工藝參數對激光選區熔化成形TA32鈦合金成形質量及硬度的影響
2022-03-15 14:09:54冉江濤姜風春
機械工程材料 2022年1期
冉江濤,姜風春,陳 卓,趙 鴻,
(1.哈爾濱工程大學機電工程學院,哈爾濱 150001;2.哈爾濱工程大學材料科學與化學工程學院,哈爾濱 150001;3.航天海鷹哈爾濱鈦業有限公司,哈爾濱 150001)
0 引 言
激光選區熔化(SLM)技術是一種以激光為熱源,基于離散堆積原理層層堆積,近凈成形的金屬增材制造技術,尤其適用于直接制造復雜結構件,現已廣泛應用于航空航天、生物醫療、模具制造等領域[1-3]。預熱溫度、保護氣體純度、鋪粉厚度、激光功率、掃描速度、掃描間距等工藝參數都會影響SLM成形件的成形質量和力學性能,其中鋪粉厚度、激光功率、掃描速度和掃描間距等工藝參數的影響更為顯著[4-11]。將激光功率與掃描速度、掃描間距、鋪粉厚度3者乘積的比值定義為SLM成形的能量密度[12]。卓林蓉等[13]研究發現,隨著能量密度的增加,SLM成形銅基形狀記憶合金的相對密度先增大后減小。于彥東等[14]研究發現,激光功率和掃描速度對SLM成形Inconel 718合金相對密度的影響高于能量密度的影響。
TA32鈦合金是一種新型近α型高溫鈦合金,其長時服役溫度可達550 ℃,短時服役溫度可達600 ℃,具有良好的拉伸、疲勞、蠕變等性能,可用于生產航空發動機高壓端的葉片、壓氣機盤和鼓筒等零件[15]。航空航天零部件的典型特點是形狀結構復雜,采用傳統制造技術常常受到刀具和模具形狀的限制,且易造成原料浪費。因此,近凈成形SLM技術在航空航天領域有著廣闊的應用前景。目前,關于TA32鈦合金的研究主要集中在顯微組織、流變性、超塑性及拉伸變形行為方面[16-18],關于工藝參數對SLM成形TA32鈦合金的成形質量與力學性能的影響研究鮮有報道。因此,作者采用SLM技術,在鋪粉厚度為50 μm的條件下成形TA32鈦合金,采用單因素試驗法研究了激光功率P、掃描速度v、掃描間距L和能量密度對成形質量及硬度的影響規律,為后續工藝優化提供數據支撐。
1 試樣制備與試驗方法
采用航天海鷹(哈爾濱)鈦業有限公司生產研制的氣霧化TA32鈦合金粉末,松裝密度為2.1 g·cm-3,霍爾流速(50 g計)為60 s。 TA32鈦合金粉末的微觀形貌如圖1所示,可以看出粉末球形度良好,表面黏附的衛星球粉末顆粒較少。TA32鈦合金粉末的粒徑近似服從正態分布,平均粒徑為36 μm。TA32鈦合金粉末的化學成分如表1所示,滿足GB/T 3620.1-2016的規定,且具有低雜質含量特征。
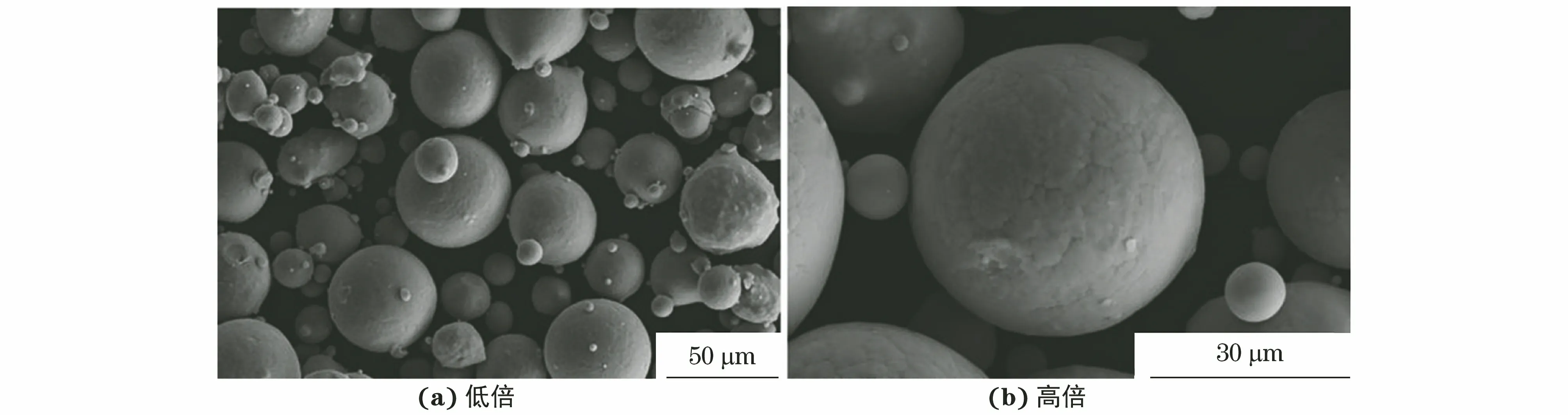
圖1 TA32鈦合金粉末的SEM形貌

表1 TA32鈦合金粉末的化學成分
采用FS271M型SLM設備成形TA32鈦合金試樣,成形過程中充入氬氣使成形腔內含氧量體積分數小于0.02%,鋪粉厚度為50 μm。經前期大量試驗以及可靠性分析確定如表2所示的工藝參數,試樣尺寸均為10 mm×10 mm×10 mm。SLM成形結束后,采用線切割方法將所有試樣與基板分離,不做任何后處理。

表2 SLM成形TA32鈦合金的工藝參數
根據阿基米德原理,采用排水法測試TA32鈦合金試樣的體積密度[5],測3次取平均值。將鈦合金試樣的實際密度除以其理論密度(4.6 g·cm-3)得到相對密度。采用VHX-1000型超景深顯微鏡觀察試樣的表面形貌。采用SJ-410型表面粗糙度測量儀測試試樣的表面粗糙度,每個試樣測3次取平均值。采用Bruker D8型高級X射線衍射儀測量SLM成形TA32鈦合金試樣的物相組成,采用銅靶,Kα射線,管電壓為40 kV,管電流為40 mA,掃描范圍為20°~80°。采用線切割在鈦合金試樣上截取尺寸為10 mm×10 mm×10 mm的金相試樣,表面經磨拋,用克羅爾試劑(HF、HNO3、H2O體積比為1…3…7)腐蝕后,采用DMI 5000 M型光學顯微鏡觀察試樣的顯微組織。采用TMVS-1S型數顯顯微維氏硬度計測量試樣的維氏硬度,加載載荷為9.8 N,加載時間為15 s,每個試樣測5次取平均值。
2 試驗結果與討論
2.1 典型形貌、顯微組織與物相組成
沿成形方向,不同工藝參數SLM成形TA32鈦合金試樣的微觀形貌相似,均如圖2所示,表現出典型的魚鱗紋特征,魚鱗紋相互搭接。形成這種形貌與采用的能量源有關,激光束為圓形高能熱源,其中間部分的激光能量密度高,而邊緣部位的激光能量密度較低,因此在一個熔道中,中間部分的粉末熔化得比兩邊多,使得凝固后熔道呈魚鱗狀的半圓形結構[19]。不同工藝參數SLM成形TA32鈦合金試樣中存在因熔化不完全而產生的孔洞缺陷,缺陷尺寸較小,形狀不規則。
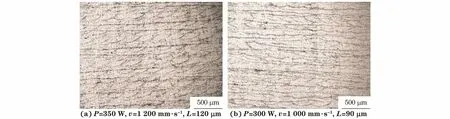
圖2 不同工藝參數SLM成形TA32鈦合金試樣的典型形貌
不同工藝參數SLM成形TA32鈦合金試樣的顯微組織均相似,以P=400 W,v=1 000 mm·s-1,L=90 μm條件下的為例進行分析。由圖3可知,TA32鈦合金試樣的顯微組織主要由原始柱狀β晶內的針狀α′馬氏體相組成。在SLM成形過程中,激光作用于TA32鈦合金粉末使其迅速熔化,同時產生微小熔池,激光束離開熔池后,熔池快速冷卻,其冷卻速率達到形成馬氏體的冷卻速率,因此在合金內形成了大量的α′馬氏體。
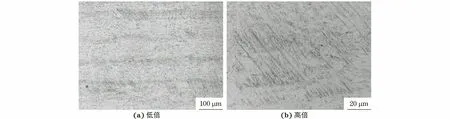
圖3 SLM成形TA32鈦合金試樣的顯微組織(P=400 W,v=1 000 mm·s-1,L=90 μm)
所有試樣的XRD譜均十分相似,且未觀察到新相生成,如圖4所示。結合顯微組織可以看出,SLM成形TA32鈦合金試樣均主要由α′馬氏體組成,未觀察到明顯的β相峰,說明SLM成形過程中原始柱狀β相已完全轉化為α′馬氏體。

圖4 SLM成形TA32鈦合金試樣的XRD譜
2.2 工藝參數對表面質量的影響
由圖5可知:隨著掃描速度提高,試樣頂面的表面粗糙度Ra均呈先減小后增大的趨勢,表明過低或過高的掃描速度都不利于獲得表面質量較好的試樣;相同激光功率和掃描速度下,掃描間距較大試樣的表面粗糙度明顯較小。由圖6可以看出,隨著掃描速度提高,試樣表面形貌先變平整后又變得凹凸不平,在掃描速度為1 100 mm·s-1時表面最為光滑平整。掃描速度過低時,激光作用于粉末的時間延長,熔池不斷受到激光束的沖擊作用而產生劇烈震蕩,導致凝固后試樣表面呈高低起伏的形貌,因此表面粗糙度較大。另外,掃描速度過低使得粉末在單位時間內吸收的能量過多從而產生過燒現象,導致成形表面較為粗糙[20]。掃描速度過高,激光作用于粉末的時間極短,產生的熔池較淺,熔體來不及均勻鋪展就已經凝固,凝固后試樣表面凹凸起伏,部分區域因存在未熔粉末而出現鼓包,因此表面粗糙度較大。
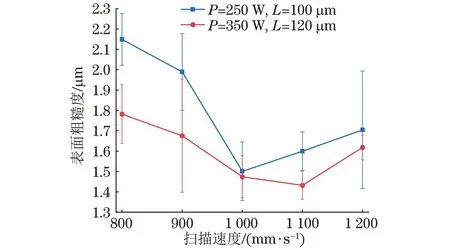
圖5 掃描速度對SLM成形TA32鈦合金試樣表面粗糙度的影響

圖6 不同掃描速度下SLM成形TA32合金試樣的表面形貌(P=350 W,L=120 μm)
由圖7可知,隨著掃描間距增大,試樣頂面的表面粗糙度均呈先減小后增加的趨勢,這表明掃描間距過小或過大,都不利于獲得表面質量較好的試樣。由圖8可以看出,隨著掃描間距增大,試樣的表面形貌先由溝壑狀變得平整,后又呈凹凸不平狀,在掃描間距為110 μm時,表面質量最好。掃描間距過小,相鄰掃描線存在重疊區域,處于重疊區域的粉末被激光束反復熔化,造成一定程度的過熔,從而導致凝固后表面表現為溝壑狀形貌,表面粗糙度較大。掃描間距過大,相鄰掃描線重疊區域很小,甚至完全不重疊,兩條掃描線之間的區域輸入的激光能量較低,粉末熔化不充分并產生球化現象,凝固后在表面形成一道凸起的掃描線,表面質量差。
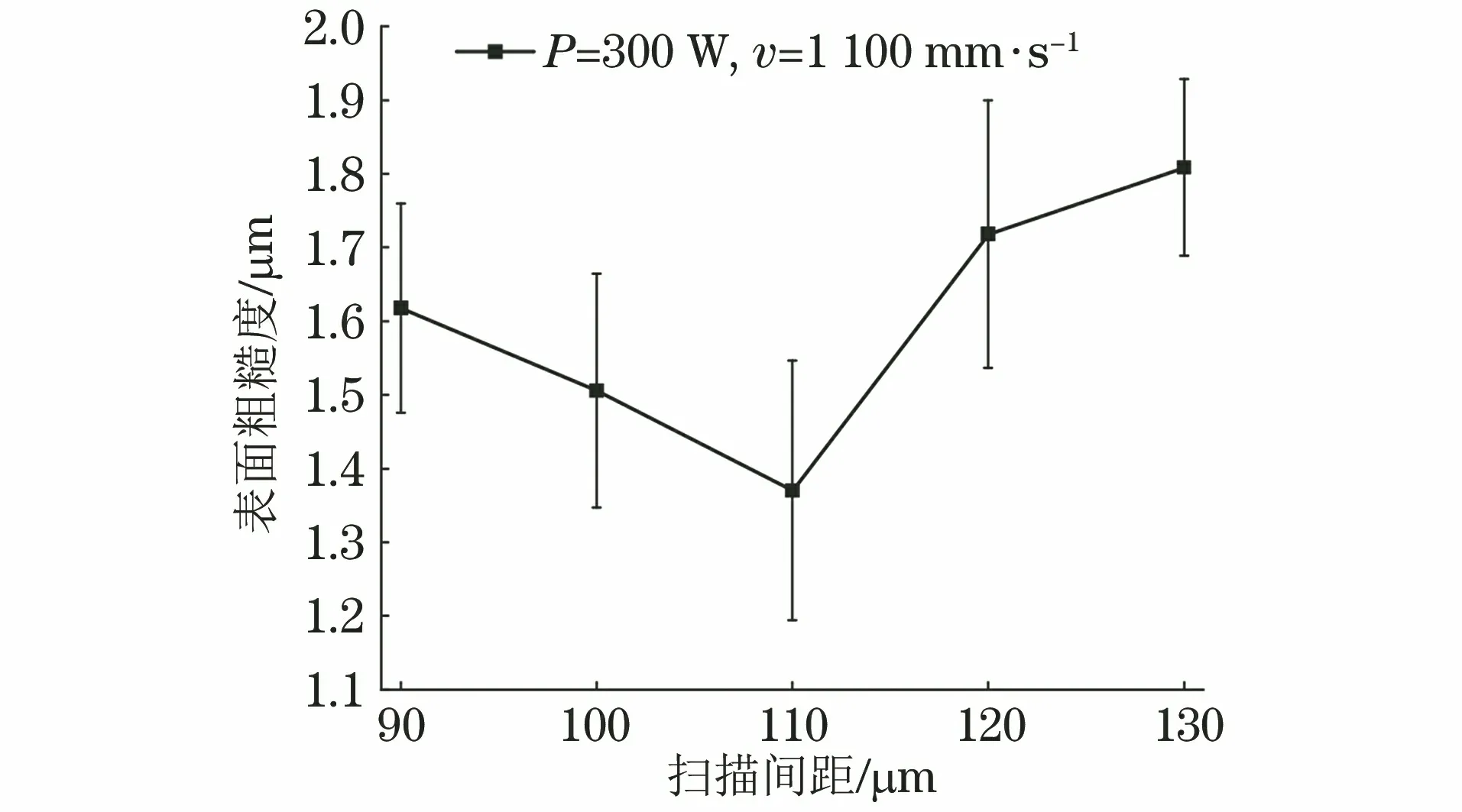
圖7 掃描間距對SLM成形TA32鈦合金試樣表面粗糙度的影響

圖8 不同掃描間距下SLM成形TA32鈦合金試樣的表面形貌(P=300 W,v=1 100 mm·s-1)
由圖9可知:隨著激光功率增加,試樣頂面的表面粗糙度呈先減小后增大的趨勢,這表明過低或過高的激光功率都不利于獲得表面質量較好的試樣。由圖10可以看出,隨著激光功率增加,試樣的表面形貌先變平整后又變得凹凸不平,在激光功率為300 W時,表面質量最好。激光功率過低,輸入的能量不足,產生的熔池較淺,熔體流動不充分,在凝固之前不能充分鋪展,因此凝固后表面部分區域出現鼓包,表面粗糙度較大。激光功率過高,粉末熔化后熔池溫度急劇升高,易揮發元素發生氣化現象,從熔池中逸出,同時氣化產生的反沖壓力對熔池產生沖擊和攪拌作用,使得熔池表面不平整,因此凝固后部分區域出現鼓包,部分區域出現凹坑,表面質量較差。
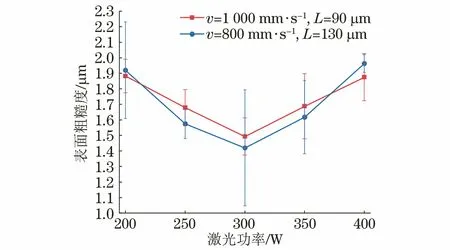
圖9 激光功率對SLM成形TA32鈦合金試樣表面粗糙度的影響

圖10 不同激光功率下SLM成形TA32鈦合金試樣的表面形貌(v=1 000 mm·s-1,L=90 μm)
2.3 工藝參數對相對密度的影響
由圖11可知,隨著掃描速度提高,SLM成形TA32鈦合金試樣的相對密度逐漸減小。由圖12可以看出,試樣表面的孔洞等缺陷隨掃描速度增高而增多。掃描速度越快,激光作用于TA32鈦合金粉末的時間越短,粉末熔化不充分。未完全熔化的粉末發生燒結作用,相互黏結在一起,相鄰粉末顆粒間存在空隙,因此成形試樣的相對密度降低。

圖11 掃描速度對SLM成形TA32鈦合金試樣相對密度的影響
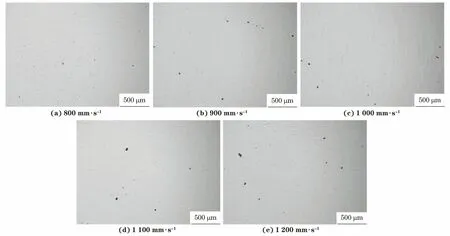
圖12 不同掃描速度下SLM成形TA32鈦合金試樣的微觀形貌(P=350 W,L=120 μm)
由圖13可知,隨著掃描間距增大,試樣的相對密度呈先減小后增大的趨勢,掃描間距為90 μm時的相對密度最大,110 μm時最小。由圖14可知:采用110 μm 掃描間距成形的試樣拋光表面存在的缺陷數量最多,這表明110 μm 的掃描間距不利于獲得較為致密的試樣。掃描間距較大時會使得熔道之間無法充分搭接,熔道間隙的粉末吸收能量不足,無法潤濕固相,最終導致試樣的相對密度較低[19]。

圖13 掃描間距對SLM成形TA32鈦合金試樣相對密度的影響
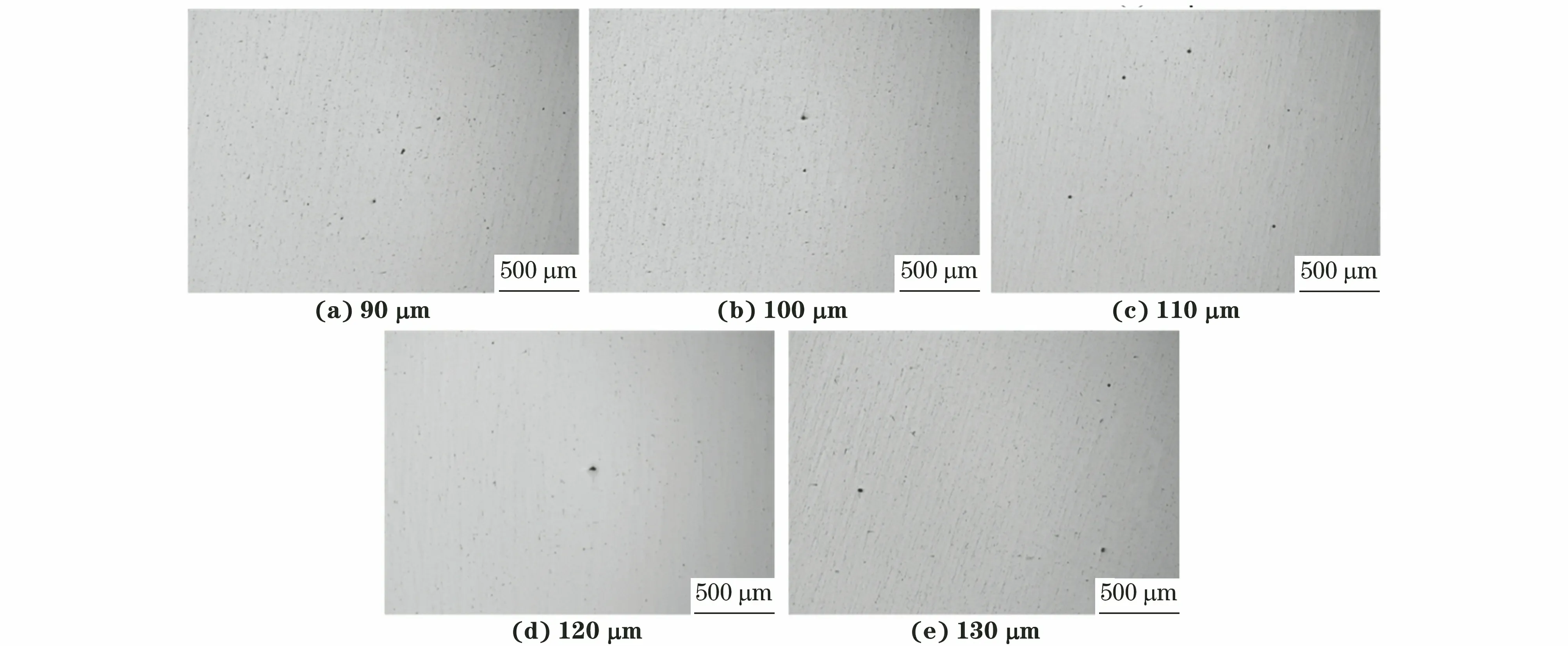
圖14 不同掃描間距下SLM成形TA32鈦合金試樣的微觀形貌(P=300 W,v=1 100 mm·s-1)
由圖15可知,隨著激光功率增加,試樣相對密度呈先增大后減小的趨勢,當激光功率在250,300 W時相對密度相對較大。由圖16可以看出,當激光功率為300 W時,試樣拋光表面存在的缺陷數量最少。激光功率較小時,粉末吸收的能量不足以熔化粉末,熔池窄而淺,且熔體黏度大,潤濕角大,容易引起球化現象,凝固后表面凹凸不平,存在較大孔隙,影響后續的鋪粉質量,最終導致試樣相對密度減小[20]。激光功率過大時,周圍粉末熔化量增加,熔池變寬,且可能造成過燒[6],因此試樣的相對密度減小。
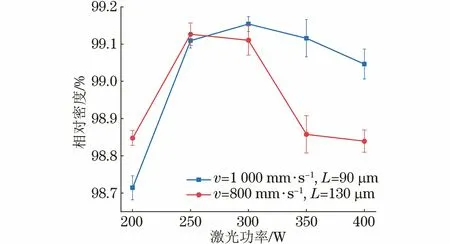
圖15 激光功率對SLM成形TA32鈦合金試樣相對密度的影響

圖16 不同激光功率下SLM成形TA32鈦合金試樣的微觀形貌(v=1 000 mm·s-1,L=90 μm)
2.4 工藝參數對硬度的影響
由圖17可知:隨著掃描速度增加,TA32鈦合金試樣的維氏硬度逐漸降低,當掃描速度過高時,單位面積粉末吸收能量過低導致尚未完全熔化,產生的液相較少,無法完全潤濕固相,材料內部組織不致密且缺陷過多[6],導致試樣硬度下降,但下降的幅值很小;隨著掃描間距增加,TA32試樣的維氏硬度先降低后增加,當掃描間距為110 μm時試樣的硬度最低,這與相對密度的變化一致;隨著激光功率增加,TA32試樣的維氏硬度呈先升高后降低的趨勢,在激光功率為300 W時維氏硬度最大,這是由于此時粉末熔化完全,熔體對已凝固層潤濕充分,層與層之間黏結良好,材料致密性好[19]。

圖17 工藝參數對SLM成形TA32鈦合金試樣維氏硬度的影響
2.5 能量密度對成形質量及性能的影響
統計得到表面粗糙度、相對密度及維氏硬度與能量密度的關系如圖18所示,可以看出,試樣的表面粗糙度、相對密度及維氏硬度與激光能量密度并無明顯的函數關系;當激光能量密度在45~75 J·mm-3范圍內變化時,72%試樣頂面的表面粗糙度小于1.8 μm,80%試樣的相對密度大于98.9%,72%試樣的維氏硬度大于350 HV。這說明在試驗參數范圍內,45~75 J·mm-3的激光能量密度范圍較適用于成形TA32鈦合金。
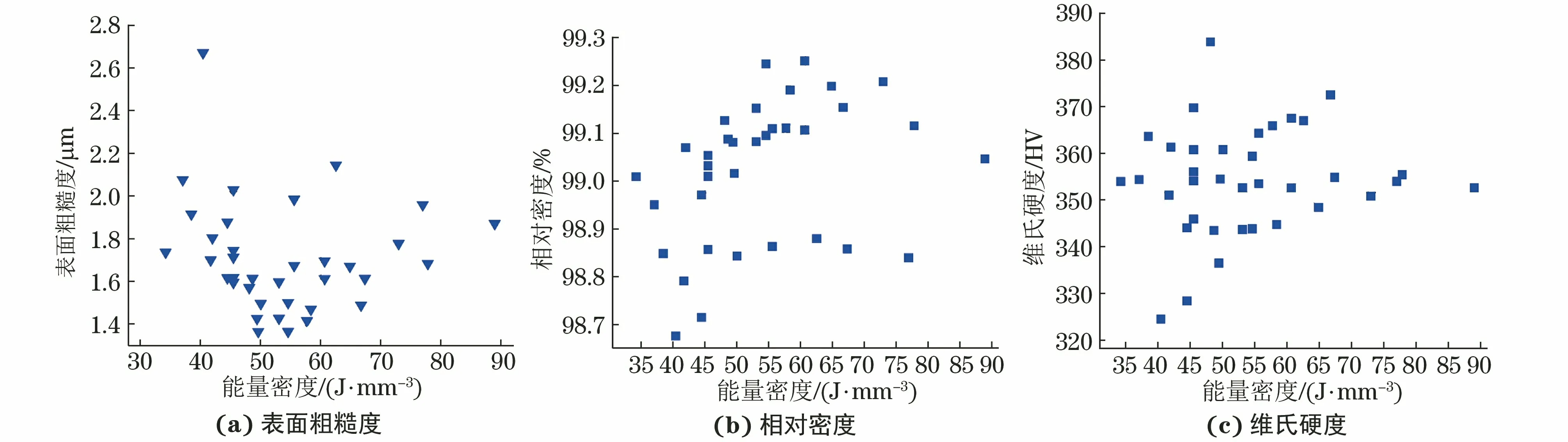
圖18 SLM成形TA32鈦合金試樣的表面粗糙度、相對密度、維氏硬度與能量密度的關系
3 結 論
(1) SLM成形TA32鈦合金試樣的表面均呈現典型的魚鱗紋特征,顯微組織主要由原始柱狀β晶內的針狀α′馬氏體組成。
(2) 隨著掃描速度(800~1 200 mm·s-1)增加,SLM成形TA32鈦合金試樣的表面粗糙度先減小后增大,相對密度和維氏硬度均逐漸降低;隨著掃描間距(90~130 μm)增加,試樣的表面粗糙度先減小后增大,相對密度和維氏硬度均先降低后升高;隨著激光功率(200~400 W)增加,試樣的表面粗糙度先減小后增大,相對密度和維氏硬度均先升高后降低。
(3) 綜合考慮表面粗糙度、相對密度以及維氏硬度,在試驗參數范圍內,適用于TA32鈦合金SLM成形的能量密度范圍為45~75 J·mm-3。