載荷和轉(zhuǎn)速對(duì)HDPE多元復(fù)合材料摩擦學(xué)性能的影響*
2022-03-17 08:45:16龍春光閔建新
潤(rùn)滑與密封 2022年2期
周 卓 龍春光 閔建新 黎 帥
(長(zhǎng)沙理工大學(xué)輕量化新材料研究所 湖南長(zhǎng)沙 410004)
據(jù)估計(jì)世界上有1/3~1/2的能量消耗于摩擦過程中,機(jī)器零部件的失效大部分是磨損所致[1]。影響材料摩擦磨損性能的因素有很多,如環(huán)境溫度、滑動(dòng)速度、接觸壓力、表面狀態(tài)等,因此研究摩擦材料在不同工況下的性能很有必要[2]。孫文麗等[3]通過改變潤(rùn)滑狀態(tài)、載荷和轉(zhuǎn)速等摩擦條件,研究了賽龍軸承材料摩擦學(xué)特性,發(fā)現(xiàn)在干摩擦和濕潤(rùn)滑條件下,轉(zhuǎn)速變化對(duì)摩擦因數(shù)的影響顯著,而海水潤(rùn)滑時(shí),載荷是摩擦因數(shù)的主要影響因素。尚明基等[4]研究了不同載荷對(duì)水潤(rùn)滑高分子材料的磨損機(jī)制,發(fā)現(xiàn)材料在中等載荷具有最佳耐磨性能。吳茵等人[5]以載荷和轉(zhuǎn)速為實(shí)驗(yàn)變量對(duì)聚甲醛復(fù)合材料摩擦學(xué)性能進(jìn)行研究,發(fā)現(xiàn)當(dāng)載荷或轉(zhuǎn)速增加時(shí),聚甲醛復(fù)合材料的耐磨性降低,摩擦因數(shù)呈先增后降的趨勢(shì)。龍春光等[6-7]研究了Ekonol/G/MoS2/PEEK復(fù)合材料在不同轉(zhuǎn)速、載荷下的摩擦學(xué)特性并分析了磨損機(jī)制,發(fā)現(xiàn)材料的摩擦因數(shù)與載荷無關(guān),當(dāng)載荷增大材料的耐磨性降低,磨損機(jī)制由黏著磨損轉(zhuǎn)變?yōu)槟チDp;當(dāng)轉(zhuǎn)速升高時(shí),材料的摩擦因數(shù)以及磨損率都呈先增大后減小再增大的變化趨勢(shì),磨損機(jī)制由黏著磨損轉(zhuǎn)變?yōu)槠谀p,轉(zhuǎn)速超過300 r/min時(shí)發(fā)生磨粒磨損。可見各種材料在不同工況下都有不同的摩擦磨損規(guī)律,研究這些規(guī)律可以為材料的實(shí)際應(yīng)用提供理論參考。
高密度聚乙烯(HDPE)是一種非極性的熱塑性樹脂[8],因?yàn)榫哂薪Y(jié)晶度高,耐磨性好,化學(xué)性質(zhì)穩(wěn)定,易于加工且價(jià)格低廉等優(yōu)點(diǎn),被廣泛應(yīng)用于各種領(lǐng)域。很多學(xué)者對(duì)其改性并進(jìn)行了摩擦學(xué)研究,以擴(kuò)大其應(yīng)用范圍[9-11]。為進(jìn)一步改善HDPE的耐磨性、自潤(rùn)滑性和力學(xué)性能,本文作者所在的課題組以HDPE為基體,通過填充PTW(六鈦酸鉀晶須)增強(qiáng)復(fù)合材料的力學(xué)性能,通過添加固體潤(rùn)滑劑聚四氟乙烯(PTFE)改善復(fù)合材料的摩擦學(xué)性能,通過添加滑石粉(TP)增強(qiáng)基體的結(jié)晶性能,制備了一種HDPE/PTW/PTFE/TP復(fù)合材料。為探討制備的HDPE/PTW/PTFE/TP復(fù)合材料在不同工況下的摩擦磨損規(guī)律,在MMW-1型摩擦磨損試驗(yàn)機(jī)上對(duì)復(fù)合材料在不同載荷和轉(zhuǎn)速下的摩擦學(xué)性能進(jìn)行深入研究,并借助SEM分析其磨損形貌,探討了材料的磨損機(jī)制。
1 試驗(yàn)材料與方法
1.1 試驗(yàn)材料
試驗(yàn)材料為自制的HDPE/PTW/PTFE/TP復(fù)合材料,原材料按一定配方共混后經(jīng)擠出造粒再采用注塑成型制得樣品。注塑機(jī)參數(shù)設(shè)置為:料筒溫度分別為180、200、210 ℃,注射壓力為60 MPa,保壓時(shí)間為10 s,從模具中取出試樣后置于烘箱中50 ℃下退火2 h。
1.2 摩擦磨損試驗(yàn)
摩擦磨損試驗(yàn)在MMW-1型銷盤摩擦磨損試驗(yàn)機(jī)上完成,對(duì)偶件為φ5 mm 柱銷,所用材料為45鋼,硬度為45~50HRC;試樣尺寸為φ30 mm×3 mm的標(biāo)準(zhǔn)片,材料參數(shù)見表1。
試驗(yàn)前依次使用 400、600、1 000目砂紙對(duì)試樣表面進(jìn)行打磨,然后使用乙醇溶液清洗后烘干。試驗(yàn)載荷為100~400 N,轉(zhuǎn)速為200~350 r/min,試驗(yàn)時(shí)間為2 h,試驗(yàn)在室溫條件下。試驗(yàn)前后使用精度為 0.01 mg 的電子天平稱量試樣質(zhì)量。摩擦因數(shù)μ由計(jì)算機(jī)自行采集計(jì)算得到。在同等試驗(yàn)條件下,進(jìn)行5組試驗(yàn)取平均值。試驗(yàn)完成后,使用掃描電鏡觀察磨損形貌,以分析磨損機(jī)制。試驗(yàn)參數(shù)組合及結(jié)果見表2。
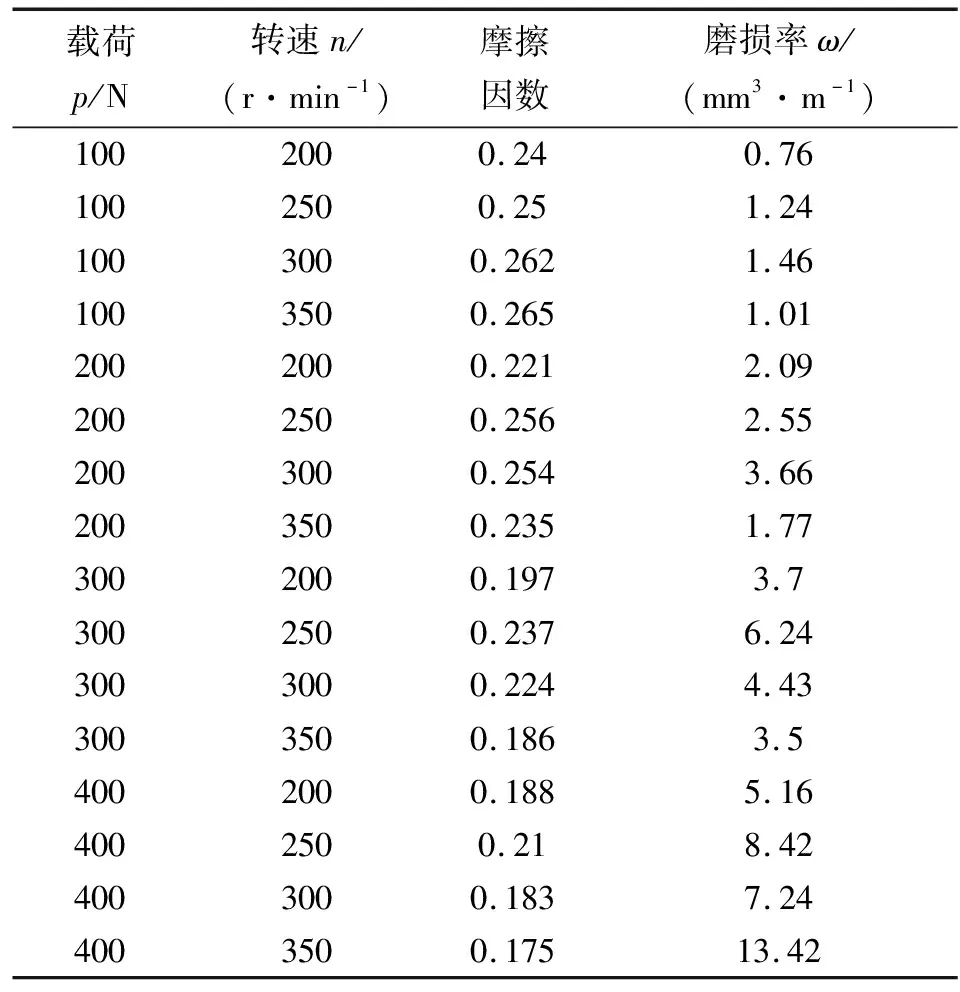
表2 試驗(yàn)工況參數(shù)及結(jié)果
2 試驗(yàn)結(jié)果與討論
2.1 載荷和轉(zhuǎn)速對(duì)摩擦因數(shù)的影響
圖1所示是以載荷、轉(zhuǎn)速為試驗(yàn)變量下的摩擦因數(shù)變化趨勢(shì)。圖1(a)表明,載荷增大時(shí)摩擦因數(shù)大致呈減小的趨勢(shì),這是因?yàn)楦叻肿硬牧系幕wHDPE較軟,變形大,45鋼的微凸體在較小載荷下很容易嵌入材料,此時(shí)載荷的增大并不能使真實(shí)接觸面積顯著增大,真實(shí)接觸面積與載荷的比值隨載荷的增大而減小[4],因此摩擦因數(shù)減小。從圖1(a)還可以看出,當(dāng)轉(zhuǎn)速為300、350 r/min時(shí),摩擦因數(shù)波動(dòng)大,而在轉(zhuǎn)速為100 r/min時(shí),摩擦因數(shù)明顯呈線性減小,說明在高轉(zhuǎn)速下,載荷對(duì)摩擦因數(shù)的影響大,而當(dāng)轉(zhuǎn)速較小時(shí),載荷對(duì)摩擦因數(shù)的影響小。
圖1(b)表明,隨著轉(zhuǎn)速的增大,摩擦因數(shù)在100 N時(shí)的曲線平緩,而在200、300、400 N時(shí)摩擦因數(shù)先增大后減小,并且波動(dòng)起伏大。這說明在低載下轉(zhuǎn)速對(duì)摩擦因數(shù)沒有明顯影響,而在高載下轉(zhuǎn)速的變化會(huì)使摩擦因數(shù)有顯著變化。
綜上所述,高轉(zhuǎn)速和高載荷都對(duì)摩擦因數(shù)影響較大,在高速高載下,較大的摩擦功使摩擦表面溫度上升,改變了摩擦狀態(tài),從而引起摩擦因數(shù)的變化。
2.2 載荷和轉(zhuǎn)速對(duì)磨損率的影響
圖2所示是以載荷、轉(zhuǎn)速為試驗(yàn)變量下的磨損率變化趨勢(shì)。可以看出,在350 r/min、400 N的高速高載摩擦條件下磨損率劇烈變化,這是由于摩擦條件超過材料的極限PV值,剪切強(qiáng)度下降,更容易形成磨屑排出基體。
除去350 r/min、400 N的極端工況,從圖2(a)可以看出材料的磨損率隨載荷的增大大致呈線性增長(zhǎng),符合Archard磨損理論[12]:材料的體積磨損率與載荷成正比,其斜率為磨損系數(shù)K與材料硬度的比值。從圖2(a)還可以看出,除去極端工況后,當(dāng)轉(zhuǎn)速為350 r/min和200 r/min時(shí)HDPE復(fù)合材料的磨損率幾乎一致,并且隨載荷的增大平穩(wěn)增加;而在轉(zhuǎn)速為250 r/min和300 r/min時(shí)磨損率隨載荷的增大波動(dòng)變大,說明材料在低轉(zhuǎn)速和高轉(zhuǎn)速時(shí)磨損狀態(tài)穩(wěn)定,在中等轉(zhuǎn)速時(shí)隨著載荷變化,磨損機(jī)制發(fā)生了變化。
從圖2(b)可以看出,除去極端工況,材料的磨損率呈先增大后減小的變化趨勢(shì),結(jié)合圖2(a)可以發(fā)現(xiàn)材料在低轉(zhuǎn)速和高轉(zhuǎn)速時(shí)有較好的耐磨性。這是由于在中低速時(shí),轉(zhuǎn)速越大,摩擦表面熱量集聚導(dǎo)致溫度升高,磨損機(jī)制發(fā)生變化,磨損率變高;而在高轉(zhuǎn)速下,摩擦界面間的微凸體接觸持續(xù)時(shí)間變短,瞬間產(chǎn)生的大量摩擦熱來不及向復(fù)合材料內(nèi)層擴(kuò)散,使表面層的HDPE熔融產(chǎn)生流體潤(rùn)滑作用,從而使磨損率減小。而當(dāng)載荷較大時(shí),產(chǎn)生的摩擦熱更多,因此材料會(huì)在較低轉(zhuǎn)速時(shí)改變磨損機(jī)制,從而使磨損率在較低轉(zhuǎn)速時(shí)達(dá)到峰值。圖2(b)還表明,在載荷為100 N時(shí)磨損率波動(dòng)較小,說明在低載時(shí)轉(zhuǎn)速對(duì)磨損率的影響小,這是因?yàn)榈洼d時(shí)摩擦功率低,溫升不明顯,與文獻(xiàn)[13]認(rèn)為的忽略溫度變化時(shí),磨損率與轉(zhuǎn)速無關(guān)的結(jié)論一致。
2.3 試驗(yàn)數(shù)據(jù)的方差分析
為了進(jìn)一步分析載荷和轉(zhuǎn)速對(duì)摩擦因數(shù)及磨損率影響的顯著性,對(duì)試驗(yàn)結(jié)果(見表2)進(jìn)行雙因素方差分析,分析結(jié)果如表3、表4所示。表中F是組間均方與誤差均方的比值,是方差分析的檢驗(yàn)統(tǒng)計(jì)量。一般來說,若F>F0.01,則認(rèn)為該因素對(duì)試驗(yàn)結(jié)果影響非常顯著,若F0.01>F>F0.05則認(rèn)為該因素對(duì)試驗(yàn)結(jié)果影響顯著,若F 由表3和表4可以看出:載荷對(duì)摩擦因數(shù)有非常顯著的影響,轉(zhuǎn)速對(duì)摩擦因數(shù)有顯著影響;載荷對(duì)磨損率的影響非常顯著,而轉(zhuǎn)速對(duì)磨損率無顯著影響。從圖1和圖2可以直觀地看到,以載荷為變量時(shí),摩擦因數(shù)單調(diào)遞減,磨損率單調(diào)遞增,變化范圍很大,而以轉(zhuǎn)速為變量時(shí),摩擦因數(shù)和磨損率起伏波動(dòng),變化范圍較小。這是因?yàn)檩d荷增大時(shí),不僅可以提高摩擦功率改變摩擦狀態(tài),還能改變彈塑性接觸狀態(tài),從而對(duì)材料的摩擦磨損性能有非常顯著的影響;而轉(zhuǎn)速主要通過影響溫度來改變摩擦狀態(tài),從而對(duì)摩擦因數(shù)有一定的影響,對(duì)磨損率的影響不太顯著。因此在設(shè)計(jì)材料的使用工況時(shí)應(yīng)該優(yōu)先考慮載荷。 表3 摩擦因數(shù)方差分析 表4 磨損率方差分析 圖3所示為200 N載荷時(shí)不同轉(zhuǎn)速下的磨損表面形貌。從圖3(a)中可以觀察到犁溝作用的痕跡,放大至2 000倍時(shí),可以看到犁溝破壞痕跡下有許多微裂紋(如圖3(b)所示)。這是因?yàn)椴牧显?00 r/min、200 N時(shí)摩擦功率低且散熱快,摩擦表面溫度低于材料基體HDPE的玻璃化轉(zhuǎn)變溫度,材料呈脆性,45鋼表面的微凸體嵌入材料時(shí)接觸區(qū)的張應(yīng)力超過臨界值使材料出現(xiàn)裂紋,當(dāng)產(chǎn)生滑動(dòng)時(shí)材料表面產(chǎn)生犁溝,并且在摩擦表面間的黏合作用[15]和循環(huán)應(yīng)力的作用下使材料的裂紋擴(kuò)展導(dǎo)致疲勞破壞。此時(shí)的磨損機(jī)制是輕微的犁溝切削和疲勞磨損的綜合作用,但由于固體潤(rùn)滑劑PTFE在對(duì)偶面能夠形成轉(zhuǎn)移膜,摩擦因數(shù)和磨損率較小。圖3(c)中不僅有犁溝作用的破壞痕跡,還出現(xiàn)了明顯的裂紋擴(kuò)展,說明在轉(zhuǎn)速增高后,高頻率的循環(huán)應(yīng)力使疲勞磨損加劇,裂紋的擴(kuò)展使磨損表面變得粗糙且不連續(xù),不利于轉(zhuǎn)移膜的形成,PTW晶須與HDPE基體的連接弱化更易脫落形成磨屑,摩擦因數(shù)和磨損率都有所上升。從圖3(d)中可以看到很多片狀撕裂的痕跡,這說明隨著轉(zhuǎn)速的進(jìn)一步升高材料產(chǎn)生了黏著磨損,此時(shí)摩擦熱迅速積累,摩擦表面的溫度達(dá)到HDPE的玻璃化轉(zhuǎn)變溫度,高分子材料表面在摩擦熱的作用下軟化,剪切強(qiáng)度下降導(dǎo)致摩擦因數(shù)減小,表層的部分PTW晶須被拔出形成磨屑,不再承擔(dān)載荷與磨損,導(dǎo)致磨損率增大。從圖3(e)中可以看到350 r/min時(shí)磨損表面較平滑,沒有明顯的破壞,放大至2 000倍時(shí),可以看到磨損表面覆蓋了熔融的材料(如圖3(f)所示),說明發(fā)生了明顯的塑性流動(dòng),因此350 r/min時(shí)的磨損機(jī)制為高溫引起的塑性流動(dòng)。熔融的材料填補(bǔ)了表面的微裂紋,阻止了裂紋擴(kuò)張,還起到了流體潤(rùn)滑的作用,因此在高轉(zhuǎn)速下磨損率有所下降,其較低的剪切強(qiáng)度使摩擦因數(shù)變小。 圖4所示為250 r/min轉(zhuǎn)速時(shí)不同載荷下試樣磨痕形貌。在圖4(a)中可以觀察到和圖3(a)中類似的犁溝作用的痕跡。放大至2 000倍后,從圖4(b)中可以看到疲勞破壞和微裂紋,對(duì)比圖3(b)可以發(fā)現(xiàn),250 r/min、100 N和200 r/min、200 N的磨損特征幾乎一樣,此時(shí)的磨損機(jī)制為輕微疲勞磨損和犁溝作用。圖4(c)表明,載荷增大導(dǎo)致裂紋明顯擴(kuò)張,疲勞磨損加劇,與轉(zhuǎn)速的影響機(jī)制不同,載荷的增大使材料亞表層的剪切應(yīng)力峰值增大[16],從而加速了材料的疲勞過程,導(dǎo)致磨損率升高。在圖4(d)中可以看到大塊片狀撕裂的痕跡,說明在300 N時(shí)的磨損機(jī)制為嚴(yán)重的黏著磨損,磨損率大幅度上升,而由于材料剪切強(qiáng)度的降低,摩擦因數(shù)下降。從圖4(d)與圖3(d)中都可以發(fā)現(xiàn)產(chǎn)生剝落的部位PTW晶須都分布較少,說明在摩擦過程中PTW的添加能夠有效防止復(fù)合材料與對(duì)偶件產(chǎn)生黏著。一方面PTW能夠增大材料亞表層的強(qiáng)度,另一方面在摩擦表面的PTW能夠承擔(dān)接觸表面的載荷,并且減少了HDPE與對(duì)偶件的實(shí)際接觸面積和黏結(jié)點(diǎn)的剪切撕裂[17]。從圖4(e)中可以看到磨損表面比較光滑,出現(xiàn)明顯分層,放大至2 000倍后,可以看到磨損表面覆蓋了一層包含少量PTW晶須的熔融HDPE層(如圖4(f)所示)。因此在載荷為400 N時(shí),磨損機(jī)制為塑性流動(dòng),雖然熔融的磨屑填補(bǔ)了表面的微裂紋,阻止了疲勞裂紋的產(chǎn)生,但是由于載荷較大,在熔融HDPE內(nèi)的PTW也起不到承受載荷的作用,熔融的磨屑易被擠出摩擦表面排出基體,所以磨損率變大,而摩擦因數(shù)減小。 綜上所述,在低速或者輕載時(shí),材料的磨損機(jī)制為犁溝磨損和疲勞磨損,載荷或轉(zhuǎn)速增大后開始發(fā)生黏著磨損,進(jìn)一步增大將產(chǎn)生塑性流動(dòng)。 (1)載荷增加時(shí),材料的摩擦因數(shù)減小。低載下轉(zhuǎn)速對(duì)摩擦因數(shù)影響不大,中高載荷時(shí)轉(zhuǎn)速增大使材料的摩擦因數(shù)先增后降。 (2)除去350 r/min、400 N的極端工況,材料的磨損率隨載荷的增大大致呈線性增長(zhǎng);材料的磨損率隨轉(zhuǎn)速的增大先增大后減小;低載時(shí)轉(zhuǎn)速對(duì)磨損率的影響小。 (3)雙因素方差分析發(fā)現(xiàn):載荷對(duì)摩擦因數(shù)和磨損率都有非常顯著的影響,而轉(zhuǎn)速對(duì)復(fù)合材料摩擦學(xué)性能的影響不太顯著,在設(shè)計(jì)材料的使用工況時(shí)應(yīng)該優(yōu)先考慮載荷。 (4)在低速或者輕載時(shí),材料的磨損機(jī)制為犁溝磨損和疲勞磨損,載荷或轉(zhuǎn)速增大后開始發(fā)生黏著磨損,PTW的添加增加了材料表面硬度,能夠有效防止復(fù)合材料與對(duì)偶件產(chǎn)生黏著。載荷或轉(zhuǎn)速進(jìn)一步增大將產(chǎn)生塑性流動(dòng)。高溫引起的塑性流動(dòng)填補(bǔ)了摩擦表面的微裂紋,阻止了疲勞裂紋的擴(kuò)張,還起到了流體潤(rùn)滑的作用,減小了摩擦因數(shù),高速低載時(shí)磨損率下降,高載低速時(shí)磨損率上升。

2.4 磨損表面形貌分析
3 結(jié)論
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02