薄板中的光聲相控陣聚焦技術研究
2022-03-16 08:56:58肖宇剛高椿明
壓電與聲光 2022年1期
肖宇剛,程 灝,高椿明,張 萍
(電子科技大學 光電科學與工程學院,四川 成都 610054)
0 引言
隨著現代工業的不斷發展,對無損檢測技術的要求也在不斷提高。激光超聲檢測技術(LUT)囊括了激光技術和超聲技術的技術優點,在日益復雜的工業檢測環境中,特別是在金屬、復合材料、陶瓷和液體的檢測中比其他檢測技術更具優勢。它可以實現快速、遠程、準確、靈活地檢測固定或移動的金屬曲面工件,也可以在惡劣的環境(如在遠高于其他儀器所能承受的溫度)中實現工業檢測。JIN H等[1]通過使用線聚焦激光和陣列技術改進窄帶表面波的生成結果,使信噪比得到提高。Pei等[2]研究了利用光纖相控陣激光超聲波發生器和電磁聲學傳感器對內表面裂紋進行非接觸和非破壞性測量的相控陣激光超聲波生成系統。梁鵬[3]將激光超聲運用于壓力容器的檢測中,實現了高壓環境下的缺陷檢測,提高了激光超聲的應用水平。裘進浩等[4]通過對航空復合材料結構使用激光超聲技術進行研究,分別對航空材料的兩種不同缺陷進行了損傷識別,并以此建立了航空復合材料的壽命預測系統。Hayashi等[5]將脈沖激光陣列產生的強超聲波用于對印版缺陷的成像,結果表明激光陣列比單個激光成像的效果明顯。Davis等[6]使用一個由空間陣列照明源組成的脈沖釔鋁石榴石晶體(Nd-YAG)激光系統產生了窄帶蘭姆(Lamb)波,使用一個基于雙波混合的激光干涉儀來檢測所產生的波模式,用于增材制造部件的現場檢查。Chen等[7]開發了一種利用激光超聲掃描進行相鄰波減法的異常波傳播成像方法,以增強與損傷相關異常波的可見性。LEE等[8]研究了一種激光超聲傳播成像(UPI)技術的高速重復掃描技術,能夠在檢測真實世界的復合材料結構時顯著提高信噪比。周正干等[9]利用激光干涉測量技術的高分辨率特點,在緊固孔邊沿測得分層缺陷導致激光超聲信號的反射和衰減,基于相控陣超聲技術研究了激光超聲技術用于脫黏缺陷檢測,緊固孔分層檢測的可行性。本文為了提高聲檢測的靈敏度及空間選擇能力,開展了強度調制的激光在金屬表面上激發出光聲信號,將多個這樣的激光陣元激發的光聲信號聚焦在指定位置的研究。
1 原理及仿真
1.1 光聲原理
強度周期性調制的激光照射金屬樣品后,樣品接收入射的光子能量后通過熱弛豫過程變為熱能,從而引起樣品溫度的周期性變化,形成熱波,熱波傳遞距離有限,其能量轉換成聲場在樣品中傳播,形成光聲。光聲作為激光激勵的聲,點聲源特性優良,因此,利用其作為近場探測與成像得到廣泛使用。但因其聲源較淺,在激光未照射的地方難以形成有效探測,因此,發展基于光聲陣列的遠距離聚焦技術具有突出的研究價值和推廣應用的潛力。利用聲場互易原理,通過多通道光聲陣列泵浦可實現遠距離的光聲聚焦。
1.2 共軛原理
根據聲學互易性,在發射點和接收點不變的情況下,當發射點發射相位為0°的信號時,接收點接收到的相位為δ;將發射信號相位設置為2π-δ時,則對應的信號接收相位此時改變為0°。圖1為發射點與接收點相位共軛示意圖。

圖1 發射點與接收點相位共軛示意圖
在已知聚焦位置和光聲陣列泵浦位置的情況下,根據互易性原理,利用共軛法設計各個通道的光聲泵浦強度和相位,保障每個通道的光聲傳播到聚焦點時均具有相同的相位,這樣所有通道的聲信號實現同相疊加,從而實現聚焦效果。
1.3 仿真及分析
使用COMSOL軟件開展仿真分析,建模如圖2(a)所示。由圖可知,薄板模型尺寸為200 mm×220 mm,8個激光泵浦點((65 mm,100 mm),(75 mm,100 mm),(85 mm,100 mm),(95 mm,100 mm),(105 mm,100 mm),(115 mm,100 mm),(125 mm,100 mm),(135 mm,100 mm)),聚焦目標點(100 mm,150 mm),根據互易定理,泵浦點相位為各陣元的相位,分別為17.3°、315.3°、270.6°、247°、247°、270.6°、315.3°、17.3°。仿真過程不考慮鋁板邊界回波。仿真參數:6061鋁合金板密度為2.70 g/cm3,楊氏模量為68.9 GPa,泊松比為0.33,熱膨脹系數為23.2×10-5K-1,比熱容為897 J/(kg·K)。
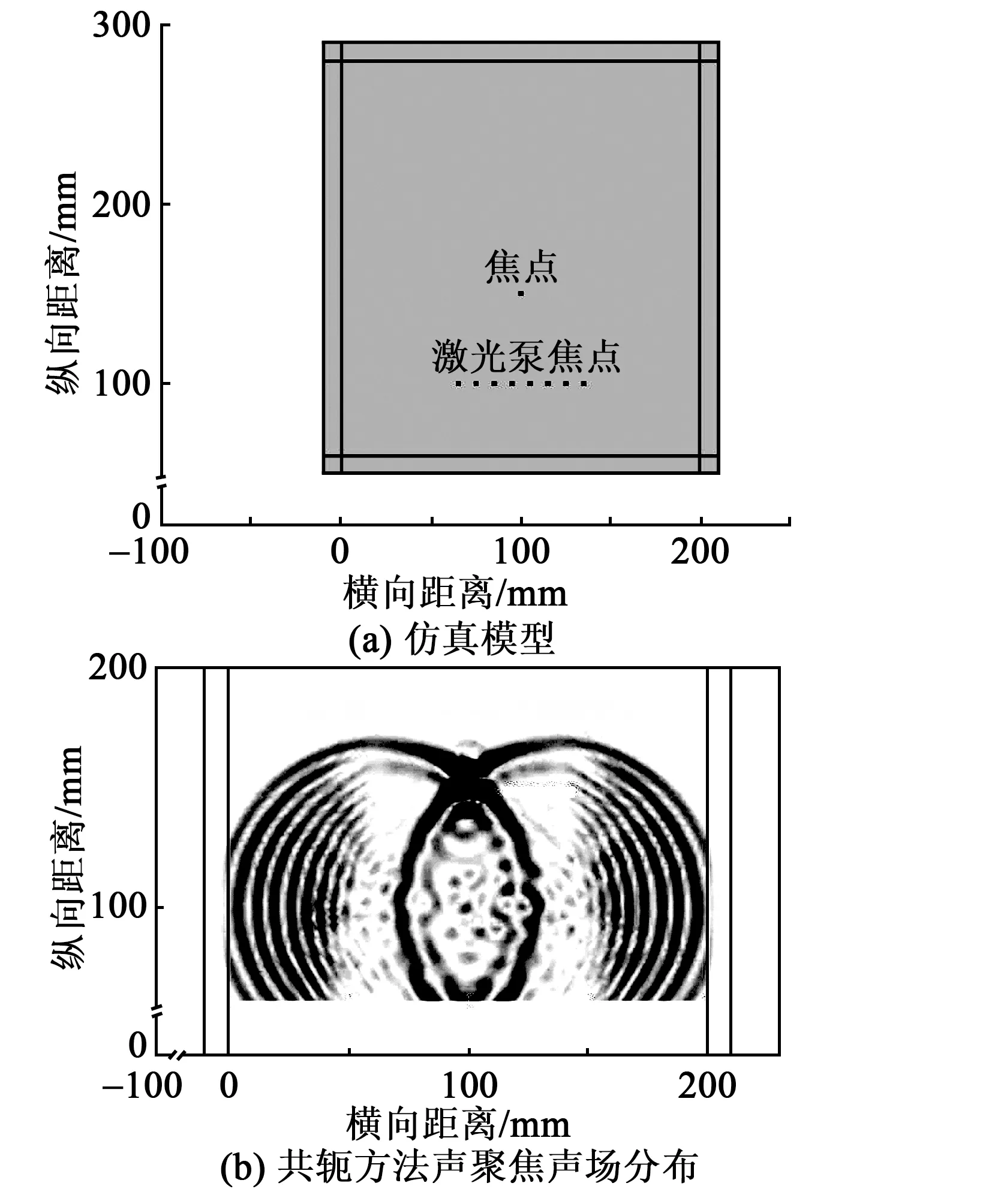
圖2 仿真建模示意圖
在目標聚焦點獲得聚焦時,鋁合金板上的聲場分布如圖2(b)所示,仿真結果證明了相位共軛法用于聲聚焦的可行性。
為了表征聚焦性能的好壞,引進聚焦度J,其表達式為
J=P焦點/P非焦平均
(1)
式中:P焦點為焦點處的最大聲壓值;P非焦平均為焦點附近去除焦點峰外的平均聲壓值。
為了表征聚焦焦點空間分辨率的好壞,引進焦點等效半徑Reff,其定義為焦點附近振幅超過P焦點×10%區域范圍的等效半徑。
從泵浦的可調節性考慮,影響聚焦性能好壞的參數主要有頻率、泵浦源數量和泵浦間距。
首先,不同聲信號頻率直接影響相控陣聲場的聚焦性能,為此開展了頻率(f)為60 kHz、80 kHz和100 kHz時光聲相控陣聚焦的仿真分析,結果如圖3所示。由圖可知,頻率越高,Reff越小,聚焦度越高,這說明提高光聲系統工作頻率能有效提升光聲陣列的聚焦效果。
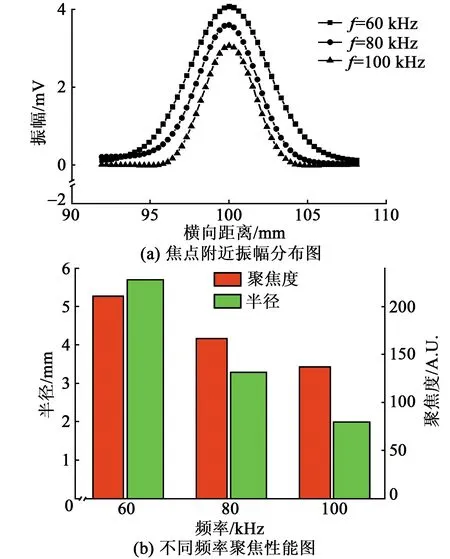
圖3 系統頻率對聚焦效果的影響仿真
其次,為了分析泵浦光間距對聚焦性能的影響,開展了頻率為100 kHz,間距分別為10 mm、20 mm、30 mm時的聲場仿真,焦點附近聲壓分布如圖4(a)所示,聚焦效果評價如圖4(b)所示。

圖4 陣元間距對聚焦效果的影響仿真
2 基于相位共軛法的光聲聚焦實驗
2.1 實驗系統
為了實現對多激光泵浦光聲聚焦的實驗驗證,搭建了如圖5所示的實驗系統,系統中8臺光纖激光器在電腦的控制下通過多通道激光調制控制器實現了對8臺激光輸出的強度正弦調制和相位控制,鋁合金板樣品中的振動由激光測振儀進行測量,振動信息經過多通道音頻采集卡送入電腦進行后處理。8臺激光器出光的空間位置由激光出光夾具決定,本實驗中的激光布置是等間距為10 mm的線陣排列,聚焦位置選定距離線陣中軸線上50 mm的點。
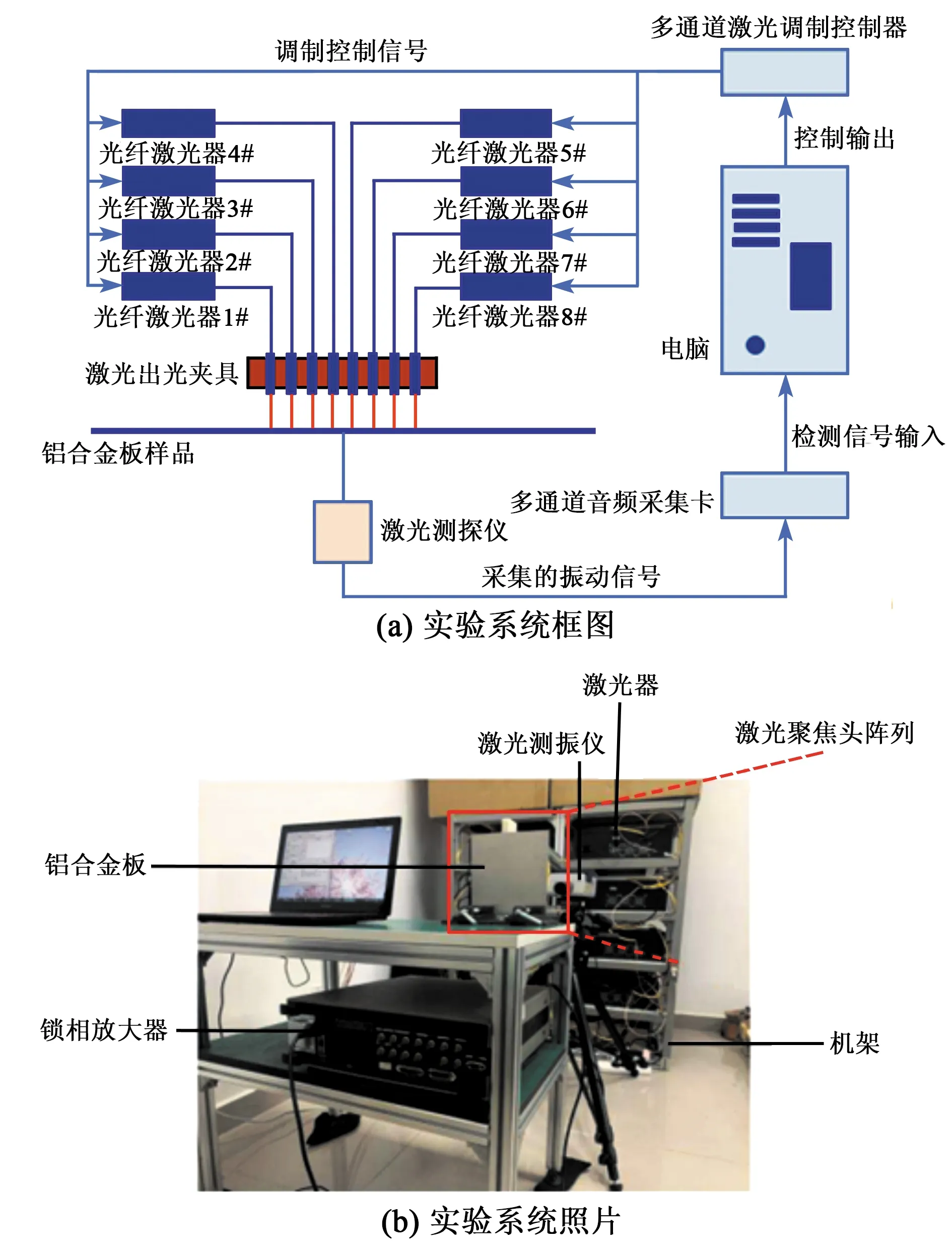
圖5 實驗系統圖
為了驗證系統的性能,先逐個單獨開啟激光器探測焦點處的振幅,再開啟8個激光器同時探測焦點的振幅,結果如表1所示。由表可見,同時開啟時,相位得到了極大提升,系統能實現焦點的聚焦能力。
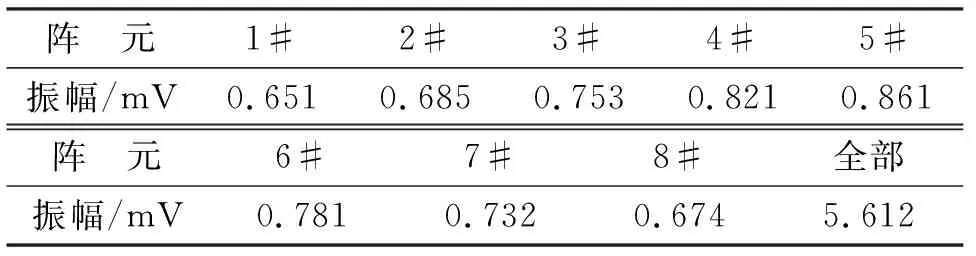
表1 陣列聚焦實驗表
為了進一步分析在此種實驗條件下的聚焦性能,以焦點為中心、3 mm為探測步進,向左、右均探測27個點,即在光聲聚焦點橫向上探測55個點的聲信號強度來表示光聲聚焦點的橫向聲場分布,測試結果如圖6所示。實驗表明在焦點附近實現了聚焦。
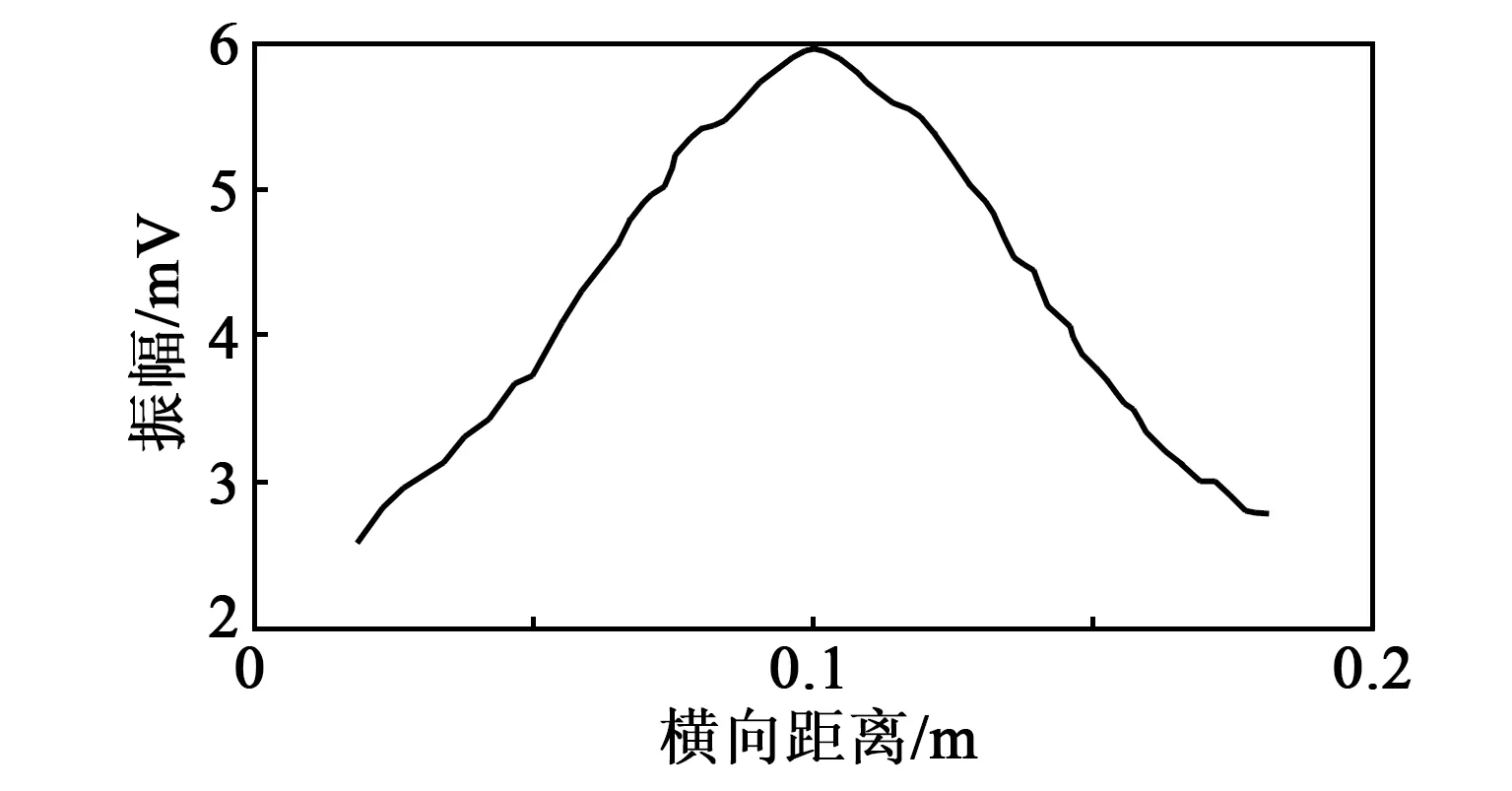
圖6 聚焦點橫向聲場分布實驗測試結果
2.2 不同調制頻率實驗研究
為了研究實驗條件下頻率對聚焦的影響,分別對5個頻率點(20kHz、40 kHz、60 kHz、80 kHz、100 kHz)進行實驗測試,聲聚焦點均為陣列中軸線上距離陣列中心50 mm處,探測聲聚焦點橫向聲場分布如圖7(a)所示。聚焦參數的分析如圖7(b)所示。實驗表明與理論預測相同,頻率越高,聚焦性能越好。但是由于頻率越高,衰減越厲害,因此,針對不同應用,應選擇最佳頻率。
2.3 不同線陣列陣元數
為了驗證泵浦光源數量(陣元數)對聚焦效果的影響,開展了相應泵浦光個數分別為3、5、7、9個的聚焦測試,實驗中,激光功率為6 W,激光調制頻率100 kHz,聚焦位置仍為中軸線上距離50 mm處。實驗結果如圖8所示,隨著陣元數的增多,聚焦性能逐漸提高。
2.4 橫向/縱向光聲聚焦實驗與分析
為了進一步研究陣列聚焦的特性,開展了橫、縱向上不同位置的聚焦點的橫向聲場分布實驗研究。
首先進行橫向多點聚焦實驗,選取聲聚焦點的坐標分別為(0,50 mm),(12 mm,50 mm),(24 mm,50 mm),(36 mm,50 mm),(48 mm,50 mm),(60 mm,50 mm),調制頻率為100 kHz,其他實驗條件相同,為了方便比較,將6個不同位置的聲聚焦點位置統一為坐標0位置,得到如圖9(a)所示的振幅分布圖,其聚焦統計分布如圖9(b)所示。實驗表明,越接近對稱中心點(0,50 mm),聚焦性能越好。
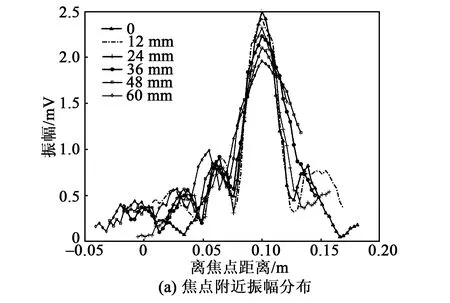

圖9 橫向任意點光聲相控陣聚焦點聲場聚焦寬度對比圖
其次開展縱向聚焦實驗研究,選取縱向焦點分別為(0,30 mm)、(0,50 mm)、(0,70 mm)、(0,90 mm),其他實驗條件不變,實驗測試結果如圖10(a)所示。不同點的聚焦特性研究如圖10(b)所示。實驗表明,越接近陣列位置,聚焦性能越好。
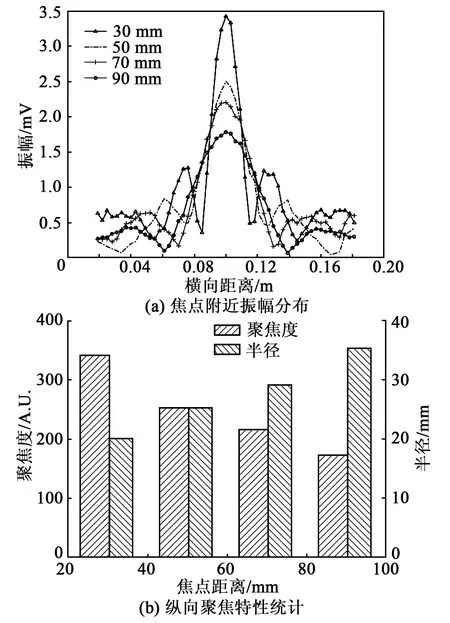
圖10 不同聚焦深度焦點橫向聲場分布對比圖
由圖10可以看出,隨著距離的增大,聚焦點聲場中聚焦寬度會隨之變寬,聲場的變化趨勢變緩,周圍的旁瓣幅值聚焦點的信號幅值也隨之減小。
3 結論
本文通過仿真和實驗研究,開展了多泵浦激光陣列下的光聲聚焦特性的研究,完成了泵浦源數量、間距、泵浦頻率、焦點空間位置等關鍵參數對光聲聚焦的特性影響的相關研究,研究表明:
1) 在金屬板材工件中,利用光聲泵浦陣列可以實現光聲聚焦。
2) 陣元數量、間距及焦點距離都會影響聚焦性能。
3) 頻率越高,聚焦性能越好,但信號衰減厲害,因此,實際應用中需根據實際情況選擇合適頻率。本技術可實現光聲信號在離開泵浦點以外的地方進行聚焦,從而提高在焦點處的聲信號強度及其探測靈敏度;同時,通過改變泵浦源的相位關系可以實現對不同位置的聚焦。因此,本技術可為高靈敏、快速掃描檢測提供一種新的技術手段。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55