軟膠囊漏丸控制措施
2022-03-10 01:45:16韓愛(ài)鋒
設(shè)備管理與維修 2022年1期
關(guān)鍵詞:內(nèi)容
韓愛(ài)鋒
(寶健(北京)生物技術(shù)有限公司,北京 100176)
0 引言
軟膠囊是將液體或液固體內(nèi)容物密封于軟質(zhì)囊材中而制成的一種膠囊劑。軟質(zhì)囊材由明膠、甘油或其他適宜輔料單獨(dú)或混合制成,內(nèi)容物一般為液體或液固體藥物、保健食品原料等,批量生產(chǎn)采用滾模式軟膠囊機(jī)壓制而成,但是因?yàn)閮?nèi)容物、明膠及制作特性,使軟膠囊在生產(chǎn)過(guò)程中存在容易滲漏的情況。軟膠囊儲(chǔ)存過(guò)程中隨著膠囊皮水分的流失,軟膠囊會(huì)越放越硬、失去彈性,在膠囊合縫的薄弱處發(fā)生滲漏,甚至出現(xiàn)膠囊爆裂。從生產(chǎn)工藝、物料、設(shè)備、環(huán)境等因素分析,提出解決或改善軟膠囊漏丸問(wèn)題的措施。
1 生產(chǎn)工藝
1.1 化膠控制
(1)根據(jù)內(nèi)容物的親水性和黏度調(diào)整配比,一般明膠、甘油、水的比例為40∶20∶40,待甘油與水的混合物升溫達(dá)到65 ℃后方可投入尼泊金乙酯(此環(huán)節(jié)時(shí)間隨溫度變化)。
(2)待溫度升至75 ℃后方可開(kāi)真空吸取明膠顆粒,開(kāi)啟攪拌在恒溫條件下運(yùn)行1 h 至明膠溶解,檢查明膠是否完全溶解(先放出少量明膠觀察有無(wú)未溶解顆粒,若有繼續(xù)加熱0.5 h 直至完全溶解)。
(3)待明膠溶解完成后抽真空30 min 脫氣泡,檢測(cè)旋轉(zhuǎn)黏度,若黏度未達(dá)到3~4 萬(wàn)mPa.S 則繼續(xù)抽真空,黏度合格后放膠。
(4)放膠時(shí)需用100 目過(guò)濾篩網(wǎng)過(guò)濾,將膠液放入保溫桶內(nèi)60 ℃穩(wěn)膠4 h 以上,觀察膠液內(nèi)應(yīng)無(wú)氣泡。明膠中氣泡情況直接影響壓制后丸子的質(zhì)量,因膠桶出料管插至膠桶底部,所以在在膠桶內(nèi)明膠使用到最后時(shí),上層含氣泡的明膠不宜使用,宜更換下一桶明膠。
1.2 滾模式軟膠囊機(jī)參數(shù)控制
(1)膠皮厚度:膠盒溫度升至60 ℃后打開(kāi)壓縮空氣進(jìn)行注膠液,開(kāi)啟壓丸機(jī)調(diào)整膠皮厚度至0.7~0.8 mm,膠皮過(guò)厚或過(guò)薄都易導(dǎo)致丸子漏液。
(2)噴體溫度:待膠皮穩(wěn)定及噴體溫度升至42~44 ℃時(shí)將噴體落下;若出現(xiàn)丸型異常則兩側(cè)膠皮厚度不一,若丸子較軟或較硬時(shí),及時(shí)降低或提高噴體溫度。
(3)裝量調(diào)整:調(diào)整裝量至工藝要求。
(4)主軸轉(zhuǎn)速:一般控制在1.5~2.5 r/min,拉網(wǎng)軸轉(zhuǎn)速和膠皮輪轉(zhuǎn)速要與主軸轉(zhuǎn)速匹配。
(5)膠皮輪冷卻鼓溫度:冷卻水溫恒定17~20 ℃。
(6)定型時(shí)間:壓制好的丸子在滾籠中干燥2 h 后出籠。
(7)干燥時(shí)間:干燥車(chē)烘盤(pán)一般不宜超過(guò)10 盤(pán),根據(jù)干燥間溫濕度的不同,控制在30~40 h。
2 物料
2.1 內(nèi)容物
(1)黏度的影響:內(nèi)容物黏度越大,注液時(shí)會(huì)發(fā)生內(nèi)容物無(wú)法全部注入,使內(nèi)容物灑落或粘連在噴體或模具上,導(dǎo)致膠囊合縫處泄漏。
(2)顆粒度:固體顆粒附著在膠囊接縫處會(huì)使內(nèi)容物順著接縫處空隙流出,因此要嚴(yán)格控制配置后的內(nèi)容物顆粒度。一般經(jīng)膠體磨研磨后內(nèi)容物應(yīng)能通過(guò)100 目篩網(wǎng)。
2.2 明膠
不同廠家的明膠,其膠動(dòng)力、黏度、穩(wěn)定性不同,軟膠囊對(duì)明膠膠動(dòng)力、黏度、穩(wěn)定性要求較高,在考慮成本的同時(shí)要保證明膠的質(zhì)量。
3 設(shè)備
3.1 化膠罐
加熱循環(huán)系統(tǒng)不穩(wěn)定會(huì)使明膠溶解不充分,直接影響膠皮的質(zhì)量,壓丸時(shí)丸子接縫處會(huì)產(chǎn)生滲漏。化膠罐加熱很少直接采用蒸汽加熱,一般采用熱水系統(tǒng)加熱,水溫保持在90~95 ℃。
3.2 滾模式壓丸機(jī)
壓丸機(jī)(圖1)作為軟膠囊生產(chǎn)的主要設(shè)備,其設(shè)備精密度、穩(wěn)定性直接影響軟膠囊的漏丸率。

圖1 滾模式壓丸機(jī)
3.2.1 設(shè)備精密度
設(shè)備主軸跳動(dòng)是直接影響軟膠囊漏丸的主要因素,主軸圓跳動(dòng)在0.05 mm 以內(nèi),安裝模具后圓跳動(dòng)保持在0.15 mm以內(nèi),膠皮輪圓跳動(dòng)在0.05 mm 以內(nèi)。
3.2.2 模具。
兩個(gè)模具分別裝在機(jī)頭的左右滾模軸上(面對(duì)主機(jī)正面,操作者左手側(cè)為左),右模具軸只能轉(zhuǎn)動(dòng),左模具則既可轉(zhuǎn)動(dòng)又可橫向水平移動(dòng)。模具安裝對(duì)位要準(zhǔn)確,防止調(diào)節(jié)螺栓松動(dòng)導(dǎo)致模具移位。
(1)模具線調(diào)整:模具安裝后進(jìn)行模具線調(diào)整,機(jī)頭后部裝有模具“對(duì)線”的調(diào)整機(jī)構(gòu),將緊定螺釘松開(kāi)可單獨(dú)轉(zhuǎn)動(dòng)右模具,使左、右模具上的刻線一一對(duì)準(zhǔn),對(duì)線誤差≤0.05 mm。將兩模具倒角調(diào)至吻合后固定好,然后進(jìn)行吻合度檢驗(yàn),確認(rèn)壓出效果合適的情況下方可進(jìn)行下一步操作。
(2)模具壓力調(diào)整:當(dāng)模具間裝入明膠膠膜后,通過(guò)機(jī)頭左側(cè)支臂外側(cè)的加壓機(jī)構(gòu),將膠膜均勻地壓緊于兩模具之間;前壓后壓同時(shí)給,模具壓力一般在0.4 MPa 作業(yè),模具壓力過(guò)低會(huì)導(dǎo)致漏丸率升高。
(3)注液控制:模具切口與噴體注料口對(duì)齊,打開(kāi)離合,調(diào)整泵芯噴料時(shí)間;扯下一塊網(wǎng)格膠觀察網(wǎng)格膠內(nèi)是否有多余的內(nèi)容物溶液,若有內(nèi)容物溶液時(shí),倒角切合時(shí)丸子無(wú)法縫合完整導(dǎo)致漏丸,故此泵芯注料時(shí)間有異常需要調(diào)整。
(4)模具的檢查和保養(yǎng):嚴(yán)禁用壓縮空氣直接吹掃模具,用放大鏡檢查模具表面無(wú)劃痕,合模線無(wú)異常,確認(rèn)模具本身無(wú)質(zhì)量問(wèn)題后套上防護(hù)網(wǎng)袋放入模具箱存放。
(5)更換模具后要對(duì)新模具質(zhì)量進(jìn)行測(cè)試,測(cè)試方法:試壓小批量產(chǎn)品,經(jīng)24 h 干燥定型后檢查漏丸率,漏丸率小于0.3%合格。
3.2.3 噴體
噴體表面光滑無(wú)毛刺。
3.2.4 泵芯注料穩(wěn)定性
合模線調(diào)好后調(diào)整噴體注料口與模具切口的位置,檢查網(wǎng)格膠是否有殘留內(nèi)容物。若網(wǎng)格膠有內(nèi)容物,說(shuō)明模具倒角切合時(shí)軟膠囊無(wú)法封合完整導(dǎo)致漏丸,此時(shí)泵芯注料時(shí)間異常,需要調(diào)整注料時(shí)間。
3.2.5 下丸區(qū)冷卻
風(fēng)機(jī)對(duì)模具出囊區(qū)域進(jìn)行降溫,加快膠囊定型以利于下丸。
3.2.6 膠盒、冷卻鼓、噴體、加熱套溫度是否穩(wěn)定
因膠液對(duì)溫度要求很高,不易過(guò)冷、不易過(guò)熱。膠皮厚度要前后一致穩(wěn)定,避免膠盒內(nèi)液位浮子被冷卻后的膠皮粘結(jié),導(dǎo)致膠盒內(nèi)膠液高度不穩(wěn)定;膠盒出料口與膠皮輪應(yīng)平行,保證膠皮厚度一致。
3.2.7 拉網(wǎng)軸速度
拉網(wǎng)軸速度過(guò)快導(dǎo)致模具未切割完,拉網(wǎng)軸直接將膠皮拉開(kāi)導(dǎo)致漏丸,過(guò)慢導(dǎo)致膠皮卷網(wǎng)膠。設(shè)備運(yùn)行時(shí)注意觀察模具切割效果及網(wǎng)格膠松緊度。
3.2.8 膠皮輪
冷卻水溫度溫態(tài)誤差<±1 ℃,冷卻水溫度降溫調(diào)節(jié)響應(yīng)時(shí)間(2 ℃以內(nèi))≤3 min;膠皮輪不得有劃傷或磕碰。
4 環(huán)境
(1)壓丸間環(huán)境要求:房間溫度宜控制在20~25 ℃,最高不能超過(guò)28 ℃,相對(duì)濕度為30%~50%,盡量做到恒溫恒濕,以保證軟膠囊的產(chǎn)品質(zhì)量;潔凈度不低于10 萬(wàn)級(jí),空氣鹽分≤2 mg/m3。
(2)中間站:中間站必須安裝除濕機(jī),溫度≤15 ℃,濕度≤25%。(3)干燥間:干燥間必須安裝除濕機(jī),盡量采用層流風(fēng),溫度≤15 ℃,濕度≤25%。
5 結(jié)語(yǔ)
綜上所述,軟膠囊從生產(chǎn)到儲(chǔ)存及銷(xiāo)售過(guò)程中均可能發(fā)生漏丸現(xiàn)象,使產(chǎn)品的生產(chǎn)難度增大,不合格率增加,也可能導(dǎo)致產(chǎn)品質(zhì)量穩(wěn)定性降低,影響產(chǎn)品的正常銷(xiāo)售。結(jié)合生產(chǎn)實(shí)際,從生產(chǎn)工藝、物料、設(shè)備、環(huán)境等方面提出解決或改善措施,除此之外,人員操作、存儲(chǔ)環(huán)境也是軟膠囊漏丸的影響因素(圖2)。
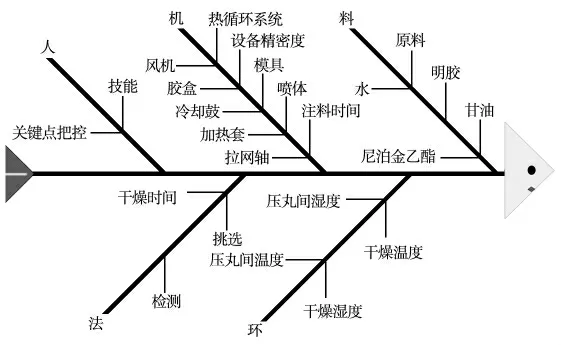
圖2 漏丸魚(yú)骨分析圖
猜你喜歡
科學(xué)大眾(2022年11期)2022-06-21 09:20:52
科學(xué)大眾(2021年21期)2022-01-18 05:53:48
科學(xué)大眾(2021年17期)2021-10-14 08:34:02
科學(xué)大眾(2021年19期)2021-10-14 08:33:02
科學(xué)大眾(2021年9期)2021-07-16 07:02:52
科學(xué)大眾(2020年23期)2021-01-18 03:09:18
科學(xué)大眾(2020年17期)2020-10-27 02:49:04
中國(guó)現(xiàn)代醫(yī)藥雜志(2020年12期)2020-01-08 16:42:06
中國(guó)現(xiàn)代醫(yī)藥雜志(2020年10期)2020-01-08 06:42:11
臺(tái)聲(2016年2期)2016-09-16 01:06:53
