標點,E為打印機在該條指令中的擠料體積。出現G0 指令時,擠出裝置將停止擠出材料,并快速從現在的工作點移動到下一個工作點;出現G1指令時,2 段相鄰G1 代碼表示一線段式路徑運動軌跡;出現M165 指令時,擠料裝置按照比例指令擠料,對于M165A∶B∶C指令,A、B、C為百分比,且A+B+C=1。
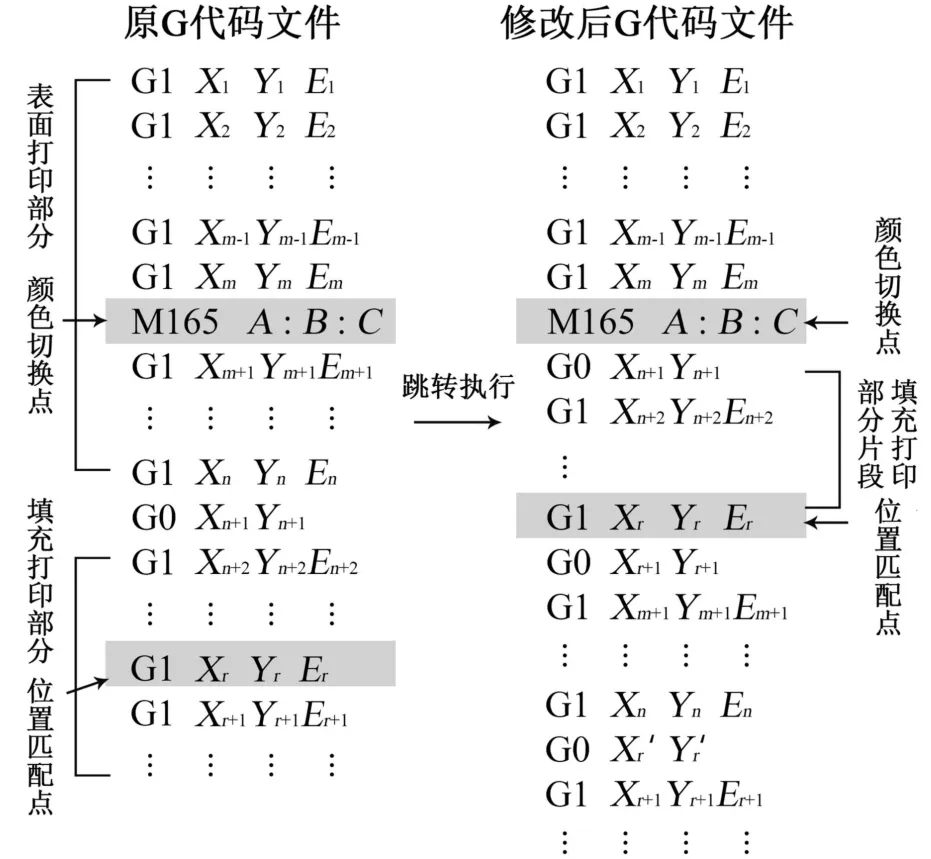
圖1 顏色切換點及位置匹配點
單層打印中,變色產生的總時滯為Vsum,插入的部分填充或廢料柱代碼打印的總體積為Esum=En+2+En+3+…+Er,則應使Vsum=Esum成立,即Er=Vsum-(En+2+En+3+…+Er)。
由于兩段相鄰G1 代碼表示一線段式路徑運動軌跡,位置匹配點的位置可能出現以下2 種情況。
理想情況:該G 代碼中剛好存在某一行代碼中的Ex值恰好等于Er,使Ex=Vsum-(En+2+En+3+…+En-1)。
非理想情況:該G 代碼中沒有一行代碼中的Ex值與Er相同,但存在相鄰代碼E值Ex-1、Ex,使En+2+En+3+…+Ex-1<Vsum<En+2+En+3+…+Ex-1+Ex。
為保證色彩精確度,對于第二種情況,可設定位置匹配點為Ex,使殘余材料完全耗盡,不影響打印物件色彩精確度。
3 混色延遲處理實驗分析
3.1 全彩3D 打印實驗條件
實驗裝置采用自主開發的基于FDM 的“三進一出”全彩3D 打印系統,切片處理軟件采用STUDE-CURA,打印材料為PLA,材料直徑為1.75 mm,打印溫度為200 ℃。
3.2 三進一出”全彩3D 打印實驗驗證
3.2.1 顏色轉換方法實驗分析
三維模型經過切片處理后的顏色切換點出現在顏色轉換指令出現時,位置匹配點出現在與顏色切換點同層打印、滿足變色時產生時滯關系的填充部分或廢料柱部分。為進一步驗證上文顏色切換方法正確性,采用同一模型,設計使用和未使用顏色切換方法2 組對比實驗,通過對比實驗結果,評估驗證轉換方法對混色滯后的處理作用。
由于3D 打印中,多層打印的顏色切換方法處理由多個單層打印的顏色切換方法處理組成,因此,本實驗僅對單層打印中顏色切換方法處理進行實驗驗證。
3.2.2 單層3D 打印模型設計及處理
為使實驗效果更加明顯,設計一種由2 種對比分明顏色,即紅色與藍色組合而成的立方體組合模型。實驗所用模型長4 cm,寬2 cm,由于實驗為單層打印實驗,因此設定模型高0.25 mm。在打印過程中,在模型表面的中間位置對噴頭中材料顏色進行切換。通過觀察打印所得模型在中間交界部位的顏色變化以及2 種顏色所占比例,可得到明顯的對比現象。
對該立方體模型生成的相應G 代碼文件進行相應處理,處理前后G 代碼相應路徑軌跡如圖2 所示,其中,①、④為模型外輪廓,②、⑤為模型填充部分,③為顏色切換點,在③處設定模型顏色由紅色切換為藍色。
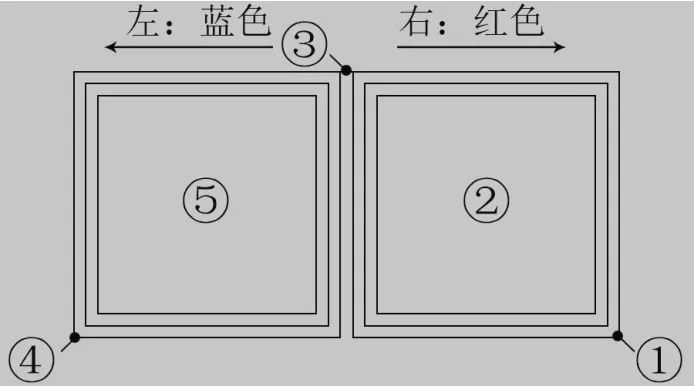
圖2 打印機路徑軌跡
未經處理時,打印機進行打印的順序為①②③④⑤;處理后,將部分填充代碼提前直顏色切換點后,此時打印機進行打印的順序為①②③⑤④。將處理前后的G 代碼文件進行實物打印,并對2 組實物的模型外輪廓①、④進行對比,如果處理后的實物在顏色切換點未發生混色延遲,則可證明本文顏色切換方法的可行性。
3.2.3 實驗結果及誤差分析
實驗得到如圖3 的單層長方形打印實物,圖3(a)為未采用顏色切換方法打印出的實物,圖3(b)為采用顏色提前切換算法后得到的實物。
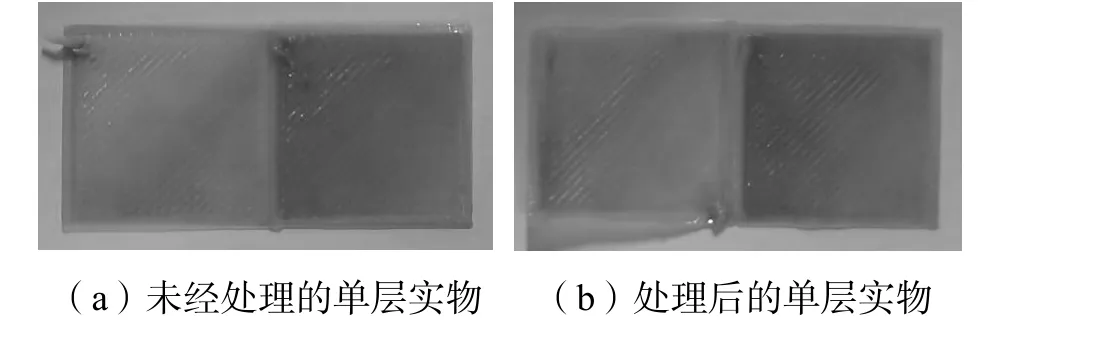
圖3 單層成型實驗結果
通過實驗結果進行誤差分析,可以觀察到兩實物的右側外輪廓(路徑軌跡對應①處)與右下部分(路徑軌跡對應②處)偏橘紅色,且左右兩側紅色深度分布不均勻,主要原因如下:①打印機剛開始打印時,混合腔內混色不均勻,導致開始打印時顏色出現偏差;②單層打印時,由于打印機噴頭與底板間隙不絕對一致、打印機剛開始運行不穩定等原因,易使顏色濃度分布不均勻。預計在多層實驗后該誤差影響可忽略不計。
為驗證誤差原因,設置高度為23 mm 的多層模型,顏色設置為與實驗模型相同的紅色,通過該模型進行3D 打印得到如圖4 的長方體打印實物。可以觀察到該模型底部(第一層打印的部分)同樣出現部分偏橘紅色的情況,同時多層打印的實物外輪廓顏色濃度分布均勻。因此,可以驗證單層實驗出現的誤差影響可在多層打印中忽略不計。
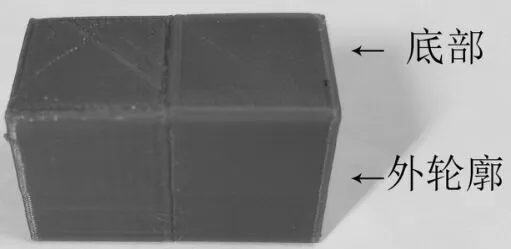
圖4 高23 mm 的單色多層實物
在排除誤差后,對單層打印實驗結果進行分析驗證,圖3(a)中實物左右兩側外輪廓均為紅色,在顏色切換點并未發生顏色轉換,存在混色延遲現象;圖3(b)中實物右輪廓為紅色,左輪廓為藍色,在顏色切換點發生顏色轉換,不存在混色延遲現象。從單層實驗結果可知采用顏色切換方法對基于FDM 的“三進一出”全彩3D 打印的混色延遲的處理是可行的。
4 結論
混色延遲的處理對全彩3D 打印行業發展具有重要作用。根據全彩3D 打印特點,基于FDM 的“三進一出”全彩3D 打印存在混色延遲問題,造成混色顏色不可控。針對該問題,對全彩3D 打印的混色延遲的處理方法進行研究,主要取得以下研究成果:①對切片處理生成的G 代碼文件,結合打印裝置特點,提出了顏色切換方法;②采用自主研發的基于FDM 的“三進一出”全彩3D 打印機進行顏色切換方法的實物實驗,驗證了該方法可行性與準確性;③該方法節約材料,利于環保,為全彩3D 打印的實現提供了技術基礎。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
