SiCf/SiC復合材料銑削加工表面質量
2022-03-17 08:52:46黃青林趙建設王新永
宇航材料工藝 2022年1期
關鍵詞:復合材料
黃青林 趙建設 徐 亮 王 凱 王新永
(航天材料及工藝研究所,先進功能復合材料技術重點實驗室,北京 100076)
文 摘 使用PCD立式銑刀對聚合物浸漬裂解法(PIP)制備的SiCf/SiC復合材料開展單因素銑削試驗,通過對加工中產生的切削力和加工后的表面粗糙度進行測量,分析了銑削工藝參數對其的影響;對加工表面、纖維斷口進行SEM分析,討論了SiCf/SiC復合材料加工表面的形成。研究結果表明,表面粗糙度與切削力的變化趨勢相同,高主軸轉速和小切削寬度有利于得到表面粗糙度較小的加工表面;近孔洞區域與遠離孔洞區域的材料去除方式不同;材料中纖維發生面內偏移和層間屈曲,纖維存在多種去除方式。
0 引言
SiCf/SiC 復合材料作為一種先進陶瓷基復合材料,具有密度小、熱機械性能優良、耐燒蝕性能優異等特點[1-3],使其在惡劣的環境中有較好的耐候性和使用可靠性,在國外航空航天和軍事國防領域有了廣泛應用[4-6]。然而,它硬度高、各向異性、非均質性等特點,導致加工出現損傷大、質量差等問題。探明SiCf/SiC 復合材料加工質量的影響因素及變化規律,提高加工質量成為了亟待研究的內容。
由于SiCf/SiC 復合材料為多相復合而成,且存在較多孔隙,加工后的表面形貌明顯區別于均質材料。表面粗糙度是表面質量表征方法之一,相比二維評價參數Ra僅能表示某一線上的形貌信息,三維評價參數Sa可以表示某一面內的形貌信息,能更準確表征復合材料的加工表面質量[7-8]。目前,在用于樹脂基復合材料的表面質量研究后,Sa也逐漸用在了SiCf/SiC 復合材料上,尤其是特種加工方面。康仁科等[9]對SiCf/SiC 復合材料進行超聲輔助磨削,研究表明超聲振動能有效改善SiCf/SiC 復合材料的三維表面粗糙度Sa。張若衡等[10]選用超短脈沖激光對SiCf/SiC 復合材料進行加工,研究表明低功率的激光加工有利于獲得更好的加工表面。YAN Z 等[11]開展了SiCf/SiC 復合材料飛秒激光加工研究,研究了入射角度對表面質量的影響,結果表明,隨著入射角的增大,激光能量集中在復合材料的表面凸點,SiCf/SiC復合材料的表面質量顯著提高。池憲等[12]選用硬質合金刀具、金剛石涂層刀具、電鍍超硬磨料刀具、釬焊金剛石刀具、PCD 刀具進行SiCf/SiC 陶瓷基復合材料超聲振動銑削制孔對比工藝試驗,結果發現PCD 能得到更好的制孔表面質量。
然而,目前針對SiCf/SiC 復合材料常用的傳統銑削加工的表面質量的相關研究較少。本文選擇PCD刀具對SiCf/SiC 復合材料開展銑削單因素試驗,分析銑削參數對切削力和表面粗糙度Sa的影響規律并對比它們的變化趨勢,借助掃面電鏡,討論SiCf/SiC 復合材料加工表面的形成,擬為SiCf/SiC 復合材料銑削工藝參數優化研究提供參考。
1 實驗
1.1 材料
使用的SiCf/SiC 復合材料試樣(圖1)是由SiC 纖維緞紋布采用縫合的方式先制作成纖維預制體,再經過聚合物浸漬裂解(PIP)工藝制備而成。其孔隙率為7%~9 %,纖維體積分數為40%,厚度為5.5 mm,基本物理性能如表1所示。將加工后的工件制成16塊尺寸為30 mm×5 mm×5.5 mm 的試樣,便于后續SEM表征分析(圖2)

圖1 SiCf/SiC復合材料試樣Fig.1 Samples of SiCf/SiC composite
圖2 SEM分析試樣Fig.2 Samples of SEM analysis

表1 SiCf/SiC復合材料基本特性Tab.1 Basic properties of SiCf/SiC composites
1.2 試驗方案及試驗平臺
為研究銑削參數對SiCf/SiC 復合材料表面粗糙度Sa的影響,分析Sa與切削力之間的關系,討論其加工表面形貌及形成過程,優化工藝參數,設計了參數如表2所示的單因素試驗,每個因素有四個水平,試驗在無冷卻液的干式條件下采用逆銑削的方式下進行。使用測力儀對加工中的Fx、Fy、Fz進行測量;采用KEYENCE VHX-7000 超景深顯微鏡分別在兩個纖維方向遠離孔洞的區域對各組參數下的Sa值進行測量,測量尺寸為0.8 mm×0.8 mm。采用Appllo-300 掃描電鏡對超聲清洗后試樣的微觀形貌和斷口進行觀測,加速電壓設為15 kV。

表2 銑削單因素試驗參數Tab.2 Milling single factor test parameters
試驗平臺主要由加工、測力、測溫三個部分組成,加工部分為廈門大金三軸數控加工機床(TE855)和JORK 金剛石平底PCD 銑刀;測力部分主要包含YDCB-Ⅲ05 三向測力儀、電荷放大器以及電荷采集器;測溫部分為杭州美盛的Research-N3 紅外熱像儀。工件的裝夾方式如圖3所示,將SiCf/SiC 復合材料板材固定在三向測力儀上進行銑削試驗。

圖3 銑削試驗裝置Fig.3 Devices of milling test
2 結果與討論
2.1 切削力
圖4為銑削參數對SiCf/SiC 復合材料加工中切削力的影響曲線。從圖中可以看出,在各組參數下均是Fx>Fy>Fz。
圖4(a)為主軸轉速與切削力的關系曲線,Fx、Fy、Fz及切削合力F都隨著主軸轉速的增加而單調遞減,并且下降幅度逐漸降低。這是由于主軸轉速的增加,單位時間內切削SiCf/SiC 復合材料的次數增加,在進給速度和切削寬度不變時,每齒切削的去除總量減少,刀具所受到阻力抗性減少,切削力下降。
圖4(b)為進給速度與切削力的關系曲線,Fx和Fy兩個方向的切削力都隨著主軸轉速的增加而增加,Fz的變化很小。總體來看,切削合力F隨著進給速度的增加呈單調遞增的趨勢。當進給速度增加時,單位時間內刀具前進路程增大,在主軸轉速和切削寬度固定時,每齒進給量逐漸增加,每次需要去除的材料增多,導致切削力上升。
圖4(c)為切削寬度與切削力的關系曲線,Fx隨著切削寬度的增加而增加,Fy先增加隨后稍微下降,而Fz則是出現小范圍內的波動。總體來看,切削合力F隨著切削深度的增加而單調遞增。這是當切削寬度增加,單位時間內切削SiCf/SiC復合材料的量會增加,在主軸轉速和進給速度固定時,刀具受到的阻力增大造成的。

圖4 銑削工藝參數對切削力的影響Fig.4 Influence of milling process parameters on cutting force
2.2 加工表面形貌及形成機制
2.2.1 橫向纖維形貌
圖5為橫向纖維的表面形貌圖,可以看出橫向纖維以臺階狀脆性斷裂為主,且存在兩種朝向不同的纖維斷口,這是纖維與加工表面不平行且所呈角度不同造成的。
圖5(b)朝左的斷口相對平整,斷口幾乎垂直于纖維軸向;圖5(c)朝右的斷口為傾斜斷口,斷口與纖維軸向呈一定的角度。這是因為兩種纖維的去除方式不同,當刀具從右往左逆銑削時,斷口朝左的束纖維為順剪切,纖維先受刀具的剪切力并發生剪切斷裂,隨著刀刃的前進,被切斷的纖維受到沿軸向的推力,在推力的作用下發生界面脫粘,隨后纖維與基體發生剝離;而斷口朝右的纖維束的為逆剪切。在剪切時,纖維先受到具沿軸向的推力,發生界面脫粘,隨著刀刃帶著纖維抬起,與界面完全剝離,纖維受到彎曲應力和沿軸向壓應力的共同作用,纖維發生彎曲斷裂,故斷口為傾斜面。
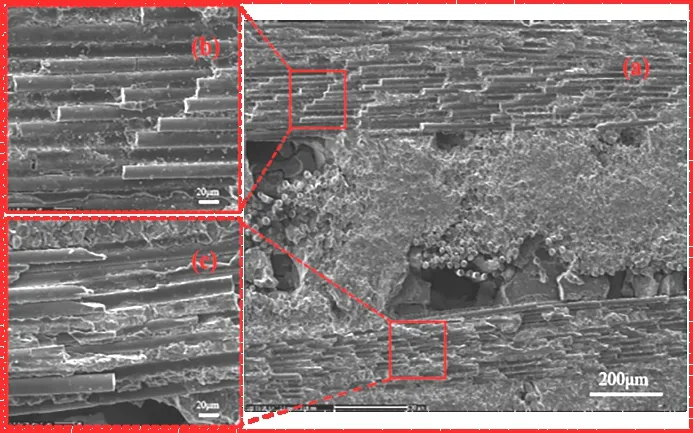
圖5 橫向纖維表面形貌Fig.5 Surface morphology of transverse fibers
2.2.2 縱向纖維形貌
圖6為縱向纖維的整體形貌,從圖6(a)中可以看出靠近孔洞的纖維存在界面脫粘和基體脫落等現象,裂紋沿著相鄰纖維界面傳遞,存在極少數的纖維拔出,而遠離孔洞處的纖維在完整性較好,沒有發生界面脫粘及纖維拔出等現象。這是因為在靠近孔洞的纖維缺少基體的支撐,界面更容易被剝離,裂紋擴展還導致纖維界面脫粘深度加深,進而出現纖維拔出。圖6(b)中可以看出纖維直徑相差大、均勻性較差。纖維的斷口以平滑斷口和臺階斷口為主。平滑斷口的截面非常的平整,由垂直于纖維軸向且大于纖維軸向強度的剪切力作用產生的典型斷口;臺階斷口的截面出現兩個以上的平臺,這是由彎曲應力造成的彎曲破壞斷口。
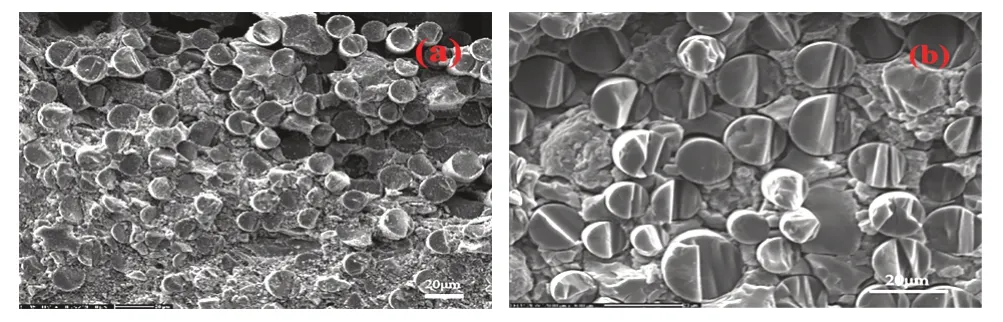
圖6 縱向纖維微觀圖Fig.6 Surface morphology of longitudinal fibers
2.2.3 涂覆物形貌
在觀察過程中,發現加工表面出現了大量的涂覆物,如圖7所示。涂覆物黏附在加工表面,覆蓋加工產生的實際表面,使得表面更加平整超聲清洗也無法去除,對表面粗糙度的測量會產生重要影響。從圖7(a)和圖7(b)可知,橫向纖維束和縱向纖維束區域都出現了涂覆物,從圖7(c)可以看出這些涂覆物顯然是由細小切屑聚集在一起產生的,圖7(d)中的涂覆物上與后刀面的劃痕清晰可見。因此,這些涂覆物出現的原因是積留在加工表面的切屑在加工過程的高溫高壓條件下,受PCD 刀具后刀面的碾壓堆積造成的。
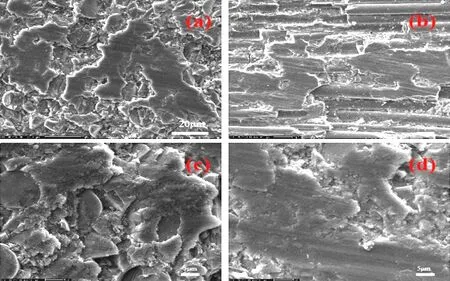
圖7 表面涂覆物形貌Fig.7 Morphology of surface coating
2.3 表面粗糙度
圖8(a)為Sa隨主軸轉速變化的關系曲線。主軸轉速的增加,會導致Sa逐漸降低。當主軸轉速從2 500 r/min增加至4 000 r/min時,整體Sa從2.09下降到1.24 μm,增量為-0.85 μm。這是因為主軸轉速增加,每齒進給量減小,切削厚度降低,纖維斷裂長度變短,表面整體更加平滑。另外,主軸轉速增加切削熱逐漸積累,表面涂覆物含量增加,導致表面粗糙度減少。
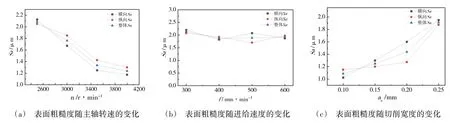
圖8 銑削工藝參數對表面粗糙度的影響Fig.8 Influence of milling process parameters on surface roughness
圖8(b)為Sa隨進給速度變化的關系曲線。當進給轉速增加時,Sa先降低再增加,整體變化幅度小,整體Sa僅在2.14 ~1.88 μm波動,說明所選參數范圍對表面粗糙度Sa的影響較小。這是因為進給速度增加較少,對表面粗糙度的影響變化不大,但溫度上升導致表面涂覆物填充表面,導致表面粗糙度降低,而當進給速度進一步增加時,涂覆物的影響作用相對降低,導致Sa再次上升。
圖8(c)為Sa隨切削寬度變化的關系曲線。當切削寬度增加,Sa逐漸增加。當切削寬度從0.1增加到0.25 mm 時,整體Sa從1.09 增加到1.91 μm,增量為0.82 μm。由2.1可知,當切削寬度增加,主軸轉速和進給速度不變時,切削力增加,切削震動加大;纖維斷裂長度增加,斷口高度差異大,表面粗糙度Sa增大。
對比銑削參數對切削力的影響規律后發現,工藝參數對表面粗糙度的影響規律與切削力的幾乎一致。切削力和表面粗糙度均隨主軸轉速的增加而單調遞減;隨進給速度的增加小范圍波動;隨切削寬度增加而單調增加。對比表面形貌觀測結果可知,表面涂覆物影響加工產生的實際表面,會降低所測量的表面粗糙度。
3 結論
(1)SiCf/SiC復合材料加工時,銑削參數對切削力和表面粗糙度的影響趨勢相同,切削力和表面粗糙度均隨主軸轉速的增加而單調遞減;隨進給速度的增加而小范圍波動;隨切削寬度增加而單調增加。高轉速、小切寬利于得到質量較好的加工表面。
(2)SiCf/SiC復合材料內部存在孔洞,孔洞周圍的軸向纖維因為缺少基體的支撐,去除方式與非孔洞周圍的纖維存在差異;橫向纖維的面內偏移和層間屈曲導致其存在多種斷裂方式,包括剪切斷裂、彎曲斷裂、組合斷裂等。
(3)加工表面的形貌主要包含:橫向纖維束的臺階狀脆斷、纖維剝離、纖維壓潰;縱向纖維束的纖維脆斷、纖維拔出、界面脫粘;黏附在加工表面的涂覆物。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29