免噴涂材料新波痕的形成原因及解決方案
2022-03-18 08:34:44鄭彥博劉新新姜勇功李學(xué)濤
模具工業(yè) 2022年2期
關(guān)鍵詞:調(diào)試
0 引 言
近年來,注射成型用免噴涂材料以其性能優(yōu)異、綠色環(huán)保等優(yōu)點廣泛應(yīng)用在家電、汽車、電子等制品上。隨著制品高質(zhì)量發(fā)展的需求,免噴涂材料在環(huán)保塑料基礎(chǔ)上不斷迭代更新,如為提升制品亮度,增加鈦白粉等增白劑;為增加制品色澤度,增加珠光粉等無害粉末,達(dá)到高品質(zhì)的外觀效果。由于采用免噴涂材料的制品無論外觀品質(zhì),還是節(jié)能環(huán)保等方面都有較大的提升空間,具有廣闊的市場前景。
反觀潛藏其間的“思想懸疑”,迫切需要回應(yīng)人類中心主義與生態(tài)危機(jī)之間是否構(gòu)成因果關(guān)聯(lián),人類中心主義的反思性重構(gòu)能否擺脫生態(tài)危機(jī)困擾。一者,作為哲學(xué)辯題,人類中心主義的歷史之維縈繞著“二元論”及其解蔽的沉思。二者,作為思維營壘,人類中心主義的理論淵藪貫穿著矛盾斗爭性和同一性的關(guān)聯(lián)。三者,作為價值命題,人類中心主義的實踐路徑預(yù)留著社會歷史發(fā)展可能性的拷問。作出抽絲剝繭式的追問亦可表征,因由人類中心主義“在場之弊”和“離場之患”的長期爭訟,最終關(guān)涉如何界定人類中心主義的哲學(xué)閾限以及怎樣進(jìn)行人類中心主義價值重構(gòu)。
免噴涂材料的成型技術(shù)隱藏著新的問題,如調(diào)試免噴涂材料注射成型時,發(fā)現(xiàn)免噴涂材料因為增加粉末的特殊性,相同結(jié)構(gòu)制品的外觀發(fā)生了變化。免噴涂材料添加粉末后,伴隨材料的流動出現(xiàn)了一些其自有的流動聚集現(xiàn)象,產(chǎn)生新的缺陷問題,由于材料流動理論基于一致的流體力學(xué)特性,在未添加粉末前的制品成型過程中未發(fā)現(xiàn)此類問題。現(xiàn)以PS為基料,增強(qiáng)物為60 μm級的鋁粉免噴涂材料為例,多澆口注射時發(fā)現(xiàn)在溫差線后端產(chǎn)生了一條新的、類似水波形狀的波痕,之前成型過程中未發(fā)現(xiàn)此缺陷,所以將此缺陷稱為新波痕,以下介紹新波痕的形成原因及解決方法。
化合物 3B07:質(zhì)譜 ESI/MS(negative mode),m/z 246,[M-H]-。 1H NMR(500 MHz,CDCl3,TMS),δ為7.77~7.80(m,2H),7.28~7.31(m,2H),7.08(t,J=8.5 Hz,2H),7.01 (t,J=8.5 Hz,2H),6.59(br.s,1H,NH),4.58(d,J=6.0 Hz,2H)。
1 問題描述
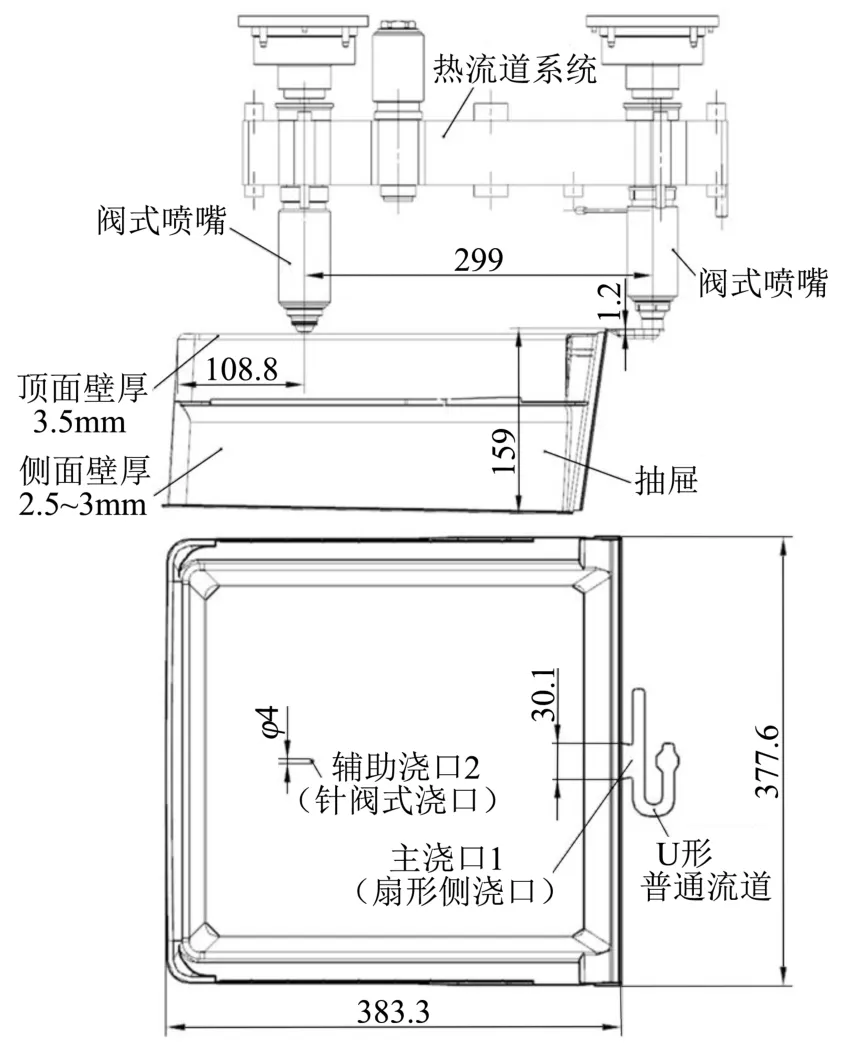
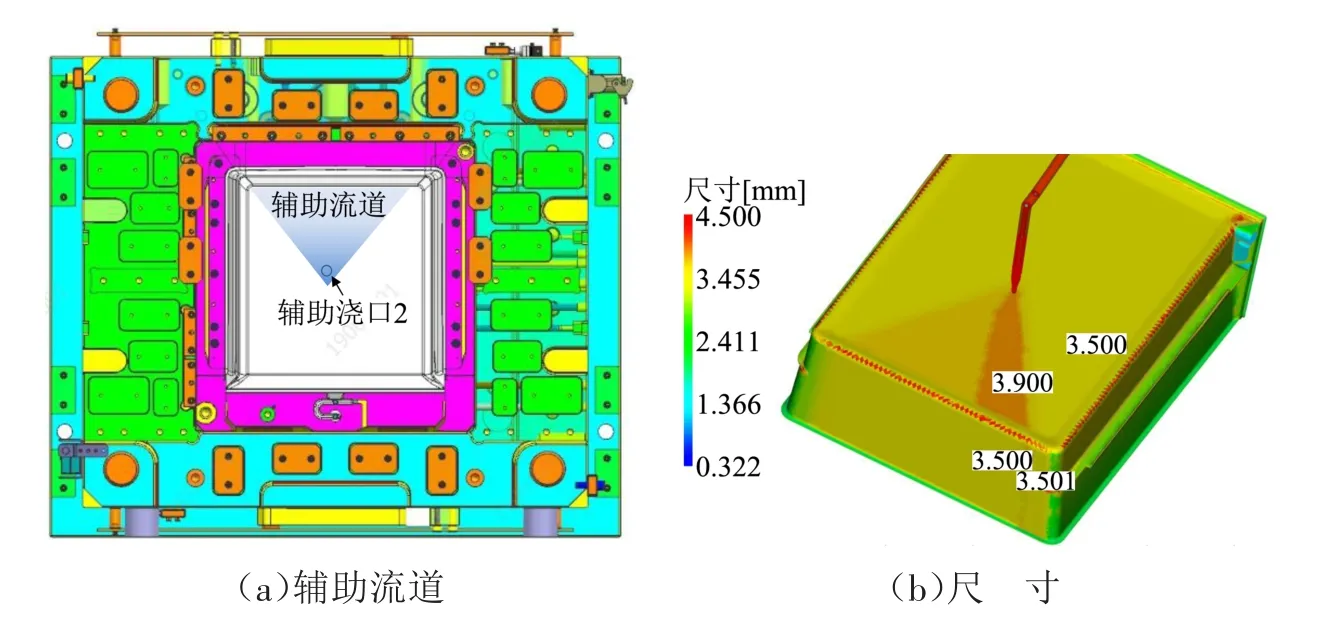
制品為采用免噴涂材料注射成型的家電冰箱抽屜,材料為新型免噴涂塑料,添加5%的鋁粉,使其增強(qiáng)制品金屬質(zhì)感。模具采用2點順序閥熱流道系統(tǒng),有2個澆口,主澆口在待成型制品的前端,輔助澆口調(diào)整熔接痕位置,工藝上滿足外觀質(zhì)量的調(diào)試要求。成型過程中,主澆口打開后,熔體被注入型腔,在外觀面一側(cè)型腔板通55~60℃熱水,保證成型制品外觀沒有溫度差異造成的流動缺陷。澆注系統(tǒng)設(shè)計如圖1所示,主澆口1先打開,熔體到達(dá)輔助澆口2位置后,開始雙澆口填充。澆注系統(tǒng)的設(shè)計原理是利用輔助澆口2的打開時間解決2個澆口注入熔體相遇產(chǎn)生的熔接痕問題,同時可以將氣痕、流紋等影響制品外觀的缺陷移至不影響制品質(zhì)量的合適位置。
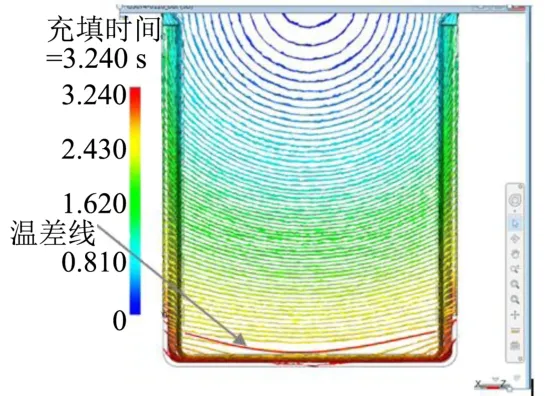
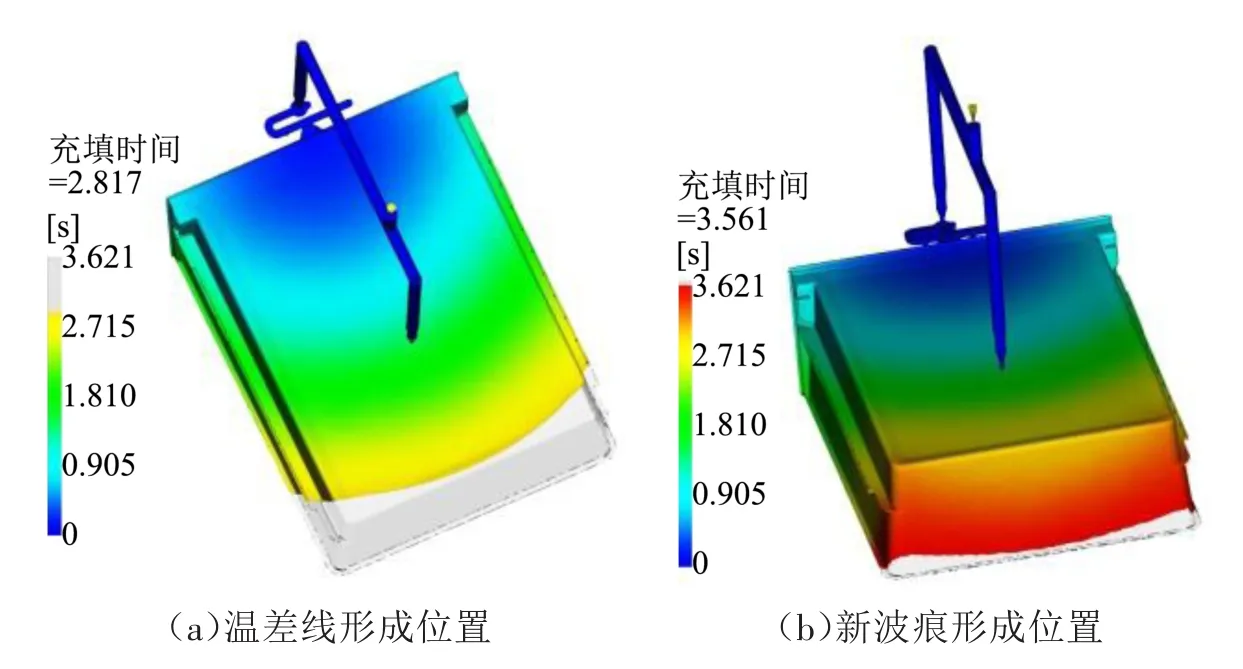
在調(diào)整熔接痕位置的同時,還需要調(diào)整圖3所示的溫差線缺陷,它是主澆口1注入熔體的流動前沿痕跡,主要是由于主澆口1注入的前沿熔體與輔助澆口2注入的熔體存在溫度差異和流動滯留而形成,溫差線可以通過工藝調(diào)試消除或移到不影響制品外觀的位置。
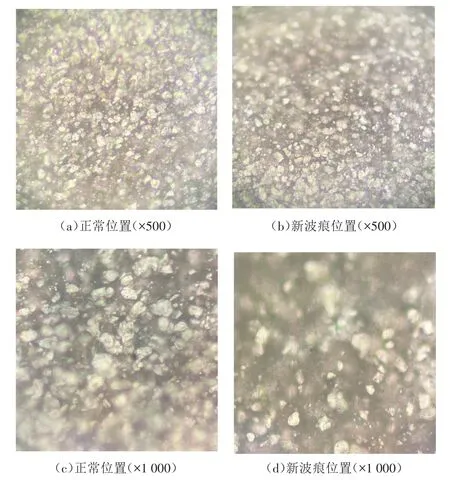
首先考慮采用CAE模流分析的方法預(yù)測新波痕的產(chǎn)生和形成原因,但缺少添加粉末改性的流動模擬算法和材料參數(shù),無法運用有限元分析的方法解決問題。隨后通過顯微鏡影像分析進(jìn)行驗證,新波痕是由于鋁粉的排列發(fā)生變化,或翻轉(zhuǎn)或排列異常,通過顯微鏡影像對新波痕表面和無新波痕表面的鋁粉排列進(jìn)行對比,檢驗鋁粉排列情況,如圖6所示。
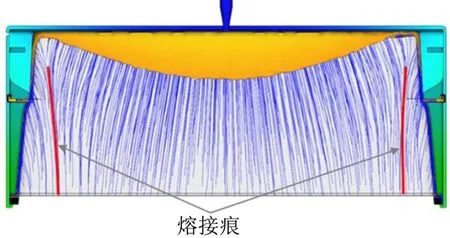
由于制品成型時添加了含鋁粉的免噴涂材料,注射成型的缺陷影響被放大,注射工藝調(diào)試難度增大。圖2所示為制品后部2處長的熔接痕,需要通過控制輔助澆口2的打開時間調(diào)整成型制品后端的熔接痕位置,使其處于不影響制品質(zhì)量的位置。
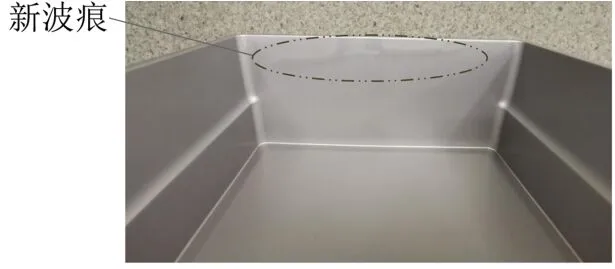
在調(diào)試溫差線時,發(fā)現(xiàn)溫差線后端還有一條水波紋形狀的痕跡,起初當(dāng)作是第2條溫差線,但無法用溫差線的理論解釋這一現(xiàn)象。采用CAE模流分析軟件進(jìn)行流動分析,無法預(yù)測該缺陷。經(jīng)過理論分析初步判斷為輔助澆口2注射時產(chǎn)生擾流導(dǎo)致的水波痕跡,稱為新波痕,如圖4所示。新波痕的存在影響了制品的外觀質(zhì)量,制約了免噴涂材料的技術(shù)應(yīng)用,急需解決。
2 原因分析
2.1 工藝調(diào)試
對多次工藝調(diào)試的制品樣件進(jìn)行分析,測量輔助澆口2與溫差線之間的距離以及溫差線與新波痕之間的距離,發(fā)現(xiàn)溫差線與新波痕之間的距離約等于其與輔助澆口2的距離。排除模具零件加工的精度因素,兩者具有相同的體積或距離,判斷新波痕的形成與輔助澆口2充填熔體存在聯(lián)系。
因為PS材料在溫度變化或滯留時會產(chǎn)生溫差線現(xiàn)象,所以認(rèn)為新波痕可能是溫差線的不同表征。但在工藝調(diào)試試驗中,發(fā)現(xiàn)結(jié)合溫差線的形成理論,溫差線不應(yīng)該出現(xiàn)在新波痕的位置,而且調(diào)整溫差線的位置,新波痕位置也隨之改變,初步判定新波痕不是溫差線。隨后進(jìn)行了背壓調(diào)試試驗,基于材料填充了金屬粉末,可能會由于背壓不足而導(dǎo)致鋁粉與基料的融合不充分,產(chǎn)生流紋。采用增加背壓、調(diào)整轉(zhuǎn)速、更改材料溫度等方法反復(fù)調(diào)試,但結(jié)果無明顯變化,判定新波痕并非工藝背壓設(shè)置所引起的。
解決新波痕的方案是通過工藝調(diào)試、模具設(shè)計優(yōu)化等,將新波痕位置移至制品的非外觀面或?qū)χ破吠庥^影響較小的面上。工藝調(diào)試的方法是延遲澆口2的打開時間,根據(jù)溫差線、擾動澆口、新波痕距離相等的原則,將新波痕移至制品影響較小的外觀表面。根據(jù)新波痕產(chǎn)生機(jī)理,要實現(xiàn)穩(wěn)定的生產(chǎn),還要將環(huán)境因素、填充物形狀對生產(chǎn)的干擾降到最低,并保持穩(wěn)定的模溫和充填工藝參數(shù)。
2.2 形成原因驗證
(2)35歲(含 35歲)以下護(hù)理人員,調(diào)查中顯示來自學(xué)習(xí)方面的壓力很少,說明這一年齡段的人員希通過學(xué)習(xí)來提高自己,針對這個特點,工會可結(jié)合自身的“一活動 一工程”等活動開展一系列的職工技能競賽和培訓(xùn);
正常位置的鋁粉反光度排列順序比較均勻,在1 000倍顯微鏡下觀測,發(fā)現(xiàn)2個位置的鋁粉排列差異較大,正常位置比較均勻,平行度較高,新波痕位置的鋁粉排列雜亂,同時還有局部缺失,造成表面對光線的反射效果不同,產(chǎn)生感觀上的差異,但實際手感觸摸無法感覺明顯的凸痕或凹痕,通過顯微鏡影像分析,驗證了新波痕的形成原因。
1.2.4 血液通路護(hù)理 告知患者內(nèi)瘺自我保護(hù)、檢查方法(不要內(nèi)瘺側(cè)睡覺,避免患肢提重物、測血壓,保持穿刺部位干燥等),加強(qiáng)巡視,注意觀察透析期間患者血糖、血糖、腎功能變化,內(nèi)瘺啟用時間適當(dāng)延遲,充分?jǐn)U張靜脈,透析完成后以尿激酶封管。
3 解決方案
對新波痕的形成機(jī)理進(jìn)行分析發(fā)現(xiàn),由于鋁粉等填充物與塑料相比具有更強(qiáng)的光反射特性,其排列不同,對光線的反射效果也不同。如果鋁粉顆粒的長徑比過大,鋁粉的排列將影響制品外觀的光亮度。輔助澆口2打開后,對主澆口1流動過來的熔體產(chǎn)生擾動,由于熔體承載鋁粉流動,在輔助澆口2的擾動作用下出現(xiàn)波紋,擾動產(chǎn)生排列不整齊的鋁粉顆粒隨著熔體繼續(xù)前行。因為輔助澆口2打開后流動阻力小,熔體會優(yōu)先從輔助澆口2流出,但在輔助澆口2前方有從主澆口1流過的熔體,從輔助澆口2流出的熔體推動前面淤滯的熔體向前移動,最后從主澆口1注入的熔體冷卻層中浮出,形成了新波痕,如圖5所示。
雖然一些科學(xué)家并不認(rèn)為“奇點”的存在,如MIT的諾姆·喬姆斯基認(rèn)為,我們離建立人類水平的機(jī)器智能還“遙不可及”,稱奇點是”科幻小說”。但是,“奇點”概念還是獲得了硅谷一些科技企業(yè)家的關(guān)注,如谷歌的拉里·佩奇(LarryPage)和謝爾蓋·布林(Sergey Brin)、支付寶聯(lián)合創(chuàng)始人彼得·泰爾(PeterThiel),他們的參與推動了社會各界對“奇點”的關(guān)注。2000年,尤德考斯基(Eliezer Yudkowsky)等創(chuàng)建了“奇點研究所”,是目前唯一致力于研究強(qiáng)AI及其風(fēng)險的研究組織。
模具設(shè)計優(yōu)化包括以下2個方面。
(1)增加輔助流道,如圖7所示,輔助流道為動模型芯的三角區(qū)域,制品頂面平均壁厚為3.5 mm,三角區(qū)域的輔助流道壁厚增厚0.4 mm,壁厚由輔助澆口2向制品后端做漸變減薄,最大壁厚約為3.9 mm,增大該區(qū)域進(jìn)料的速度和體積,擴(kuò)大新波痕的調(diào)整范圍,將排列雜亂的鋁粉包裹在流動的熔體內(nèi)部使其流動更長的距離,且不浮出制品表面。
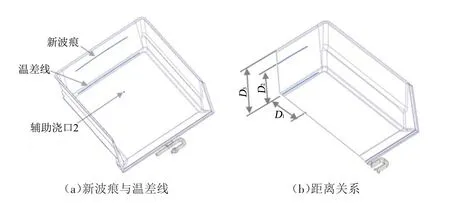
(2)輔助澆口位置設(shè)計。解決新波痕對外觀的影響方法主要是控制新波痕出現(xiàn)的位置,避免出現(xiàn)在制品的重要外觀面上。經(jīng)過模具工藝調(diào)試的對比分析,總結(jié)新波痕、溫差線、輔助澆口三者的距離關(guān)系原則,如圖8所示,
為產(chǎn)生擾動作用的輔助澆口2到溫差線的距離、
為溫差線到新波痕的位置、
為溫差線到制品邊緣的距離。在均勻壁厚的情況下,
=
,通過該關(guān)系式,可以判斷新波痕出現(xiàn)的位置。當(dāng)
>
時,新波痕被移至制品邊緣,達(dá)到規(guī)避新波痕的效果。通過上述原則設(shè)計模具澆口位置、制品的壁厚等參數(shù),可以有效解決新波痕問題。
4 結(jié)束語
當(dāng)成型制品采用添加填充物的免噴涂類材料生產(chǎn)時,制品結(jié)構(gòu)設(shè)計、模具澆注系統(tǒng)設(shè)計、注射工藝都應(yīng)注意避免新波痕的產(chǎn)生。根據(jù)新波痕的產(chǎn)生機(jī)理和解決方法,在制品結(jié)構(gòu)設(shè)計時,要考慮新波痕對外觀的影響,采取增加輔助流道的方式減小新波痕對制品外觀的影響。在模具澆注系統(tǒng)設(shè)計時提前規(guī)劃澆口位置,降低工藝參數(shù)的調(diào)整難度。在成型制品已出現(xiàn)新波痕的模具修模時,將產(chǎn)生擾動澆口后端的制品壁厚增厚,達(dá)到將新波痕包裹在熔體內(nèi)部的目的。上述新波痕的解決方案經(jīng)實際量產(chǎn)驗證,工藝參數(shù)的調(diào)整范圍加大,生產(chǎn)穩(wěn)定,能夠發(fā)揮免噴涂材料的優(yōu)勢。
[1]張 平,鄧開平.雙缸洗衣機(jī)桶體注射模設(shè)計與制造[J].模具工業(yè),2014,40(1):56-60.
[2]張 平.國際先進(jìn)注塑模具技術(shù)的發(fā)展分析[J].電加工與模具,2014(s1):11-16.
[3]張 磊.家電模具的發(fā)展歷程與前景[J].模具工業(yè),2020,46(2):23-26.
[4]葉鼎銓.LFT技術(shù)發(fā)展概況[J].玻璃纖維,2008(4):48-50.
[5]王利霞,李 燕,莊衛(wèi)國.注塑工藝和玻纖含量對玻纖增強(qiáng)PP注塑制品收縮的影響[J].高分子材料科學(xué)與工程,2009,25(9):135-137,141.
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(shè)(2018年1期)2018-07-10 09:49:50
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(shè)(2015年5期)2015-12-01 04:17:19
電子設(shè)計工程(2015年3期)2015-02-27 12:04:00
