氣液兩相對機械密封潤滑膜超聲檢測精度的影響*
2022-03-17 08:21:02劉朝豐鄭鈺波董心怡王建磊
潤滑與密封 2022年2期
劉朝豐 賈 謙 鄭鈺波 董心怡 王建磊
(1.陜西空天動力研究院有限公司 陜西西安 710003;2.西安交通大學城市學院機械工程系 陜西西安 710018;3.西安交通大學城市學院機械系統控制與機器人應用研究所 陜西西安 710018;4.西安理工大學機械與精密儀器工程學院 陜西西安 710048)
接觸式機械密封是一種較為常用的密封形式,在很多流體機械中有著較為廣泛的應用,最大的特點是結構簡單、工作穩定[1]。接觸式機械密封在運行過程中靜環和動環由于密封介質的動壓效應會形成一層幾微米至幾十微米厚度的潤滑膜,這層潤滑膜可以有效降低或避免靜環和動環的振動和磨損現象[2]。潤滑膜是否完整可以影響到設備的壽命,一般來說潤滑膜最直觀的評價指標就是潤滑膜厚度[3]。潤滑膜厚度對機械密封潤滑性能和動力學性能都有比較直接的影響,因此將潤滑膜厚度與變形、溫升等指標一起作為機械密封的基本檢測和評價指標[4]。機械密封潤滑膜厚度的檢測方法有很多,常用的有渦流法、接觸電阻法和超聲法等,其中的超聲法是近些年發展而來的新技術[5]。由于超聲波獨特的特性,采用超聲波作為測量手段在很多領域都有所應用。王林等人[6]將水浸超聲設備與掃描電鏡配合檢測了雙層熱障涂層熱震過程中內部組織結構演變。楊靜等人[7]利用超聲檢測了大容積無縫氣瓶瓶口部位可能產生的裂紋。韓曉芹等[8]提出了一種基于超聲測量的表面粗糙度測量方法,利用了超聲波測量無損耗的特性。黃新平等[9]利用超聲波的振動特性改變了聚丙烯復合材料成形過程中碳纖維的取向和填充流動性。王建磊等[10]針對機械密封潤滑膜分布檢測問題,利用超聲原理建立了機械密封潤滑膜分布的多點測量模型。葛貞笛等[11]利用粒子濾波技術對聲發射信號進行處理,實現了密封端面潤滑膜厚度(范圍10~23 μm)的測量。
采用超聲原理進行微小間隙的檢測方法在被使用于機械密封之前,已經在很多領域都取得了一定的成功應用。DWYER-JOYCE[12]根據中間介質層剛度與超聲波反射系數的關系,引入了潤滑膜厚度的超聲波剛度模型,將中間流體層厚度的超聲波測量范圍擴展到10 μm以下量級。于劍鋒等[13]采用超聲測量技術對軸承的潤滑狀態進行了檢測,采用針對不同材料的剛度模型實現了不同尺度下的潤滑膜厚度的檢測。耿濤等人[14]在具有薄襯層形式的滑動軸承上實現了利用多次反射回波相互疊加的潤滑膜厚度精確檢測。趙偉[15]在軸承試驗臺上實現了潤滑膜厚度的超聲多點分布的實時檢測,發現由于攪拌產生的氣泡會對超聲的測試精度產生較大影響。目前超聲潤滑膜檢測研究對象多為幾十微米量級,針對機械密封膜厚的檢測精度要求更高。特別是針對氣液兩相潤滑下的潤滑膜超聲測試研究在理論及試驗上都鮮有研究報道。
本文作者為提高火箭發動機機械密封潤滑膜厚度的檢測精度,針對氣液兩相工況進行了相關的研究。
1 接觸式機械密封潤滑膜的超聲檢測模型
接觸式機械密封的典型結構包括3部分,分別是靜環、動環和波紋管,如圖1所示。文中研究的機械密封用在火箭發動機渦輪泵中,密封的介質為液氫、液氧等,其動環的材料為高強度不銹鋼,靜環的主要材料為浸漬石墨。從圖1中可以看出,在機械密封工作時,動環和靜環之間因為動壓效應存在一層厚度在微米級別的潤滑膜,潤滑介質一般就是被密封的介質。根據機械密封潤滑膜的特點,采用超聲彈簧模型法進行其厚度的檢測是可行的。采用超聲彈簧模型可以檢測的潤滑膜厚度一般是0~50 μm,因此文中采用該方法進行潤滑膜厚的檢測最為合適。
該方法也叫剛度模型法,其原理可以描述為當機械密封等摩擦副表面的潤滑膜厚度h遠小于超聲的波長λ時,超聲波在機械密封靜環和動環2個固體分界面的反射信號重疊,可用忽略質量的輕質并聯彈簧替代靜環和動環之間的潤滑膜,如圖2所示。
對于文中研究的機械密封,超聲波在固體和潤滑膜界面上的反射系數R可以利用式(1)進行定義[12]。在式(1)中f為超聲波的發射頻率,MHz;K為潤滑膜的剛度系數;Z和Z′為兩固體層的聲阻抗,g/(cm2·s)。
(1)
式(1)中的R可以通過式(2)直接計算獲得[13]。式(2)中A為超聲波在潤滑膜與固體界面上反射信號的頻域幅值;Ac為超聲波在參考界面上反射信號的頻域幅值;Rc為超聲波在參考界面上的反射系數。
R=ARc/Ac
(2)
根據超聲波在潤滑膜與固體交界面處的時域反射信號,經快速傅里葉變換可獲得超聲波在該界面上的頻域幅值A。同理,根據超聲波在潤滑膜與參考交界面處的時域反射信號,經快速傅里葉變換可獲得Ac。式(3)為潤滑膜厚度的表達式,在式(3)中h為潤滑膜厚度,μm;ρ是潤滑膜的密度,g/cm3;c為超聲在潤滑膜中傳播的速度,m/s;Z和Z′為超聲在穿越金屬和潤滑膜時的聲阻抗。
(3)
從式(3)中可以看出,潤滑膜厚度值的測試精度主要由ρ、c、f、R、Z和Z′決定,其中的ρ和c的精度主要和潤滑膜物性相關,f和R的精度主要和超聲儀器硬件性能相關。Z和Z′主要和被測材料的物性相關。對于文中的測量對象機械密封來說,其潤滑膜為液氮、液氧或液氫等無機物,在機械密封運行過程中會產生兩相流,所以要想提高機械密封潤滑膜的測量精度,密封介質的兩相問題是必須考慮的。
2 氣液兩相下機械密封潤滑介質密度的表征
文中機械密封潤滑膜氣液兩相現象主要對R產生影響,進而影響公式(3)中獲得的h的大小。機械密封氣液兩相的比例依據具體工況不同而不同,可以通過理論分析或試驗獲得。一般來說液氮的密度ρ0與溫度T有關,與壓力基本無關,液氮密度的表達式如式(4)所示。
ρ0=ρ0(T)= 2.35|T-237|1.2
(4)
而當汽化產生之后,此時氣液混合狀態下的介質密度就需要引用一個中間量混合因子α。如式(5)所示α定義為氣液兩相中氣體體積V氣與液體體積V液的比值,α的取值在0~1之間,α受工況影響較大,可以在實際測量中通過兩相流測量裝置來測得。
α=V氣/V液
(5)
在液氮汽化過程中,α與液氮介質的密度關系曲線如圖3所示。因此如果可以測得某一時刻的氣液比例就可以獲得該時刻的介質密度,圖3中曲線從形式上來看為一個三元的函數曲線,其數學表達式可以寫成如式(6)所示的形式。
y=b0+b1x1+b2x2+b3x3+u
(6)
式(6)中b0、b1、b2、b3和u均為常數,其中b1<0、b2>0、b3<0。文中可根據圖3中所示的測試數據獲得液氮介質密度ρ0在不同α下的數值。
因此,對于液氮為潤滑介質的機械密封,其潤滑膜測試的超聲檢測方程只需要將式(3)中的ρ用兩相潤滑下的ρ0替換即可。
3 氣液兩相對潤滑膜超聲檢測精度的影響
3.1 機械密封潤滑膜厚度的超聲檢測系統
機械密封潤滑膜厚度的超聲檢測系統的組成如圖4所示,超聲測量儀器主要由結果顯示模塊、信號控制模塊、數據處理和分析模塊等構成,其中信號控制模塊通過測試軟件的特有功能負責進行波形信號的采集和記錄。結果顯示模塊可以顯示采集到的超聲波的發射/接收信號的波形以及經過計算得到的潤滑膜厚度值,因此也可以通過它對超聲測試過程進行檢測。該超聲測試系統有著很高的采樣頻率,精度可以達到微米級,系統的輸入/輸出部分通過接口連接傳感器探頭,通過傳感器進行超聲波波形數據采集。
圖5所示為機械密封潤滑膜厚度模擬裝置結構示意圖,通過該裝置可以模擬給定膜厚的測量環境,檢驗超聲測量膜厚的精度。兩相流測量裝置可以得到氣液的比例,據此獲得此時刻的混合因子α。
3.2 試驗結果與討論
試驗中潤滑膜為靜態測量,先使得標定裝置形成一定的間隙,再將液氮灌入,測試此時的潤滑膜厚度,同時實時檢測氣液兩相的比例。圖6所示為兩相流測試裝置獲得的液氮體積占介質總體積的比例k隨時間變化曲線。因為k+α=1,從圖5中可以看出,液態介質在試驗過程中逐漸汽化,混合因子α的值也越變越大。
文中采集了試驗時間200 s內的α值。根據研究對象的特點,選取20~100 s 之間的α值,根據圖3中所示的α值與介質密度ρ關系曲線獲得密封介質在兩相時的密度值,密度的計算結果如表1所示。文中在對潤滑膜厚的分析中未考慮兩相對超聲波傳播速度c的影響。從表1所示的結果可以看出,在測試的初期氣相很少,對密度沒有明顯影響。但是在80和100 s時液氮的密度就降低到了0.23和0.19 g/cm3,這時必須考慮密度變化對機械密封潤滑膜厚度檢測結果的影響。
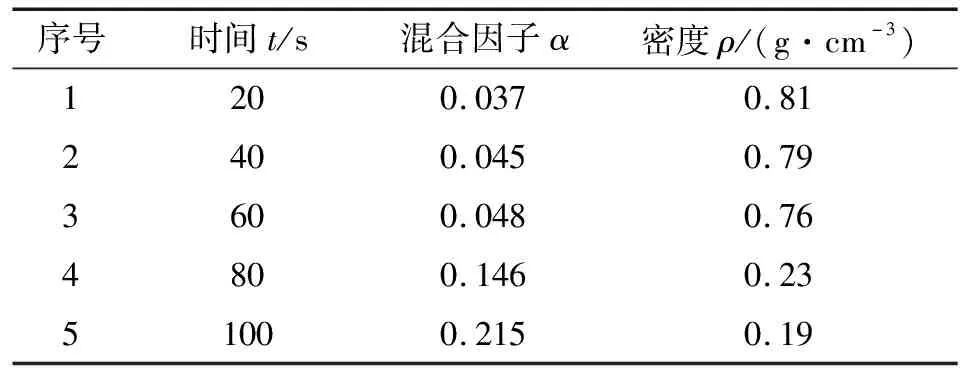
表1 不同試驗時刻的氣液混合因子α和介質密度ρ
表2給出了在20~100 s之間的5個時刻測得的標定值為40 μm的潤滑膜厚度h和h′。h為不考慮氣液兩相的膜厚計算數據,不考慮氣液兩相的膜厚數據在采用式(3)計算時液氮密度取定值0.81 g/cm3;h′為考慮了氣液兩相的膜厚計算結果,在式(3)計算時選用的是實測密度。

表2 不同試驗時刻的潤滑膜厚測量結果
從表2中可以看出,隨著時間的變化,膜厚測試結果也在變化,這是因為不同時刻介質的氣液比例是不同的。從測試的數據來看,如果不考慮氣液兩相對介質密度的影響,膜厚測量值h與設定值40 μm之間的誤差越來越大,到100 s時誤差達到76.5%。α為0.037時密度幾乎沒變化,所以膜厚測試值h和h′沒有差別;α為0.045時ρ為0.79 g/cm3,此時的h′測試誤差為6.0%,小于h測試誤差8.8%。如果計算時考慮了兩相導致的密度變化,測試值h′在試驗初期也就是氣液比例不高的時候,測試精度高于不考慮兩相的情況,例如文中的試驗時間60 s之前測試精度高于不考慮兩相的情況。但當氣體占比較大時,會影響聲速、聲阻抗等參數,這樣在測量時就不能僅考慮兩相對密度的影響了。
4 結論
(1)構建接觸式機械密封潤滑膜的超聲檢測模型,潤滑膜厚度值的測試精度主要由ρ、c、f、R、Z與Z′決定,ρ和c與潤滑膜物性相關,f和R與超聲儀器硬件相關,Z和Z′與被測材料的物性相關。
(2)針對氣液兩相潤滑下機械密封潤滑膜厚度的精準測量,引入了中間變量混合因子α,通過試驗獲得了α和密封潤滑介質密度ρ0的變化關系,進行了氣液兩相潤滑下的機械密封潤滑介質密度ρ0的表征。
(3)分析氣液兩相對潤滑膜超聲檢測精度的影響,如考慮兩相導致的介質密度變化,測試值h′在氣液比例不高的時候,例如文中的試驗時間60 s之前測試精度高于不考慮兩相的情況。但當氣體占比較大時,會影響聲速、聲阻抗等參數,在測量時不能僅考慮兩相對密度的影響了。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
當代工人(2020年8期)2020-05-25 09:07:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
海峽科技與產業(2016年3期)2016-05-17 04:32:12